1.本实用新型涉及飞轮制造技术领域,具体为一种飞轮产品双胞胎模具。
背景技术:
2.飞轮是安装在机器回转轴上的具有较大转动惯量的轮状蓄能器,当机器转速增高时,飞轮的动能增加,把能量贮蓄起来;当机器转速降低时,飞轮动能减少,把能量释放出来,飞轮可以用来减少机械运转过程的速度波动,飞轮在各种发动机、动力机中普遍使用。
3.现有的飞轮通常是通过模具铸造成型的,现有的飞轮通常都是单个单独铸造成型的,这种铸造方式,每次只能铸造出一个飞轮,生产速度慢,生产效率低;而且现有的用于飞轮的铸造模具通常只能铸造出统一规格的飞轮,铸造的飞轮的厚度、飞轮上齿圈的齿数都无法进行调整,适用范围小,实用性差,不便于使用。
技术实现要素:
4.本实用新型的目的,为了解决每次只能铸造出一个飞轮,生产速度慢,生产效率低,不能调整铸造的飞轮的厚度、飞轮上齿圈齿数,适用范围小,实用性差,不便于使用的技术问题。
5.本实用新型的技术方案是这样实现的:一种飞轮产品双胞胎模具,包括安装架一,安装在安装架一上的飞轮模具组,所述安装架一的中间设置有一个浇注口,所述安装架一的两侧对应设置有两个基础成型孔,所述浇注口分别与两个基础成型孔连通;所述安装架一上并列设置有两个飞轮模具组,且两个飞轮模具组与两侧的基础成型孔一一对应设置;所述飞轮模具组包括安装在安装架一顶部的上模具,安装在安装架一底部的下模具,同侧的上模具、基础成型孔和下模具配合铸造,安装架一两侧对应设置有两个飞轮模具组,在铸造时,同时能铸造出两个飞轮,加快了生产速度,提高了生产效率。
6.进一步的,所述安装架一的顶面设置有定位柱一,所述上模具外缘设置有与定位柱一对应的定位孔一,且定位柱一插接在对应的定位孔一内,所述安装架一的顶面设置有与两个上模具对应的两个压紧机构,所述压紧机构将对应的上模具压紧在安装架一顶面,所述压紧机构包括设置在安装架一顶面的安装架二,螺纹连接在安装架二内部的丝杠,转动连接在丝杠底端的下压盘,固定在丝杠顶端的手轮,所述下压盘与上模具的顶面配合,旋转手轮,手轮带动丝杠旋转,丝杆带动下压盘将上模具压紧,实现上模具的安装定位。
7.进一步的,所述安装架一的底部安装有移动架,所述移动架的顶端安装有升降机构,所述升降机构与两个下模具对应的设置有两个,且升降机构推动对应的下模具上升压合到安装架一底部顶面,所述安装架一的底面设置有定位柱二,所述下模具外缘设置有与定位柱二对应的定位孔二,且定位柱二插接在对应的定位孔二内,通过升降机构上顶下模具实现了下模具的安装定位。
8.进一步的,每个下模具与安装架一的底部顶面之间设置有齿圈模具和加厚模具,所述下模具的外缘设置有定位柱三,所述齿圈模具外缘和加厚模具外缘分别设置有与定位
柱三相对应的定位孔三,所述定位柱三插接在对应的定位孔三内,且下模具、齿圈模具和加厚模具依次累跌挤压配合,定位柱三与定位孔三配合主要是安装定位齿圈模具和加厚模具,齿圈模具主要是实现飞轮上齿圈的铸造,同时齿圈模具能进行更换,便于铸造出不同齿数的飞轮,通过更换加厚模具即可铸造出不同厚度的飞轮,通过这两种方式的调节,即可铸造出不同厚度、齿数的飞轮,增大了适用范围,提高了实用性。
9.进一步的,所述升降机构包括阵列在移动架顶面不少于三个的伸缩杆,固定在不少于三个的伸缩杆顶面的上压盘,安装在上压盘与移动架之间的液压杆,上压盘与下模具底面相配合,通过液压杆推动上压盘顶动下模具上升到安装架一的底部顶面,实现下模具的定位安装。
10.进一步的,所述安装架一的两侧固定有两个移动轨道,所述移动架的底面两侧分别设置有与移动轨道对应的移动轮,且移动轮设置在对应的移动轨道内,两个移动轨道的前端固定有端板,所述移动架与端板之间安装有电动推杆,所述电动推杆推动移动架移动,通过这种方式,实现了移动架的驱动,提高了自动化程度,更便于取出铸造完成的飞轮。
11.进一步的,所述安装架一的底部中间设置有插接槽,该插接槽内插接有下配合块,所述下配合块顶面设置有分别与浇铸口、两个基础成型孔连通的浇铸槽,铸造完成时,两个飞轮体之间连接有浇铸连接体,下配合块能拆卸,其主要是便于浇铸连体取出。
12.本实用新型的有益效果概括为:其一,安装架一两侧对应设置有两个飞轮模具组,在铸造时,同时能铸造出两个飞轮,加快了生产速度,提高了生产效率;其二,齿圈模具主要是实现飞轮上齿圈的铸造,同时齿圈模具能进行更换,便于铸造出不同齿数的飞轮,通过更换加厚模具即可铸造出不同厚度的飞轮,通过这两种方式的调节,即可铸造出不同厚度、齿数的飞轮,增大了适用范围,提高了实用性,更便于使用。
附图说明
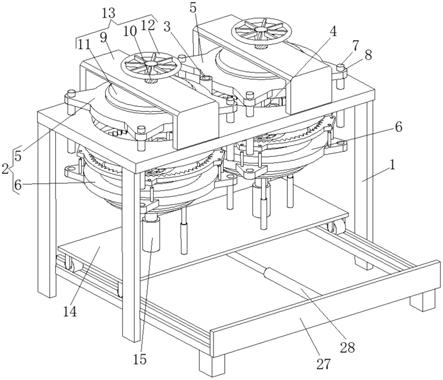
13.图1为本实用新型整体结构示意图。
14.图2为本实用新型升降机构的结构示意图。
15.图3为本实用新型下配合块的位置示意图。
16.图中:1安装架一、2飞轮模具组、3浇注口、4基础成型孔、5上模具、6下模具、7定位柱一、8定位孔一、9安装架二、10丝杠、11下压盘、12手轮、13压紧机构、14移动架、15升降机构、16定位柱二、17定位孔二、18齿圈模具、19加厚模具、20定位柱三、21定位孔三、22伸缩杆、23上压盘、24液压杆、25移动轨道、26移动轮、27端板、28电动推杆、29下配合块、30浇铸槽。
具体实施方式
17.为了加深对本实用新型的理解,下面将结合实例和附图对本实用新型一种飞轮产品双胞胎模具作进一步详述,该实施例仅用于解释本实用新型,并不构成对本实用新型保护范围的限定。
18.如图1至图3所示,一种飞轮产品双胞胎模具,包括安装架一1,安装在安装架一1上的飞轮模具组2,安装架一1的中间设置有一个浇注口3,安装架一1的两侧对应设置有两个基础成型孔4,浇注口3分别与两个基础成型孔4连通;安装架一1上并列设置有两个飞轮模
具组2,且两个飞轮模具组2与两侧的基础成型孔4一一对应设置;飞轮模具组2包括安装在安装架一1顶部的上模具5,安装在安装架一1底部的下模具6,同侧的上模具5、基础成型孔4和下模具6配合铸造,安装架一1两侧对应设置有两个飞轮模具组2,在铸造时,同时能铸造出两个飞轮,加快了生产速度,提高了生产效率;安装架一1的顶面设置有定位柱一7,上模具5外缘设置有与定位柱一7对应的定位孔一8,且定位柱一7插接在对应的定位孔一8内,安装架一1的顶面设置有与两个上模具5对应的两个压紧机构13,压紧机构13将对应的上模具5压紧在安装架一1顶面,压紧机构13包括设置在安装架一1顶面的安装架二9,螺纹连接在安装架二9内部的丝杠10,转动连接在丝杠10底端的下压盘11,固定在丝杠10顶端的手轮12,下压盘11与上模具5的顶面配合,旋转手轮12,手轮12带动丝杠10旋转,丝杆10带动下压盘11将上模具5压紧,实现上模具5的安装定位;安装架一1的底部安装有移动架14,移动架14的顶端安装有升降机构15,升降机构15与两个下模具6对应的设置有两个,且升降机构15推动对应的下模具6上升压合到安装架一1底部顶面,安装架一1的底面设置有定位柱二16,下模具6外缘设置有与定位柱二16对应的定位孔二17,且定位柱二16插接在对应的定位孔二17内,通过升降机构15上顶下模具6实现了下模具6的安装定位;每个下模具6与安装架一1的底部顶面之间设置有齿圈模具18和加厚模具19,下模具6的外缘设置有定位柱三20,齿圈模具18外缘和加厚模具19外缘分别设置有与定位柱三20相对应的定位孔三21,定位柱三20插接在对应的定位孔三21内,且下模具6、齿圈模具18和加厚模具19依次累跌挤压配合,定位柱三20与定位孔三21配合主要是安装定位齿圈模具18和加厚模具19,齿圈模具18主要是实现飞轮上齿圈的铸造,同时齿圈模具18能进行更换,便于铸造出不同齿数的飞轮,通过更换加厚模具19即可铸造出不同厚度的飞轮,通过这两种方式的调节,即可铸造出不同厚度、齿数的飞轮,增大了适用范围,提高了实用性;升降机构15包括阵列在移动架14顶面不少于三个的伸缩杆22,固定在不少于三个的伸缩杆22顶面的上压盘23,安装在上压盘23与移动架14之间的液压杆24,上压盘23与下模具6底面相配合,通过液压杆24推动上压盘23顶动下模具6上升到安装架一1的底部顶面,实现下模具6的定位安装;安装架一1的两侧固定有两个移动轨道25,移动架14的底面两侧分别设置有与移动轨道25对应的移动轮26,且移动轮26设置在对应的移动轨道25内,两个移动轨道25的前端固定有端板27,移动架14与端板27之间安装有电动推杆28,电动推杆28推动移动架14移动,通过这种方式,实现了移动架14的驱动,提高了自动化程度,更便于取出铸造完成的飞轮;安装架一1的底部中间设置有插接槽,该插接槽内插接有下配合块29,下配合块29顶面设置有分别与浇铸口3、两个基础成型孔4连通的浇铸槽30,铸造完成时,两个飞轮体之间连接有浇铸连接体,下配合块29能拆卸,其主要是便于浇铸连体取出。
19.使用说明:首先将下配合块29安装在安装架一1底部中间的插接槽内,然后将上模具5通过定位柱一7定位安装到安装架一1的顶面,之后旋转手轮12,手轮12带动丝杠10旋转,进而丝杠10产生位移带动下压盘11将上模具5压紧在基础成型孔4顶端,之后控制液压杆24工作,液压杆24推动上压盘23向上将下模具6、齿圈模具18和加厚模具19顶紧到基础成型孔4的底端,上模具5、基础成型孔4、加厚模具19、齿圈模具18和下模具6形成一个密闭的浇注腔体;向浇注口3内注入浇注料,浇注料流动到安装架一1两侧的浇注腔体内,待冷却后形成两个飞轮体,之后,液压杆24缩短,下模具6、加厚模具19和齿圈模具18与安装架一1分离,两个成型的飞轮整体脱离安装架一1,然后控制电动推杆28工作,电动推杆28带动移动
架14运动,移动架14将下模具6、加厚模具19、齿圈模具18和成型的飞轮体从安装架一1底部移动出来,之后即可取出形成的两个飞轮体,取出之后,重复上述步骤重新安装相应的模具再浇注即可。
20.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。