1.本实用新型属于浇铸件技术领域,具体涉及一种一体化浇铸件成型设备。
背景技术:
2.压铸是一种金属铸造工艺,其特点是利用模具腔对熔化的金属施加高压,使液态状的金属成型为所需的形状。
3.现在市面上浇铸件基本都是先将原料熔化后,工人再将熔化后的原料移动到模具旁,倒入模具中进行浇铸,费时、费力、效率低,还存在安全隐患。
技术实现要素:
4.本实用新型的目的是提供一种一体化浇铸件成型设备,以提高浇铸件的生产效率。
5.为了解决上述技术问题,本实用新型提供了一种一体化浇铸件成型设备,其包括:熔化机构,适于将坯材熔化成熔液;和浇铸机构;以及成型机构;其中所述浇铸机构适于将来自熔化机构的熔液注入成型机构内;以及所述成型机构适于将接收到的溶液成型。
6.在其中一个实施例中,所述熔化机构包括:送料组件;和熔炼坩埚,用于接收送料组件输送的坯材;以及加热组件,适于对熔炼坩埚加温,以使坯材熔化。
7.在其中一个实施例中,所述熔炼坩埚内平行设有两道上隔离挡板和一道下隔离挡板;其中两道所述上隔离挡板从所述熔炼坩埚的开口处往底部设置,且与底部留有通道;以及一道所述下隔离挡板从所述熔炼坩埚的底部往开口设置,且位于两道所述上隔离挡板之间;所述下隔离挡板的顶部略高于所述上隔离挡板的底部。
8.在其中一个实施例中,所述送料组件适于向所述下隔离挡板的一侧输送坯材。
9.在其中一个实施例中,所述浇铸机构包括:浇铸仓,用于储存待浇铸的溶液;和引流管;以及压铸冲头;其中所述引流管适于引导从熔炼坩埚上相对于所述下隔离挡板另一侧的坩埚出口溢出的溶液输送至浇铸仓内;以及通过所述压铸冲头将浇铸仓内的溶液注入成型机构内。
10.在其中一个实施例中,所述浇铸仓的外壁上设置有加热层。
11.在其中一个实施例中,所述成型机构包括:多工位模具安放台,适于盛放多个模具;以及模具安放台加热组件;其中所述模具安放台加热组件适于对多工位模具安放台加热,以使多工位模具安放台上盛放的模具预热。
12.本实用新型的有益效果是,本一体化浇铸件成型设备通过将熔化机构、浇铸机构、成型机构设置在一个设备中,使得浇铸件的成型在一个设备中进行,去除了中间环节时间的浪费以及风险,提高了生产效率。
13.本实用新型的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点在说明书以及附图中所特别指出的结构来实现和获得。
14.为使本实用新型的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
15.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
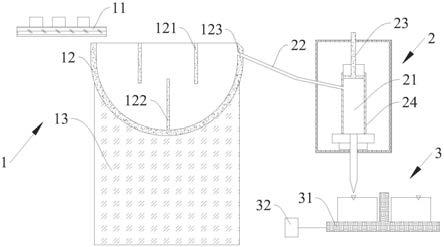
16.图1是本实用新型的一体化浇铸件成型设备的结构示意图。
17.图中:
18.熔化机构1、送料组件11、熔炼坩埚12、上隔离挡板121、下隔离挡板122、坩埚出口123、加热组件13、浇铸机构2、浇铸仓21、流管22、压铸冲头23、加热层24、成型机构3、多工位模具安放台31、模具安放台加热组件32。
具体实施方式
19.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.实施例
21.如图1所示,本实施例提供了一种一体化浇铸件成型设备,其包括:熔化机构1,适于将坯材熔化成熔液;和浇铸机构2;以及成型机构3;其中所述浇铸机构2适于将来自熔化机构1的熔液注入成型机构3内;以及所述成型机构3 适于将接收到的溶液成型。
22.在本实施方式中,通过将熔化机构1、浇铸机构2、成型机构3设置在一个装置中,使得浇铸件的成型在一个设备中进行,去除了中间环节时间的浪费以及风险,提高了生产效率。
23.在本实施例中,可选的,所述熔化机构1包括:送料组件11;和熔炼坩埚 12,用于接收送料组件11输送的坯材;以及加热组件13,适于对熔炼坩埚12 加温,以使坯材熔化。
24.在本实施方式中,通过送料组件11的送料以及加热组件13的加热,使得熔炼坩埚12可以存有一定量的溶液,为浇铸件的成型储存原料。
25.在本实施例中,可选的,所述熔炼坩埚12内平行设有两道上隔离挡板121 和一道下隔离挡板122;其中两道所述上隔离挡板121从所述熔炼坩埚12的开口处往底部设置,且与底部留有通道;以及一道所述下隔离挡板122从所述熔炼坩埚12的底部往开口设置,且位于两道所述上隔离挡板121之间;所述下隔离挡板122的顶部略高于所述上隔离挡板121的底部。
26.在本实施方式中,下隔离挡板122可以使熔炼坩埚12分隔为两个区域,一个区域用于熔炼坯材,另一个区域用于接收从熔炼坯材区域溢出的溶液;上隔离挡板121可以防止新添加的坯材从熔炼坯材区流入溶液区。
27.在本实施例中,可选的,所述送料组件11适于向所述下隔离挡板122的一侧输送坯
材。
28.在本实施方式中,送料组件11只向一个区域输送坯材,可以保证另一个区域没有未经熔炼的坯材。
29.在本实施例中,可选的,所述浇铸机构2包括:浇铸仓21,用于储存待浇铸的溶液;和引流管22;以及压铸冲头23;其中所述引流管22适于引导从熔炼坩埚12上相对于所述下隔离挡板122另一侧的坩埚出口123溢出的溶液输送至浇铸仓21内;以及通过所述压铸冲头23将浇铸仓21内的溶液注入成型机构 3内。
30.在本实施方式中,熔炼坩埚12在只有溶液的区域设置坩埚出口123,使溶液可以从坩埚出口123流出;坩埚出口123可以设置在熔炼坩埚12的中部,以节约坯材熔炼时间;引流管22可以接收从坩埚出口123流出的溶液,并引入浇铸仓21,再经压铸冲头23注入成型机构3内;压铸冲头23可以加快注入速度,减小铸造件的缺陷;通过设置浇铸机构2,使浇铸机构2接收熔化机构1的内溶液,避免了人工浇铸时的风险。
31.在本实施例中,可选的,所述浇铸仓21的外壁上设置有加热层24。
32.在本实施方式中,加热层24可以防止溶液进入浇铸仓21后凝固。
33.在本实施例中,可选的,所述成型机构3包括:多工位模具安放台31,适于盛放多个模具;以及模具安放台加热组件32;其中所述模具安放台加热组件 32适于对多工位模具安放台31加热,以使多工位模具安放台31上盛放的模具预热。
34.在本实施方式中,多工位模具安放台31与浇铸机构2配合,通过多工位模具安放台31的转动,使多个模具轮流成型;模具安放台加热组件32可以对多工位模具安放台31安放的模具加热,防止溶液初期进入模具时凝固,影响浇铸件成型。
35.综上所述,本一体化浇铸件成型设备通过将熔化机构、浇铸机构、成型机构设置在一个设备中,使得浇铸件的成型在一个设备中进行,去除了中间环节时间的浪费以及风险,提高了生产效率;通过送料组件11的送料以及加热组件 13的加热,使得熔炼坩埚12可以存有一定量的溶液,为浇铸件的成型储存原料;下隔离挡板122可以使熔炼坩埚12分隔为两个区域,一个区域用于熔炼坯材,另一个区域用于接收从熔炼坯材区域溢出的溶液;上隔离挡板121可以防止新添加的坯材从熔炼坯材区流入溶液区;多工位模具安放台31与浇铸机构2配合,通过多工位模具安放台31的转动,使多个模具轮流成型,提高了生产效率;模具安放台加热组件32可以对多工位模具安放台31安放的模具加热,防止溶液初期进入模具时凝固,影响浇铸件成型。
36.本技术中选用的各个器件(未说明具体结构的部件)均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
37.在本实用新型实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
38.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是
为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
39.另外,在本实用新型各个实施例中的各功能单元可以集成在一个处理单元中,也可以是各个单元单独物理存在,也可以两个或两个以上单元集成在一个单元中。
40.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。