1.本发明涉及一种装饰制品(特别是厨房用具的旋钮或刻度盘)、包括该装饰制品的厨房用具以及装饰表面的制造方法。
背景技术:
2.典型的厨房用具控制旋钮(也称为控制仪表),例如在kenwood cooking chef
tm 等立式搅拌机上使用的控制旋钮,都带有背光,以便为用户提供厨房用具状态的指示。例如,背光旋钮可以指示电机状态为打开或关闭(在这种情况下,灯可以具有稳定状态的照明,可以打开或关闭),或错误情况,例如打开的互锁状态(在这种情况下,灯可以在闪烁)。这种背光可以通过在旋钮上提供透明部件来实现,内置于厨房用具中的光可以透过该透明部件。
3.消费者通常将厨房用具上有光泽的、镜面饰面与清洁度/易于清洁联系起来,因为这样的饰面可以很容易地看到带有饰面的表面上是否有污垢。因此需要在控制旋钮上提供这样的饰面。因此,进一步希望旋钮的那些区域(并且实际上可能是厨房用具的任何其他区域)具有这样的饰面,这些区域不透明以使光通过它们发射。由于旋钮是用具中使用最多的部位,也是最容易被刮伤和磨损的部位;因此,这种有光泽的饰面最好通过使用耐磨的金属饰面(例如铬)来实现。
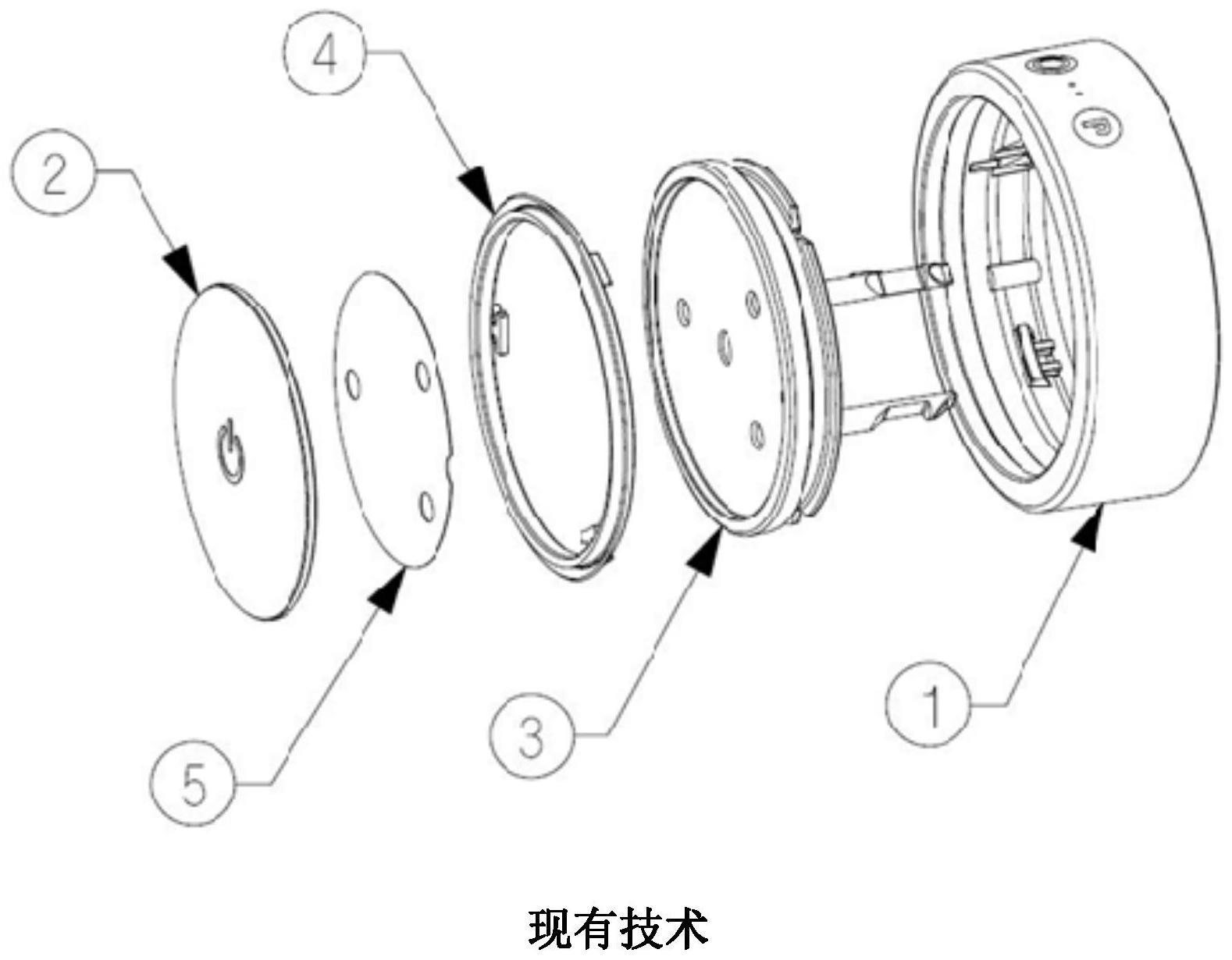
4.目前如何实现这种发光旋钮的一个例子如图1所示。这种发光目前在控制旋钮的正面呈现为均匀的圆形带或“光晕”。有五个部分用于形成旋钮:外部旋钮环1;中央光导3,其用于将来自光源的光引导至要发射的点;按钮2,用户按下按钮以压下旋钮;粘合剂5用于固定按钮2;以及密封件4,其用于防止材料进入部件之间。为了实现发光,光导部分3是半透明的,以允许来自控制旋钮pcb(未示出)上的led的光通过。外部旋钮1和按钮2都是不透明的,并在外表面上镀铬以提供有光泽的表面。
5.五件套设计有以下缺点:
‑ꢀ
光环周围可能会进水:这需要使用单独的密封件4;
‑ꢀ
美观和手感:部件之间的过渡会被用户看到和感觉到,不美观;
‑ꢀ
零件和装配成本:设计使用五个独立的零件,需要在多阶段装配过程中进行装配。
6.由于难以创建单件式旋钮,因此使用了这种多阶段、多部件旋钮组件。
7.因此,期望提供一种能够至少部分地改善上述问题的旋钮及其制造方法。
技术实现要素:
8.本发明的方面和实施例在所附权利要求书中陈述。本发明的这些和其他方面和实施例也在本文中描述。
9.一方面,提供了一种制造装饰表面的方法,其包括以下步骤:优选使用气相沉积工艺用不透明涂层涂覆基底;并且优选蚀刻该涂层(优选一直穿过涂层)以选择性地暴露基底,从而制造装饰表面(优选具有装饰图案)。基底可以是透明的。涂层优选地比基底更不透
明(或更不透明)。
10.气相沉积工艺的使用可以产生更薄的涂层,从而可以提高蚀刻的容易性。
11.装饰表面可以包括通过蚀刻涂层形成的图案,该图案允许光透过。当蚀刻去除不透明涂层时,基底被暴露从而形成图案。
12.不透明涂层可以是金属的,优选铝。涂层也可以优选是元素的(elemental),这可以增强化学稳定性。涂层优选具有小于0.5μm的厚度,更优选具有0.3-0.5μm之间的厚度,这有利于蚀刻。涂层优选地是反射性的,对于波长范围为300-700nm的光具有至少80%并且更优选地90%的反射率。更优选地,涂层具有镜面状的饰面,这可以提供提高的清洁便利性。涂层还可以具有以下性质中的至少一种,这可以促进蚀刻的便利性:维氏硬度为600mpa或更小,优选在160和350mpa之间;密度小于或等于2.7g/cm3。
13.蚀刻步骤可以使用激光器来执行。优选地,激光器的峰值功率输出至少为50瓦,更优选地至少为75瓦,使得激光器能够有效地蚀刻涂层。激光器可以优选地能够发射一定波长的光,在该波长的光下基底基本上是透明的,这可以使蚀刻步骤期间对基底的损坏最小化。优选地,激光器发射的波长为10μm或更低,更优选地,波长为大约1.06μm,这可能特别适用于蚀刻金属。激光器可以是co2激光器。
14.气相沉积工艺可以是物理气相沉积工艺,例如溅射或蒸发。这可以避免在基底表面发生化学反应,并且可以使用元素涂层(elemental coating)。与化学气相沉积工艺相比,这还可以降低所需的基底温度。
15.装饰表面可以优选地由食品安全材料组成,因为该表面旨在用于厨房用具。例如,材料可以优选地在0和100℃的温度之间物理和化学稳定。
16.该方法还可以包括在蚀刻之前向涂层施加漆和/或在蚀刻之后向表面施加保护涂层的附加步骤,该保护涂层优选地是抗紫外线的。该保护涂层可以抚平涂覆区域和蚀刻区域之间的过渡,可以保护基底和涂层免于被紫外线降解,并且还可以形成最终的保护层以防止表面磨损和撕裂。
17.在施加不透明涂层之前,可以清洁基底,优选超声清洁,并且可以任选地将底涂层施加到基底上以增强其他涂层的附着力。然后可以在执行涂覆步骤以去除杂质之前再次清洁底涂层,优选地静电清洁。静电清洁甚至可以帮助清洁微尺度杂质,例如灰尘。
18.基底优选是透光的,这样当不透明涂层被蚀刻掉时,装饰表面上保留的图案可以允许光透过。透光基底也可具有施加的色调,使得从涂层中蚀刻的图案可观察到彩色光。
19.基底可以包括电绝缘材料,优选如聚碳酸酯的聚合物。该方法可包括模制聚合物以形成基底的进一步步骤,任选地是通过模制方法例如注射模制。
20.装饰表面可以直接形成在装饰制品上;优选地,其中装饰制品是三维物体。
21.另一方面,提供了通过如本文所述的方法形成的装饰制品(任选地,其包括装饰表面)。另一方面,提供了一种装饰制品,其包括基底和通过气相沉积工艺施加到基底上的不透明涂层;其中,涂层优选通过蚀刻选择性地暴露基底,从而优选形成装饰图案。
22.装饰制品可优选地适合于由用户处理,和/或适合用作厨房用具的外壳的至少一部分。装饰制品可以是厨房用具的部件。
23.装饰制品的涂层可包括允许光透过的图案,该图案优选通过涂层的选择性蚀刻形成。装饰制品可包括至少一个边缘,其中图案远离所述至少一个边缘定位(即,图案在装饰
制品的中间)。
24.装饰制品能够被光源照亮。优选地,装饰制品还包括光源,来自该光源的光透过图案可见。更优选地,光源被封闭在装饰制品内,使得来自光源的光只能通过该图案可见。光源还可以配置为传达与厨房用具的状况相关的信息,可选地,其中光源由处理器控制。
25.图案可以设置在装饰制品的一部分上,该部分在正常使用时被构造成面向使用者,优选地其中装饰表面是装饰制品的圆形面,更优选地其中图案通常是环形的。装饰制品可以是控制旋钮,优选地包括保护轴环。
26.装饰制品的涂层可以是金属的,优选其中涂层包含铝;更优选地,其中涂层是元素涂层。涂层可具有至多0.5μm的厚度,优选其中涂层的厚度在0.3μm和0.5μm之间。涂层可以是反射性的,优选其中涂层对于波长在300至700nm范围内的光具有至少80%,更优选至少90%的反射率;更优选地,其中涂层是镜面的。涂层可具有以下特性中的至少一种:600mpa或更小的维氏硬度,优选在160和350mpa之间;以及,密度小于或等于2.7g/cm3。
27.涂层可以通过激光器蚀刻。激光器可以具有以下特性中的至少一种:峰值功率输出至少为50瓦,优选地至少为75瓦;能够发射一定波长的光,在该光波长下基底基本上是透明的;优选地,其中波长为10μm或更低,更优选地,其中波长为大约1.06μm;并且是co2激光器。
28.气相沉积工艺可以是物理气相沉积工艺。装饰制品可由食品安全材料组成,优选地,其中所述材料至少在0℃和100℃之间的温度下是物理和化学稳定的。
29.装饰制品还可以包括以下中的至少一种:在蚀刻之前施加到涂层上的漆;在蚀刻之后施加到装饰表面的保护涂层,优选其中保护涂层是抗紫外线的;以及在涂上不透明涂层之前涂在基底上的底涂层。任选地,在施加底层之前,优选超声清洁基底;并且任选地,在用不透明涂层涂覆之前,清洁底涂层,优选静电清洁。
30.基底可以是透光基底,其任选地被着色。基底可以包括电绝缘材料,优选地是如聚碳酸酯的聚合物。聚合物可以被模制(可选地通过注射模制)以形成基底。
31.本发明的另一方面,提供了一种包括如本文所述的装饰制品的厨房用具,优选地,其中该厨房用具还包括外壳;更优选地,其中装饰制品的不透明涂层和厨房用具的外壳的至少外部部分由外观基本相似的材料形成;优选地,其中所述材料相同。
32.气相沉积工艺的使用可能是特别有利的,因为它允许沉积相对薄的涂层。其他可能的沉积工艺可能涉及在通过沉积工艺施加饰面之前金属化(例如使用铬)非导电基底(例如由如聚碳酸酯的透明塑料或可能的玻璃形成)。在此类其他沉积工艺中,金属化层的厚度通常可以是数微米(例如,对于0.1至0.3
µ
m的涂层,可能需要下面的6-9
µ
m铜和3-6
µ
m镍的金属化层,总厚度约为9-15
µ
m)。由此类其他沉积工艺产生的过厚的饰面可能会使激光蚀刻变得危险,因为可能需要长时间、高功率的激光来蚀刻饰面,造成反射激光损坏机器并伤害激光区域内的工人的风险。
33.此外,在其他此类其他沉积工艺中使用的材料通常可能是相对较硬的物质,这可能会增加对高能、长周期激光以蚀刻材料的需求。最后,由于被激光切割材料的热特性在确定激光蚀刻所需的长度和能量方面可能很重要,因此在此类其他沉积工艺中使用的材料可能是不合需要的,因为它们通常具有高熔点、沸点和蒸发热,这意味着蚀刻需要长时间/高能激光。光的反射可能是光学闪亮涂层激光加工中的一个特别严重的问题,因为这些自然
是可见光谱中反射性最强的,并且不会像非闪亮涂层那样散射它们反射的光。
34.可以使用掩模来覆盖旨在保持透明的基底区域,在该区域上可以施加有光泽的涂层。然而,这可能会产生不合标准的结果,当掩模从基底上移除时,可能在掩模的边缘发生涂层的碎裂/剥落。
35.此处描述的本发明可用于任何厨房用具和/或作为独立设备使用。这包括任何家用食品加工和/或制备机器,包括顶部驱动机器(例如立式搅拌机)和底部驱动机器(例如食品加工机)。它可以在加热和/或冷却的机器中实施。本发明还可以在手持式(例如,手持式搅拌机)和台式(例如,搅拌机)机器中实施。它可用于内置于工作台或工作台表面的机器中,或用于独立设备中。本发明也可以作为独立设备提供,无论是电机驱动的还是手动的。
36.虽然本发明已在家用食品加工和制备机器领域进行了描述,但它也可以在任何需要高效、有效和方便的材料制备和/或加工的应用领域中实施,无论是工业规模还是/或少量。使用领域包括制备和/或加工:化学品;药品;油漆;建筑材料;服装材料;农业和/或兽医饲料和/或护理,包括肥料、谷物和其他农业和/或兽医产品;油;燃料;染料;化妆品;塑料;焦油;饰面;蜡;清漆;饮料;医学和/或生物研究材料;焊料;合金;污水;和/或其他物质。此处对“食品”、“饮料”(或类似语言)的任何提及都可以由此类工作介质代替。
37.如本文所用,术语“加工”优选地意味着涉及或有助于将产品转化为食品,或将食品转化为不同形式的食品的任何动作,包括——作为示例——应用机械功(例如,用于切割、敲打、混合、搅拌、切丁、螺旋切丝、研磨、挤压、成型、揉捏等)并加热或冷却。如本文所用,“食品”和“食物”可包括饮料和冷冻材料以及用于制造它们的材料(例如,咖啡豆)。
38.如本文所用,术语“装饰性”应优选理解为指不仅仅是功能性的制品(即,该制品是基于至少一些美学考虑而设计的);优选地,其中该制品是反射光的或有光泽的;更优选地,其中制品包括反射光的或发光的部分和透光的部分或图案。
39.如本文所用,术语“气相沉积”优选地意味着将汽化材料沉积在表面上的制造过程;优选地,其中所述汽化材料通过真空环境输送到表面;还优选地,其中该方法不涉及将电流直接施加到表面。如本文所用,术语“气相沉积”应理解为涵盖术语“真空沉积”的含义(即术语“真空沉积”应理解为指使用真空器的“气相沉积”形式)。
40.如本文所用,术语“透光”包括“透明”或“半透明”。应当理解,本文中称为“透明”的任何组件也可以是“半透明”,反之亦然。
41.如本文所用,术语“有光泽的”优选地可与术语“反射的”互换。
42.如本文所用,术语“控制旋钮”优选地意味着从设备突出的大体圆柱形元件,其可由用户旋转或以其他方式致动以调节或控制设备。旋钮也可称为按钮、控制器、开关或拨盘。
43.如本文所用,术语“蚀刻”优选地意味着去除制品上材料的表面层,例如通过溶解该层;更优选地,去除材料层的至少一部分(其中该层由单一材料组成)。
44.如本文中关于物体所使用的,术语“不透明”优选地意味着足够不透明以致不能用肉眼看穿的物体;更优选地是足够不透明的物体,使得用肉眼无法看到物体后面的光线透过物体。
45.如本文中关于物体所使用的,术语“透明”优选地意味着足够透明以致可以用肉眼看穿的物体;更优选地是足够透明的物体,使得可以用肉眼看到物体后面的光透过物体。
46.如本文中关于物体使用的,术语“半透明”优选地意味着足够半透明的物体,使得它可以至少部分地被肉眼看穿;更优选地是足够半透明的物体,使得可以用肉眼看到物体后面的光至少部分地透过物体。
47.如本文所用,术语“表面”优选地意味着制品的壁的至少一部分,任选地其中所述壁是诸如厨房用具的设备的一部分外壳,更优选地其中该表面通常是平面的。
48.如本文所用,术语“装饰制品”优选意味着包括装饰表面的制品,优选是三维制品,更优选由一个(单独的)表面形成或包括多于一个(单独的)表面形成的制品。术语“装饰制品”和“装饰表面”也可以同义使用。
49.也可以提供如本文所述的任何装置特征作为方法特征,反之亦然。如这里所使用的,手段加功能特征可以根据它们的相应结构来替代地表达。
50.本发明一方面的任何特征可以以任何适当的组合应用于本发明的其他方面。特别地,方法方面可以应用于设备方面,反之亦然。此外,一方面中的任何、一些和/或所有特征可以以任何适当的组合应用于任何其他方面中的任何、一些和/或所有特征。还应当理解,可以独立地实施和/或提供和/或使用在本发明的任何方面中描述和定义的各种特征的特定组合。
51.本发明扩展到基本上如本文所述和/或如参考附图所示的方法、系统和设备。
附图说明
52.现在将仅通过示例并参考具有相同附图标记的附图来描述一个或多个方面,其中:图1是现有技术旋钮的分解透视图;图2是根据本发明实施例的制造方法的流程图;图3的(a)是根据本发明实施例的旋钮的平面示意图;图3的(b)是(a)中的旋钮的示意性侧视图;图3的(c)是(a)中的旋钮的示意性透视图;和,图4是包括图3的(a)的旋钮的食品加工用具的示意性前视图。
具体实施方式
53.图2显示了包括装饰表面的单件式控制旋钮的制造方法流程图(整体标记为100)。该方法包括通过气相沉积工艺涂覆基底,以及蚀刻涂层以有选择地暴露基底。
54.更详细地,首先在成型步骤110中使用透明或半透明材料获得基底。成型步骤110可以是例如注射模制成型步骤。然后在超声波清洗步骤120中对基底进行超声波清洗以去除污垢。然后施加基础涂层130以增强其他涂层的附着力。
55.在步骤110中使用的这种透明材料可以是诸如聚碳酸酯之类的塑料材料,因为它易于模制并且食品安全,所以是可取的。或者,该材料可以是诸如玻璃的材料或与涂层相比的另一种相对透明、透光的材料,并且步骤110可以包括除模制成型之外的另一种获得基底的方式(例如,铸造、塑造、机加工或雕刻)。
56.然后在步骤140执行可选的进一步清洁步骤,其包括执行静电清洁以去除微尺度杂质例如灰尘。
57.然后使用pvd(物理气相沉积)工艺150在外表面上镀覆(即涂覆)基底以施加薄膜金属涂层。由于基底是非导电的,因此该工艺可称为非导电真空金属化(ncvm)步骤。为了保护在pvd工艺150中施加的涂层,在步骤160施加中间阶段的漆。
58.pvd工艺150可能是有利的,因为与通过在非导电基底上电沉积实现的相比,所得的闪亮饰面层可以非常薄,因为不需要首先施加导电层。pvd 150还可以产生比通过喷涂或刷涂获得的涂层更薄、更均匀一致的涂层。可以使用其他形式的气相沉积,例如化学气相沉积(cvd);然而,pvd是优选的,因为它避免了例如在涂层形成过程中发生化学反应的需要,这意味着可以实现元素(例如,单一元素的)涂层。元素涂层是可取的,因为它们通常更具有化学稳定性。与cvd工艺所需的温度相比,较低的基底温度也可以有利地用于pvd工艺。
59.由于使用pvd工艺150获得的涂层相对较薄(小于1μm,优选小于0.5μm,更优选为0.3-5μm),因此可以通过激光器安全地蚀刻。铝涂层可用作此步骤中的涂层,因为它确保获得光亮的饰面,并进一步实现激光发射,因为与传统涂层相比,它是一种更柔软的物质。涂层优选具有小于约600mpa的维氏硬度,并且更优选仍然在160-350mpa维氏硬度范围内。铝的密度也比传统涂层低得多,因此更容易发出激光。与使用具有这种热特性的涂层物质的常规涂层相比,铝还具有较低的熔点、沸点和汽化热,因此可能是有利的。
60.为确保pvd工艺150中使用的涂层具有足够的光泽,涂层材料应具有80%或更高,更优选90%或更高的可见光谱(例如,波长为范围300-700nm)。更优选地,至少80%的可见光谱范围内所有波长的光被反射。铝是具有这种特性的合适材料的一个例子。为了确保镜面般的饰面,至少大部分反射应该是所谓的镜面反射(即,沿适当反射角度的“镜面”反射,而不是在许多不同角度的漫射)。
61.虽然这里在pvd工艺150中使用铝涂层,但也可以使用具有类似最大厚度和/或硬度和/或密度的另一涂层,使得它可以容易地被激光切割。虽然需要有光泽的涂层,但也可以根据情况使用另一种不可见光的涂层,尽管在厨房用具中特别需要有光泽的涂层,因为可以很容易地检测到它们上的污垢。
62.需要在透明基底的外部表面上进行涂层(即,在基底是类似于图3b的旋钮的凹面元件,在与基底弯曲方向相反的表面上),因为该表面在使用过程中面向用户。然而,涂层可以替代地施加在内表面上(即,对于凹形元件,例如旋钮的弯曲前表面,元件向其弯曲的表面)。然而,在内表面上涂层不太理想,因为用户只能通过透明基底看到有光泽的饰面,这降低了使污垢易于识别的效果。或者,可以涂覆基底的整个表面,在这种情况下,需要在不止一侧蚀刻涂层以允许光线透过它。
63.为了在装饰表面上产生一个透光部分以便光线透过(即控制旋钮上的清晰环形“光环”),在激光步骤170中在要照射的区域(即透光部分)通过激光选择性蚀刻掉镀层。在激光蚀刻步骤170中使用的激光器优选地是具有足够功率的激光器,以在峰值时蒸发所使用的涂层,并且选择光束强度和持续时间以便不损坏下面的基底。例如,为了蚀刻铝涂层,可以使用峰值发射功率大于约50瓦,更优选大于约75瓦的co2激光器。激光的波长应该优选低于10μm左右,例如它可以是1.06μm,该波长特别适合蚀刻金属,因为它更容易被金属吸收。使用可见光激光器,或至少基底基本上透明的激光器,有助于防止基底吸收激光,从而防止蚀刻过程中的损坏。例如,诸如聚碳酸酯之类的聚合物基本上可透射波长为1.06μm的光。
64.虽然激光提供了一种特别有利的蚀刻方法,因为它是非接触式的、便宜的、易于自动化且不涉及对环境有害的物质,但可以理解的是,可以替代的使用其他蚀刻方法,例如物理刮擦或化学蚀刻。
65.最后,在uv涂覆步骤180中对基底的外表面进行uv涂覆以增加饰面的耐用性并减少电镀和蚀刻区域之间的任何过渡。uv涂层180保护基底和涂层免于被uv光降解并且还形成有助于防止例如刮擦的最终保护漆。
66.底涂层130、漆160和/或uv涂层180优选对包括激光的可见光透明(或至少基本上不吸收激光)。由于烹饪用具中的食品加工,特别是那些带有加热元件的食品加工,涉及加热物质,因此在工艺100中使用的涂层和基底应该优选地在至少0-100℃的范围内是物理稳定的(即,不会熔化或容易变形)。它们还应该优选在0-100度范围内化学稳定,并且在该温度范围内不相互反应或发生化学分解。使用的材料最好也应该是食品安全的,例如,不包括bpa或其他潜在有毒的材料。
67.工艺100通常可以在工厂设置中实施,其中在移动经过多个站的传送线上处理基底。所有或部分所述步骤可以是自动化的——例如,可以在将基底放置在传送线上之前进行基底的自动注射成型,物理气相沉积150可以通过专门配置的腔室自动进行,并且激光蚀刻步骤170可以由适当编程的激光设备执行,例如包括激光器的机械臂。其他清洁和涂覆步骤可以通过适当配置的机械臂(或其他此类设备)来执行。
68.图3的(a)、(b)、(c)显示了旋钮200形式的示例性装饰制品,其包括通过工艺100获得的装饰表面。
69.旋钮200包括不透明的涂覆部分210,和其中暴露透明基底并且光可以从其透射的蚀刻部分220。旋钮从而包括光可以从中透射通过的图案。蚀刻部分220可以是环形或其他合适的形状,但是环形特别适用于圆形旋钮,其中用户可以使用整个圆周。
70.旋钮200内的光由led或类似光源提供,该光源由使用它的用具供电。在需要时,旋钮200的透明基底可以被着色,使得从旋钮发射的光具有与光源不同的颜色。例如,旋钮200的基底可以在一些地方被染成红色,以通过将旋钮转动到旋钮周围被染成红色的部分圆周来指示选择特定选项(例如,“脉冲设置”,其中用具300的旋转工具320仅被激活以在短持续时间内旋转)。这种着色可以由涂层提供或可以与基底一体。
71.旋钮200优选地安装在弹簧加载的托架上,使得当它克服弹簧的偏压被压下或以其他方式轴向移动时,微动开关或其他继电器被触发,将信号发送到用具300的中央处理单元,该用具300连接到中央处理单元以向它发出指令。指令可能取决于旋钮的方向。可选地,旋钮200可以轴向固定,而是仅通过旋转例如经由电位计来控制与其一起使用的用具。
72.可提供轴环230,其也涂有与涂层部分210相同的涂层,以在旋钮200未被压下时保护弹簧加载的托架和旋钮200的其他内部元件。轴环230可以固定到旋钮200以确保单件结构,或者它可以单独设置在用具300上。
73.图4示出了包括旋钮200的厨房用具(或食品加工用具)300。厨房用具300包括用户界面310、旋转工具320和附接到用具300的容器330,在该容器中,旋转工具320旋转以加工食品。可以使用用具300的用户界面310上的旋钮200来选择选项,通过简单地将旋钮200转动到相应的设置,或者通过将旋钮200转动到相应的设置并按下它来选择适当的选项。
74.根据所选择的选项,通过使旋转工具320在容器330内旋转以处理其中的食品或饮
料,和/或使加热和/或冷却元件加热和/或冷却容器330的内容物,用具300可以响应使用旋钮200选择的选项。然后可以通过用户界面310向用户显示关于选项和处理的反馈。
75.旋钮的涂层表面通常与厨房用具主体的外壳相同(至少在外观上),使得旋钮与厨房用具外壳的其余部分融为一体。
76.可选地,光源可以被配置为使得它仅通过环形透光图案的一部分发光,这允许当旋钮旋转时图案的不同着色部分被点亮(例如以指示不同选项的选择)。
77.虽然本发明已经在制造厨房用具的控制旋钮方面进行了讨论,但它可以用于生产任何种类的制品,包括所述的装饰表面,或用于在任何合适的基底上生产合适的蚀刻涂层,并且不是仅限于制造旋钮。
78.应当理解,以上仅通过示例的方式描述了本发明,在本发明的范围内可以对细节进行修改。
79.说明书中公开的每个特征以及(在适当的情况下)权利要求和附图可以独立地或以任何适当的组合提供。
80.权利要求书中出现的附图标记仅用于说明,对权利要求的范围没有限制作用。