1.本发明涉及电机壳铸造技术领域,具体为一种电机壳铸造装置及其铸造方法。
背景技术:
2.电机是指依据电磁感应定律实现电能转换或传递的一种电磁装置,电机在电路中是用字母m表示,它的主要作用是产生驱动转矩,作为用电器或各种机械的动力源,发电机在电路中用字母g表示,它的主要作用是利用机械能转化为电能,电机壳铸造过程比较繁琐,电机壳铸造过程具有一定的不稳定性,且铸造后很难有良好的致密性,影响电机壳的使用寿命。
技术实现要素:
3.针对现有技术的不足,本发明提供了一种电机壳铸造装置及其铸造方法,具备提高使用寿命的优点,解决了电机壳铸造过程比较繁琐,电机壳铸造过程具有一定的不稳定性,且铸造后很难有良好的致密性,影响电机壳的使用寿命的问题。
4.为解决上述的技术问题,本发明提供如下技术方案:一种电机壳铸造装置及其铸造方法,包括以下步骤:
5.步骤一:在模具的内部设有电机壳的成型腔;
6.步骤二:输送管连接在模具上,浇铸所用铁水通过输送管进入至模具的底模内,增加铁水的气压,使铁水按0.9~1.3米/秒速率充满整个模具成型腔;
7.步骤三:待成型腔充满完毕继续加压,在一定的压力下使电机壳凝固;
8.步骤四:冷却组件可对模具内铁水进行冷却,待到完全冷却后,顶起组件可使的模具的底模和顶模分离,将铸造好的电机壳从模具的成型腔内取出;
9.步骤五:最后去掉电机壳表面的毛刺,得到合格的电机壳。
10.进一步地,所述浇铸所用铁水为含碳量3.6~3.9%,含硅量为2.5~2.9%的球墨铸铁铁水,并添加孕育剂75si-fe,添加量为铁水重量的1.0~1.5%。
11.进一步地,所述步骤五中,将电机壳放入热处理炉中,电机壳经过高温正火、第一次回火、淬火和第二次回火处理,即可。
12.进一步地,所述高温正火温度为880~900℃,出炉空冷,第一次回火温度为600~650℃,淬火温度为850~870℃,第二次回火温度为610~630℃。
13.进一步地,所述顶起组件包括有底板,所述底板顶部的两侧均固定连接有侧板,所述模具上的底模固定连接在侧板的顶部,所述底板顶部的四角处固定连接有升降气缸,所述升降气缸的顶部固定连接有滑动板,所述滑动板顶部的四角处固定连接有顶起杆,所述顶起杆的顶部贯穿模具上的底模并与模具上的顶模接触。
14.进一步地,所述冷却组件包括有水泵和冷却水箱,所述水泵和冷却水箱的底部分别固定连接在底板顶部的一侧,所述水泵的输出端固定连通有第一水管,所述第一水管的顶部与模具内冷却腔的输入端连通,所述水泵的输入端固定连通有第二水管,所述第二水
管的一端与冷却水箱一侧的底部固定连通,所述冷却水箱另一侧的底部固定连通有第三水管,所述第三水管的顶部与模具内冷却腔的输出端连通。
15.借由上述技术方案,本发明提供了一种电机壳铸造装置及其铸造方法,至少具备以下有益效果:
16.1、该电机壳铸造装置及其铸造方法,铁水可均匀的进入至模具,压力可保证电机壳的致密性,提高电机壳生产的效率和合格率,显著降低工人劳动强度和生产成本,提高了电机壳的使用寿命。
17.2、该电机壳铸造装置及其铸造方法,通过模具对电机壳进行铸造,在电机壳成型时,水泵运行可使得冷却水箱中的冷却水在模具的冷却腔中循环,对模具内部的电机壳进行冷却,并加快电机壳的冷却速度,从而提高了电机壳的生产效率。
附图说明
18.此处所说明的附图用来提供对本发明的进一步理解,构成本技术的一部分:
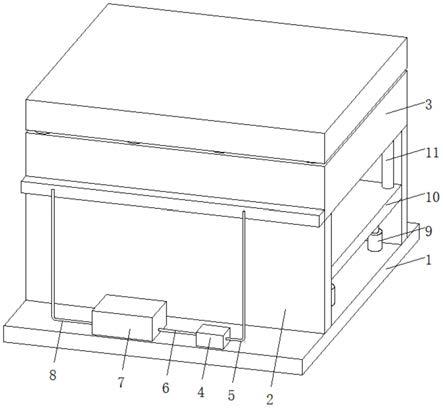
19.图1为本发明结构示意图。
20.图中:1、底板;2、侧板;3、模具;4、水泵;5、第一水管;6、第二水管;7、冷却水箱;8、第三水管;9、升降气缸;10、滑动板;11、顶起杆。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.下面将结合图1和实施例对本发明作出进一步说明,。
23.实施例一:
24.一种电机壳铸造装置及其铸造方法,包括以下步骤:
25.步骤一:在模具的内部设有电机壳的成型腔;
26.步骤二:输送管连接在模具上,浇铸所用铁水通过输送管进入至模具的底模内,浇铸所用铁水为含碳量3.6%,含硅量为2.5%的球墨铸铁铁水,并添加孕育剂75si-fe,添加量为铁水重量的1.0%,增加铁水的气压,使铁水按0.9米/秒速率充满整个模具成型腔;
27.步骤三:待成型腔充满完毕继续加压,在一定的压力下使电机壳凝固;
28.步骤四:冷却组件可对模具内铁水进行冷却,待到完全冷却后,顶起组件可使的模具的底模和顶模分离,将铸造好的电机壳从模具的成型腔内取出;
29.步骤五:将电机壳放入热处理炉中,电机壳经过高温正火、第一次回火、淬火和第二次回火处理,高温正火温度为880℃,出炉空冷,第一次回火温度为600℃,淬火温度为850℃,第二次回火温度为610℃,最后去掉电机壳表面的毛刺,得到合格的电机壳。
30.顶起组件包括有底板1,底板1顶部的两侧均固定连接有侧板2,模具3上的底模固定连接在侧板2的顶部,底板1顶部的四角处固定连接有升降气缸9,升降气缸9的顶部固定连接有滑动板10,滑动板10顶部的四角处固定连接有顶起杆11,顶起杆11的顶部贯穿模具3上的底模并与模具3上的顶模接触,冷却组件包括有水泵4和冷却水箱7,水泵4和冷却水箱7
的底部分别固定连接在底板1顶部的一侧,水泵4的输出端固定连通有第一水管5,第一水管5的顶部与模具3内冷却腔的输入端连通,水泵4的输入端固定连通有第二水管6,第二水管6的一端与冷却水箱7一侧的底部固定连通,冷却水箱7另一侧的底部固定连通有第三水管8,第三水管8的顶部与模具3内冷却腔的输出端连通。
31.实施例二:
32.一种电机壳铸造装置及其铸造方法,包括以下步骤:
33.步骤一:在模具的内部设有电机壳的成型腔;
34.步骤二:输送管连接在模具上,浇铸所用铁水通过输送管进入至模具的底模内,浇铸所用铁水为含碳量3.7%,含硅量为2.8%的球墨铸铁铁水,并添加孕育剂75si-fe,添加量为铁水重量的1.3%,增加铁水的气压,使铁水按1.1米/秒速率充满整个模具成型腔;
35.步骤三:待成型腔充满完毕继续加压,在一定的压力下使电机壳凝固;
36.步骤四:冷却组件可对模具内铁水进行冷却,待到完全冷却后,顶起组件可使的模具的底模和顶模分离,将铸造好的电机壳从模具的成型腔内取出;
37.步骤五:将电机壳放入热处理炉中,电机壳经过高温正火、第一次回火、淬火和第二次回火处理,高温正火温度为890℃,出炉空冷,第一次回火温度为630℃,淬火温度为860℃,第二次回火温度为620℃,最后去掉电机壳表面的毛刺,得到合格的电机壳。
38.顶起组件包括有底板1,底板1顶部的两侧均固定连接有侧板2,模具3上的底模固定连接在侧板2的顶部,底板1顶部的四角处固定连接有升降气缸9,升降气缸9的顶部固定连接有滑动板10,滑动板10顶部的四角处固定连接有顶起杆11,顶起杆11的顶部贯穿模具3上的底模并与模具3上的顶模接触,冷却组件包括有水泵4和冷却水箱7,水泵4和冷却水箱7的底部分别固定连接在底板1顶部的一侧,水泵4的输出端固定连通有第一水管5,第一水管5的顶部与模具3内冷却腔的输入端连通,水泵4的输入端固定连通有第二水管6,第二水管6的一端与冷却水箱7一侧的底部固定连通,冷却水箱7另一侧的底部固定连通有第三水管8,第三水管8的顶部与模具3内冷却腔的输出端连通。
39.实施例三:
40.一种电机壳铸造装置及其铸造方法,包括以下步骤:
41.步骤一:在模具的内部设有电机壳的成型腔;
42.步骤二:输送管连接在模具上,浇铸所用铁水通过输送管进入至模具的底模内,浇铸所用铁水为含碳量3.9%,含硅量为2.9%的球墨铸铁铁水,并添加孕育剂75si-fe,添加量为铁水重量的1.5%,增加铁水的气压,使铁水按1.3米/秒速率充满整个模具成型腔;
43.步骤三:待成型腔充满完毕继续加压,在一定的压力下使电机壳凝固;
44.步骤四:冷却组件可对模具内铁水进行冷却,待到完全冷却后,顶起组件可使的模具的底模和顶模分离,将铸造好的电机壳从模具的成型腔内取出;
45.步骤五:将电机壳放入热处理炉中,电机壳经过高温正火、第一次回火、淬火和第二次回火处理,高温正火温度为900℃,出炉空冷,第一次回火温度为650℃,淬火温度为870℃,第二次回火温度为630℃,最后去掉电机壳表面的毛刺,得到合格的电机壳。
46.顶起组件包括有底板1,底板1顶部的两侧均固定连接有侧板2,模具3上的底模固定连接在侧板2的顶部,底板1顶部的四角处固定连接有升降气缸9,升降气缸9的顶部固定连接有滑动板10,滑动板10顶部的四角处固定连接有顶起杆11,顶起杆11的顶部贯穿模具3
上的底模并与模具3上的顶模接触,冷却组件包括有水泵4和冷却水箱7,水泵4和冷却水箱7的底部分别固定连接在底板1顶部的一侧,水泵4的输出端固定连通有第一水管5,第一水管5的顶部与模具3内冷却腔的输入端连通,水泵4的输入端固定连通有第二水管6,第二水管6的一端与冷却水箱7一侧的底部固定连通,冷却水箱7另一侧的底部固定连通有第三水管8,第三水管8的顶部与模具3内冷却腔的输出端连通。
47.综上所述,该电机壳铸造装置及其铸造方法,铁水可均匀的进入至模具3,压力可保证电机壳的致密性,提高电机壳生产的效率和合格率,显著降低工人劳动强度和生产成本,提高了电机壳的使用寿命。
48.该电机壳铸造装置及其铸造方法,通过模具3对电机壳进行铸造,在电机壳成型时,水泵4运行可使得冷却水箱7中的冷却水在模具3的冷却腔中循环,对模具3内部的电机壳进行冷却,并加快电机壳的冷却速度,从而提高了电机壳的生产效率。
49.需要说明的是,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
50.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。