1.本实用新型属于压铸模具领域,具体涉及一种压铸模具滑块温度控制系统。
背景技术:
2.压铸是压力铸造的简称,是一种金属零件接近最终形状尺寸的精密成形工艺,其实质是在高压的作用下,液态或半液态金属以较高的速度充填进入压铸模型腔,并在压力下成形和凝固而获得轮廓清晰、表面光洁、与压铸模型腔相符、可以互换的压铸件。滑块是构成或连接活动型芯,并在侧向分型动力的驱动下,通过在导滑槽内的有序移动实现侧向分型动作的运动元件。
3.在压铸过程中,模具温度是影响压铸件成形质量的一个重要因素,只有当模具温度控制在某一范围内,才能生产出合格的压铸件。因此,在压铸成形之前应对模具进行预热使模具保持在一定的温度范围内。由于滑块远离压铸模具浇口端,蓄热能力较差,而且滑块与模芯之间有间隙阻碍了温度传递,导致了滑块部位温度较低,因此在压铸生产之前需要对滑块部位进行加热,目前,压铸厂或车间对压铸模具预热的主要方式是压射预热法以及模温机预热。压射预热法是将金属液浇入模具型腔,直接靠金属液来达到升温的效果,这种预热方法的优点是预热均匀,模具整体温度均能够达到生产要求,但是由于喷涂和留模时间都是按正常量产的工艺参数设置,每次生产过程中循环模具温度流失较快,导致升温效果较差,还需要消耗大量的模次才能将滑块部位升温到工艺要求的温度,因此会产生浪费。模温机预热是将导热油通过油管输送到模具内部进行反复加热,模具内部先预热,再通过热传导将热量传递到模具表面,实现升温效果。但是由于滑块部位在抽芯过程中需要在导滑槽内移动,如果直接用油管对滑块进行加热,则由于油管是刚性的,会阻碍滑块移动,因此一般模温机不会对滑块部位直接加热,而是通过加热模具其他部位,再通过热传导对滑块进行升温。
技术实现要素:
4.本实用新型所要解决的技术问题是针对上述现有技术的现状,而提供结构布局合理、能对滑块进行预热的一种压铸模具滑块温度控制系统,以解决使用模温机预热无法直接对滑块加热的问题。
5.本实用新型解决上述技术问题所采用的技术方案为:一种压铸模具滑块温度控制系统,包括滑块,滑块配装在基座上,滑块内设有加热管道,基座设有连通加热管道首尾端的第一管体和第二管体,第一管体连有第一浮动软管,第二管体连有第二浮动软管;第一浮动软管和第二浮动软管连有模温机。
6.为优化上述技术方案,采取的措施还包括:
7.上述的加热管道包括同轴连接在第一管体上的第一分管,垂直连于第一分管的第二分管,垂直连于第二分管的第三分管,垂直连于第三分管的第四分管,连于第四分管的第一加热主管,连于第一加热主管的第二加热主管,连于第二加热主管下端并且平行于第二
管体的第七分管,垂直连于第七分管的第八分管,垂直连于第八分管并且同轴导通连于第二管体的第九分管,这样的加热管道结构能够充分进行热交换。
8.上述的第一加热主管自第四分管开始呈弯折向上延伸结构,第二加热主管自第一加热主管交接处开始呈弯折向下延伸结构,能够充分进行热交换。
9.上述的第一加热主管和第二加热主管互相平行。
10.上述的第二加热主管位于第一加热主管和基座之间。由于第一加热主管位于第二加热主管的上有,所以第一加热主管的温度告于第二加热主管,能够对滑块的前端持续加热,反之第二加热主管如果放置在滑块的前端,那么第二加热主管会对滑块进行降温。
11.上述的第二分管和第八分管分别导通连于滑块的外壁,并分别设有可拆卸封堵件。可拆卸封堵件能够防止第二分管和第八分管内的热油漏出,在拆卸掉可拆卸封堵件后又能对加热管道进行清理。
12.上述的基座上设有温度传感器,温度传感器设有扎入滑块的探针。
13.上述的探针位于第二管体的正上方。,第二管体的温度较低,测量第二管体正上方的温度就能较为准确地测量出滑块的整体温度。
14.与现有技术相比,本实用新型的一种压铸模具滑块温度控制系统,包括滑块,滑块配装在基座上,滑块内设有加热管道,基座设有连通加热管道首尾端的第一管体和第二管体,第一管体连有第一浮动软管,第二管体连有第二浮动软管;第一浮动软管和第二浮动软管连有模温机。与现有技术相比,模温机和滑块内部管道之间采用浮动软管连接,滑块移动时浮动软管可以随滑块一起移动,从而解决了模温机无法直接对滑块加热的问题。加热管道是通过3d打印制作用常规方法难以加工的随形管道回路,使加热效果更好。此外还设有温度传感器,将滑块温度传递给模温机控制系统,控制系统通过打开加热或冷却元件改变油温,从而改变滑块温度,使滑块温度始终保持在要求范围内。
附图说明
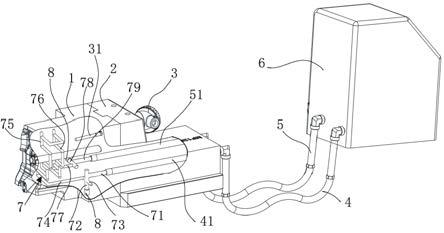
15.图1是本实用新型的结构示意图;
16.图2是图1内部结构示意图;
17.图3是滑块温度控制框图。
具体实施方式
18.以下结合附图对本实用新型的实施例作进一步详细描述。
19.图1至图2为本实用新型的结构示意图。
20.其中的附图标记为:滑块1,基座2、温度传感器3、探针31、第一浮动软管4、第一管体41、第二浮动软管5、第二管体51、模温机6、加热管道7、第一分管71、第二分管72、第三分管73、第四分管74、第一加热主管75、第二加热主管76、第七分管77、第八分管78、第九分管79、可拆卸封堵件8。
21.在本技术中,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本实用新型及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
22.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其
他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本实用新型中的具体含义。
23.图1至图2为本实用新型的结构示意图,如图所示,本实用新型的一种压铸模具滑块温度控制系统,包括滑块1,滑块1配装在基座2上,滑块1内设有加热管道7,基座2设有连通加热管道7首尾端的第一管体41和第二管体51,第一管体41连有第一浮动软管4,第二管体51连有第二浮动软管5;第一浮动软管4和第二浮动软管5连有模温机6。
24.实施例中,如图所示,加热管道7包括同轴连接在第一管体41上的第一分管71,垂直连于第一分管71的第二分管72,垂直连于第二分管72的第三分管73,垂直连于第三分管73的第四分管74,连于第四分管74的第一加热主管75,连于第一加热主管75的第二加热主管76,连于第二加热主管76下端并且平行于第二管体51的第七分管77,垂直连于第七分管77的第八分管78,垂直连于第八分管78并且同轴导通连于第二管体51的第九分管79。
25.实施例中,如图2所示,第一加热主管75自第四分管74开始呈弯折向上延伸结构,第二加热主管76自第一加热主管75交接处开始呈弯折向下延伸结构。
26.实施例中,如图2所示,第一加热主管75和第二加热主管76互相平行。
27.实施例中,如图2所示,第二加热主管76位于第一加热主管75和基座2之间。
28.实施例中,如图2所示,第二分管72和第八分管78分别导通连于滑块1的外壁,并分别设有可拆卸封堵件8。
29.实施例中,如图2所示,基座2上设有温度传感器3,温度传感器3设有扎入滑块1的探针31。
30.实施例中,如图2所示,探针31位于第二管体51的正上方。
31.本实施例的工作原理:
32.在压铸生产之前,首先设定滑块1温度要求,然后模温机6将高压高温油通过第一浮动软管4导入到滑块1内部的加热管道7中,从滑块1内部进行加热,然后依靠热传导油的高热传导性、流动性的特征,将热量传递到滑块1表面,从而对滑块1整体进行预热,使滑块1整体温度达到生产要求。
33.安装在滑块1内部的温度传感器3的探针31测量滑块1的实时温度,温度信号经过a/d转换器转换后传递给模温机6的控制系统,如果滑块1的温度低于所设定的值,则模温机6通过控制系统接通加热元件,加热导热油,从而提高滑块1温度;如果该温度低于设定值,则控制系统接通冷却元件,冷却导热油,降低滑块1的温度,从而使滑块1始终保持在设定的温度范围内,整个滑块温度控制框图如图3所示。
34.本实用新型的最佳实施例已阐明,由本领域普通技术人员做出的各种变化或改型都不会脱离本实用新型的范围。