1.本实用新型涉及一种蓄电池加工模具,特别是铅酸蓄电池通用化铸焊模具,属蓄电池技术领域。
背景技术:
2.起动型铅酸蓄电池主要由正、负极板、电解液、隔板、电池槽等零件组成。生产工序包括:铅粉工序、铸板工序、涂板工序、化成工序、分板工序、电池装配工序、电池充电工序。电池装配工序是铅酸蓄电池生产过程中的重要的工序,在电池装配工序需采用铸焊机进行极群组焊接。现阶段为了减少铸焊模具的制造费用及减少铸焊模具更换频次,提高生产效率,根据使用电池壳体的规格,将部分不同型号电池采用同一铸焊模具进行极群组焊接。由于不同型号的电池极板片数不同,极群组汇流排长度不同,采用同一电池铸焊模具铸焊,生产的极群组汇流排长度一致,使小型号电池汇流排长度比工艺要求长出了一部分,造成汇流排耗铅比工艺标准高,形成耗铅的浪费,增加了生产成本。
技术实现要素:
3.本实用新型针对解决现有技术问题,提供一种可以根据蓄电池型号,方便的改变铸焊模具型腔长度尺寸的铅酸蓄电池通用化铸焊模。
4.本实用新型所述问题是以下述技术方案实现的:
5.一种铅酸蓄电池通用化铸焊模具,包括铸焊模具本体,铸焊模具本体上分布焊接汇流排的模腔,还包括模腔镶块,模腔镶块位于在各模腔内长度方向的单侧或双侧,模腔镶块由压块和螺钉固定在模具本体上。
6.上述铅酸蓄电池通用化铸焊模具,所述模腔镶块由横向支撑板和竖向侧板构成г形,模腔镶块竖向侧板的外廓与模腔的内表面匹配贴合,竖向侧板的外侧面为便于起模的斜面,斜面的角度a为4
°‑6°
。
7.上述铅酸蓄电池通用化铸焊模具,竖向侧板的内侧面和底面之间设有让位圆角,竖向侧板的内侧高度h不小于模腔深度。
8.上述铅酸蓄电池通用化铸焊模具,所述压块设有压槽,压槽两侧设有螺钉孔,压槽压紧在横向支撑板上部。
9.本实用新型所述通用化铸焊模具是在现有铸焊模具的基础上,增设型腔镶块,型腔镶块的位置可以根据蓄电池型号不同进行调整,从而改变型腔的长度尺寸,型腔镶块调整到位后由压块经型腔镶块的位置固定。采用本实用新型可以利用型腔镶块调整汇流排模腔的实际长度,满足不同型号电池汇流排长度符合工艺标准的要求,避免了小型号蓄电池汇流排长度长于工艺要求而造成耗铅浪费的弊端,降低生产成本。
附图说明
10.下面结合附图对本实用新型作进一步说明。
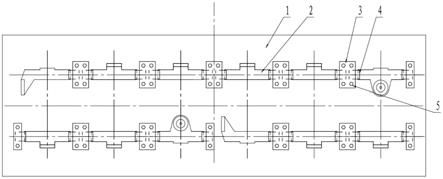
11.图1是本实用新型的结构示意图;
12.图2是图1的俯视图;
13.图3是图1中a处的局部放大视图;
14.图4是模腔镶块的结构示意图;
15.图5是图4的侧视图;
16.图6是压块的结构示意图;
17.图7是图6的俯视图。
18.图中各标号为:1、模具本体,2、模腔,3、压块,3-1、压槽,3-2、螺钉孔4、模腔镶块,4-1、横向支撑板,4-2、竖向侧板,4-3、让位圆角,5、螺钉。
具体实施方式
19.参看图1-图3,本实用新型包括铸焊模具本体1,铸焊模具本体上分布焊接汇流排的模腔2。对于使用一种壳体的蓄电池而言不同型号的蓄电池极群组汇流排长度不同,而对应该种壳体的铸焊模具其模腔长度需要满足最长汇流排的焊接要求。为解决小型号蓄电池汇流排长度满足工艺要求的问题,本实用新型增设了模腔镶块,模腔镶块4位于在各模腔内长度方向的单侧或双侧,模腔镶块由压块3和螺钉5固定在模具本体上。松开螺钉,模腔镶块的位置可以灵活调整,起到改变模腔长度的作用。
20.参看图4、图5,模腔镶块由横向支撑板4-1和竖向侧板4-2构成г形,竖向侧板的外侧面为便于起模的斜面,斜面的角度a为4
°‑6°
。模腔镶块竖向侧板的外廓与模腔的内表面匹配贴合,以避免漏铅。竖向侧板的内侧面和底面之间设有让位圆角4-3,以避免竖向侧板紧贴模腔内壁时,与模腔底部倒角部位发生干涉。竖向侧板内侧高度h不小于模腔的深度。
21.参看图6、图7,压块3的中部设有压槽3-1,压槽两侧设有螺钉孔3-2,装配状态压槽压紧在横向支撑板上部。
22.本实用新型使用时,根据铸焊的蓄电池型号调整模腔镶块的位置,然后将压块覆盖在模腔镶块的横向支撑板上,采用螺钉将压块紧固,模腔镶块的位置即被固定。实现一套铸焊模具通过调整模腔镶块,调整模腔长度,满足多个型号电池铸焊极群组使用。
技术特征:
1.一种铅酸蓄电池通用化铸焊模具,包括铸焊模具本体,铸焊模具本体上分布焊接汇流排的模腔,其特征在于:还包括模腔镶块,模腔镶块位于在各模腔内长度方向的单侧或双侧,模腔镶块由压块和螺钉固定在模具本体上。2.根据权利要求1所述的铅酸蓄电池通用化铸焊模具,其特征在于:所述模腔镶块由横向支撑板和竖向侧板构成г形,模腔镶块竖向侧板的外廓与模腔的内表面匹配贴合,竖向侧板的外侧面为便于起模的斜面,斜面的角度a为4
°‑6°
。3.根据权利要求2所述的铅酸蓄电池通用化铸焊模具,其特征在于:竖向侧板的内侧面和底面之间设有让位圆角,竖向侧板的内侧高度h不小于模腔深度。4.根据权利要求3所述的铅酸蓄电池通用化铸焊模具,其特征在于:所述压块设有压槽,压槽两侧设有螺钉孔,压槽压紧在横向支撑板上部。
技术总结
一种铅酸蓄电池通用化铸焊模具,包括铸焊模具本体,铸焊模具本体上分布焊接汇流排的模腔,还包括模腔镶块,模腔镶块位于在各模腔内长度方向的单侧或双侧,模腔镶块由压块和螺钉固定在模具本体上。本实用新型所述通用化铸焊模具是在现有铸焊模具的基础上,增设型腔镶块,型腔镶块的位置可以根据蓄电池型号不同进行调整,从而改变型腔的长度尺寸,型腔镶块调整到位后由压块经型腔镶块的位置固定。采用本实用新型可以利用型腔镶块调整汇流排模腔的实际长度,满足不同型号电池汇流排长度符合工艺标准的要求,避免了小型号蓄电池汇流排长度长于工艺要求而造成耗铅浪费的弊端,降低生产成本。成本。成本。
技术研发人员:李民 刘付海 王新杰 苑海洋 李卫东 孔令希 王健 金巧环
受保护的技术使用者:唐山风帆宏文蓄电池有限公司
技术研发日:2021.08.27
技术公布日:2022/2/11