1.本技术涉及汽轮机加工设备技术领域,尤其是涉及一种汽轮机转子轴铣镗钻专用机床。
背景技术:
2.汽轮机转子轴重量大,加工行程长。例如,有些转子单根重量可达30吨,加工行程范围超过7米。
3.普通数控落地镗床受限于台面的尺寸过小且无分度装置,加工难度大。而大型数控卧车,没有专门的镗铣单元,因而无法进行加工。
4.目前的加工方案是在完成外圆和叶根槽精加工后,放入龙门铣的台面上,采用专用的夹具和手工分度工装,通过龙门铣的机床进行加工。
5.这种加工方案,加工效率较低,尤其是手工分度容易发生操作失误的情况,且长时间占用龙门铣的工位,浪费龙门铣加工能力。
技术实现要素:
6.本技术的目的在于提供一种汽轮机转子轴铣镗钻专用机床,以在一定程度上解决现有技术中存在的传统加工方案加工效率低、加工精度低且浪费龙门铣加工能力的技术问题。
7.本技术提供了一种汽轮机转子轴铣镗钻专用机床,包括第一卧床、第二卧床、加工镗铣机构、分度机构、中心架和尾架;
8.所述第一卧床设置于所述第二卧床的侧部,所述第一卧床的长度方向与所述第二卧床的长度方向平行;
9.所述分度机构、所述中心架和所述尾架同轴设置于所述第一卧床,且所述分度机构、所述中心架和所述尾架沿所述第一卧床的长度方向顺次间隔排布;
10.所述加工镗铣机构沿所述第二卧床的长度方向可移动地设置于所述第二卧床,以对所述第一卧床上的所述转子轴进行镗铣钻加工。
11.在上述技术方案中,进一步地,所述第一卧床包括第一床身和矩形导轨;
12.所述矩形导轨设置于所述第一床身并沿所述第一床身的长度方向延伸,所述中心架可移动地设置于所述矩形导轨。
13.在上述任一技术方案中,进一步地,所述分度机构包括驱动组件和用于装夹所述转子轴的装夹盘,所述驱动组件与所述装夹盘连接,并能够驱动所述装夹盘转动。
14.在上述任一技术方案中,进一步地,所述驱动组件包括两个转动驱动件、两个主动齿轮和设置有被动齿轮的主轴;
15.两个所述转动驱动件分别与两个所述主动齿轮连接,以分别驱动两个所述主动齿轮转动;
16.两个所述主动齿轮分别与所述被动齿轮相啮合,以驱动所述被动齿轮带动所述主
轴转动;
17.所述主轴的一端与所述装夹盘连接,两个所述主动齿轮分别与所述被动齿轮的啮合处关于所述主动齿轮的轴线呈轴对称。
18.在上述任一技术方案中,进一步地,所述第一转动驱动件和所述第二转动驱动件分别为伺服电机或伺服马达;
19.所述汽轮机转子轴铣镗钻专用机床还包括液压夹紧件,所述液压夹紧件与所述装夹盘连接,并能够驱动所述装夹盘对所述转子轴进行装夹。
20.在上述任一技术方案中,进一步地,所述第二卧床包括多个顺次续接的第二床身,所述第二床身的材质为球墨铸铁。
21.在上述任一技术方案中,进一步地,所述加工镗铣机构还包括固定工作台,所述固定工作台的长度方向与所述第一卧床的宽度方向一致,所述固定工作台设置于所述第一卧床的长度方向的一端。
22.在上述任一技术方案中,进一步地,所述加工镗铣机构包括第一静压导轨、第二静压导轨和加工单元;
23.所述第一静压导轨设置于所述第二卧床并沿所述第二卧床的长度方向延伸;
24.所述加工单元可移动地设置于所述第一静压导轨;
25.所述第二卧床设置有沿所述第一静压导轨延伸的传动齿条,所述加工单元的底部设置有传动齿轮,以使所述加工单元与所述第二卧床之间形成齿轮齿条传动。
26.在上述任一技术方案中,进一步地,所述加工单元包括滑板箱、立柱、箱体、滑枕、镗轴和第二静压导轨;
27.所述滑板箱通过所述传动齿轮和所述传动齿条可移动地设置于所述第一静压导轨,所述立柱立设于所述滑板箱,所述箱体通过所述第二静压导轨可升降地连接于所述立柱,所述滑枕横卧于所述箱体内;所述滑枕的面向所述第一卧床的端面设置有接口,所述滑枕的内部设置有与所述接口对应的安装空间,所述镗轴设置于所述安装空间内并能够相对所述接口伸缩;
28.所述汽轮机转子轴铣镗钻专用机床还包括万能角铣头,所述万能角铣头均通过所述接口与所述镗轴可拆卸连接;
29.所述镗轴的材质为氮化合金钢。
30.在上述任一技术方案中,进一步地,所述汽轮机转子轴铣镗钻专用机床还包括数控系统;
31.所述数控系统分别与所述分度机构和所述加工镗铣机构电连接;
32.所述第一卧床与所述第二卧床之间的地面上设置有集屑沟。
33.与现有技术相比,本技术的有益效果为:
34.本技术提供的汽轮机转子轴铣镗钻专用机床包括第一卧床、第二卧床、加工镗铣机构、分度机构、中心架和尾架。分度机构、中心架和尾架同轴设置于第一卧床,且分度机构、中心架和尾架沿第一卧床的长度方向顺次间隔排布,从而通过中心架对转子轴的中部进行支撑固定,通过尾架对转子轴的尾端进行顶紧,通过分度机构对转子轴的头端进行分度,从而对转子轴整体进行分度。
35.第一卧床设置于第二卧床的侧部,第一卧床的长度方向与第二卧床的长度方向平
行,加工镗铣机构沿第二卧床的长度方向可移动地设置于第二卧床,使得加工镗铣机构沿转子轴的整个长度方向对转子轴进行镗铣钻加工。
36.该汽轮机转子轴铣镗钻专用机床,通过分度机构、中心架和尾架对转子轴在第一卧床上进行高效且精准的分度定位,将专用的加工镗铣机构设置在第一卧床侧壁的第二卧床上,从而能够通过加工镗铣机构对分度定位后的转子轴直接进行镗铣钻加工。进而可以在进行分度定位后,无需挪动,在位完成所有镗铣钻加工,扩大转子轴在第一卧床上的加工范围,有利于提高加工精度和加工效率,此外,无需占用龙门铣工位,有利于提高龙门铣工位的有效利用率,提高经济性。
附图说明
37.为了更清楚地说明本技术具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
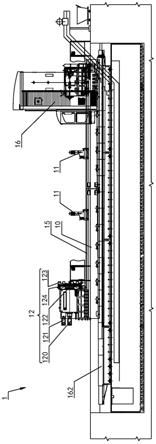
38.图1为本技术实施例提供的汽轮机转子轴铣镗钻专用机床的在第一状态下的结构示意图;
39.图2为图1的左视图;
40.图3为本技术实施例提供的汽轮机转子轴铣镗钻专用机床的在第二状态下的结构示意图。
41.附图标记:1-汽轮机转子轴铣镗钻专用机床;10-第一床身;11-中心架;12-分度机构;120-第一转动驱动件;121-第二转动驱动件;122-主轴;123-装夹盘;124-液压夹紧件;13-尾架;15-矩形导轨;16-加工镗铣机构;160-滑枕;161-立柱;162-第一静压导轨;163-镗轴;17-集屑沟;18-第二卧床。
具体实施方式
42.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
44.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
45.参见图1至图3所示,本技术的实施例提供了一种汽轮机转子轴铣镗钻专用机床1
用于对转子轴进行镗铣钻加工。
46.本实施例提供的汽轮机转子轴铣镗钻专用机床1包括第一卧床、第二卧床18、加工镗铣机构16、分度机构12、中心架11和尾架13。
47.第一卧床设置于第二卧床18的侧部,第一卧床的长度方向与第二卧床18的长度方向平行,也就是说,第一卧床与第二卧床18并排设置。
48.分度机构12、中心架11和尾架13同轴设置于第一卧床,且分度机构12、中心架11和尾架13沿第一卧床的长度方向顺次间隔排布,从而通过分度机构12、中心架11和尾架13对转子轴进行固定。
49.具体而言,通过尾架13对转子轴的一端进行顶紧,从而对转子轴进行轴向定位。
50.通过分度机构12对转子轴的另一端进行装夹,并对转子轴进行周向分度。
51.通过中心架11对转子轴的中部进行支撑,由于转子轴很重且长度甚至能够达到7米以上,因而为了进一步提高中心架11对于转子轴的支撑效果,避免转子轴的中部在加工过程中发生塌陷,可以通过多个中心架11对转子轴进行支撑,例如可以通过两个、三个或者四个中心架11对转子轴进行支撑。
52.加工镗铣机构16沿第二卧床18的长度方向可移动地设置于第二卧床18,第二卧床18的长度不小于第一卧床的长度,以对第一卧床上的转子轴进行镗铣钻加工,且加工镗铣机构16的镗铣钻加工范围遍及转子轴的整个轴向。
53.本实施例中,第一卧床与第二卧床18之间的地面上设置有集屑沟17,从而能够使镗铣钻加工过程中产生的金属屑落入集屑沟17内,进而便于工作人员对金属屑进行集中清理。
54.可选地,为了进一步提高金属屑的清理便利性,集屑沟17内可拆卸地设置有集屑箱。
55.本实施例的可选方案中,第一卧床包括第一床身10和矩形导轨15。
56.矩形导轨15设置于第一床身10并沿第一床身10的长度方向延伸,中心架11可移动地设置于矩形导轨15,以使中心架11通过矩形导轨15可移动地设置于第一床身10。
57.其中,以矩形导轨15作为中心架11承重导轨,确保中心架11能够根据转子轴的长度平稳且快速地移动至目标位置。
58.可选地,矩形导轨15经过精密磨削得到,具有极高的精度。分度机构12和中心架11以第一床身10作为承重床身,通过将第一床身10的材质设置为铸铁,能够对分度机构12和中心架11进行稳定支撑,以提高对于转子轴的分度精度和定位精度。
59.可选地,第一床身10的材质为铸铁,以提高第一床身10的强度。
60.本实施例中,第一床身10的侧部设置有肋状加强部,从而通过肋状加强部提高了对第一床身10的结构强度和承重稳定性。具体而言,第一床身10的宽度方向的两侧均设置有肋状加强部,肋状加强部包括横撑、竖撑和斜撑,竖撑支撑于第一床身10的顶部和底部之间,横撑沿第一床身10的宽度方向延伸,横撑的一端与竖撑的底端连接,横撑的另一端通过斜撑与竖撑的顶端连接。
61.可选地,第一床身10由两个第一子床身沿自身的长度方向续接形成,有利于降低成本。
62.本实施例的可选方案中,分度机构12包括驱动组件和用于装夹转子轴的装夹盘
123,驱动组件与装夹盘123连接,并能够驱动装夹盘123转动,从而无需人工调节,即可通过驱动组件驱动装夹盘123转动至目标分度位置。
63.本实施例的可选方案中,驱动组件包括第一转动驱动件120、第二转动驱动件121、两个主动齿轮和设置有被动齿轮的主轴122。
64.第一转动驱动件120和第二转动驱动件121分别与两个主动齿轮(图中未示出)连接,以分别驱动两个主动齿轮转动,两个主动齿轮分别与被动齿轮(图中未示出)啮合,以驱动被动齿轮带动主轴122转动,主轴122的一端与装夹盘123连接,从而装夹盘123随主轴122转动至目标分度位置。
65.两个主动齿轮分别与被动齿轮的啮合处关于主动齿轮的轴线呈轴对称,从而有利于消除分度间隙,提高分度精度。
66.可选地,主轴122的与装夹盘123连接的一端还设置有光栅测量系统,以对主轴122的转速和位移进行实时监测,从而实现角秒级精确分度。具体而言,光栅测量系统可以为套设于主轴122的外侧的圆光栅。
67.汽轮机转子轴铣镗钻专用机床还包括液压夹紧件124,液压夹紧件124与装夹盘123连接,并能够驱动装夹盘123对转子轴进行装夹,通过液压作为装夹盘123装夹转子轴的动力源,装夹更加可靠,不仅能够避免转子轴在被镗铣钻加工的过程中发生滑脱,而且还能够有效避免转子轴在此过程中发生振动,从而有利于提高转子轴的镗铣钻加工精度。
68.在本实施例中,为了便于对转子轴的端面进行加工,该汽轮机转子轴铣镗钻专用机床还包括固定工作台(图中未示出),固定工作台的长度方向与第一床身10的宽度方向一致,以通过固定工作台对转子轴进行支撑并使转子轴的长度方向与第一床身10的宽度方向一致,固定工作台设置于第一床身10的长度方向的一端,从而固定工作台不会对第一卧床造成遮挡。
69.具体而言,第二卧床18的长度不小于第一卧床的长度与固定工作台的宽度之和,从而能够使得加工镗铣机构16的移动行程覆盖到固定工作台,从而使得加工镗铣机构16对固定工作台上的转子轴进行端面加工成为可能。
70.本实施例的可选方案中,第二卧床18包括多个顺次续接的第二床身,第二床身的材质为球墨铸铁,由于加工镗铣机构16移动频繁且重量较重,球墨铸铁具有较优的强度、韧性和耐磨性能,所以非常适合在这种受力复杂的使用环境下对加工镗铣机构16进行稳定支撑。
71.本实施例的可选方案中,加工镗铣机构16包括第一静压导轨162、和加工单元。
72.第一静压导轨162设置于第二卧床18并沿第二卧床18的长度方向延伸,加工单元通过第一静压导轨162可移动地设置于第二卧床18,也即加工单元能够在第一静压导轨162上进行静音移动。
73.具体而言,第二卧床18设置有沿第一静压导轨162延伸的传动齿条,加工单元的底部设置有传动齿轮,以使加工单元与第二卧床18之间形成齿轮齿条传动。通过齿轮齿条传动连接,能够提高加工单元相对于第二卧床18移动的稳定性和位置调节精准度。
74.本实施例的可选方案中,加工单元包括滑板箱、箱体、立柱161、滑枕160、镗轴163和第二静压导轨。
75.箱体用于对滑枕160、镗轴163以及加工单元的其他部件进行安装和保护。
76.滑板箱通过传动齿轮和传动齿条可移动地设置于第一静压导轨162,立柱161立设于滑板箱,从而使得立柱161能够随滑板箱沿第一静压导轨162同步移动,第二静压导轨设置于立柱161并沿立柱161的高度方向延伸,箱体通过第二静压导轨可升降地连接于立柱161。
77.一方面,加工单元的滑板箱与第一静压导轨162之间处于纯液体摩擦状态,立柱161和箱体能够随滑板箱在第一静压导轨162的导向作用下沿第二卧床18的长度方向进行顺畅且稳定的移动,从而沿转子轴的轴向对转子进行多工位加工。另一方面,加工单元的箱体与第二静压导轨之间处于纯液体摩擦状态,滑枕160和镗轴163能够随箱体在第二静压导轨的导向作用下相对转子轴进行顺畅且稳定的升降,从而沿转子轴的高度方向对转子进行多工位加工。
78.其中,静压导轨的工作原理与静压轴承相同,将具有一定压力的润滑油,经节流器输入到静压导轨上的油腔,即可形成承载油膜,从而使第一静压导轨162与箱体之间以及滑枕160与第二静压导轨之间均处于纯液体摩擦状态。
79.本实施例中,滑枕160的面向第一卧床的端面设置有接口,滑枕160的内部设置有与接口对应的安装空间,镗轴163设置于安装空间内并能够相对接口伸缩,也就是说,镗轴163可以沿第二卧床18的宽度方向往复移动,从而调节镗轴163对转子轴的镗削深度。
80.汽轮机转子轴铣镗钻专用机床还包括万能角铣头(图中未示出),万能角铣头用于对转子轴进行铣削,万能角铣头通过家口与镗轴可拆卸连接,当万能角铣头通过接口与镗轴163连接,镗轴163可以带动万能角铣头旋转,从而带动万能角铣头对转子轴进行铣削。
81.万能角铣头的铣削输出轴可以在水平和垂直两个平面内回转至任意角度,从而使得铣削范围能够覆盖转子轴的全部周向,具体而言,可以对转子轴的顶部、中部和底部进行孔、槽等结构的铣削。
82.本实施例中,加工单元还包括主轴箱、平衡补偿组件和挠度补偿组件,主轴箱可移动地设置于第二静压导轨,滑枕沿第一卧床至第二卧床的垂直方向可移动地设置于主轴箱内。
83.其中,挠度补偿组件包括两根液压拉杆、电液比例阀和位置检测传感器,主轴箱内部设置有用于检测滑枕相对主轴箱伸出程度的位置检测传感器,根据位置检测传感器的测量结果调整电液比例阀的开度,从而协调由电液比例电磁阀控制供油量的两根液压拉杆对于滑枕的拉力,进而针对由于滑枕相对主轴箱伸出而产生的挠度进行补偿。
84.平衡补偿组件包括钢丝绳和测力仪,钢丝绳将主轴箱的头部吊设于立柱,测力仪用于检测主轴箱是否因重心变化产生低头,当测力仪检测到主轴箱产生低头,通过钢丝绳向上拉动主轴箱以对主轴箱产生的低头做出补偿。
85.可选地,镗轴163的材质为氮化合金钢。
86.可选地,镗轴163直径约为160mm。
87.可选地,加工镗铣机构16的其他主要大件均由铸造形成。
88.本实施例的可选方案中,汽轮机转子轴铣镗钻专用机床1还包括数控系统。
89.数控系统分别与分度机构12和加工镗铣机构16电连接。具体而言,数控系统与分度机构12的第一转动驱动件120和第二转动驱动件121电连接,此外,数控系统与加工镗铣机构16的镗轴163和万能角铣头电连接,以对转子轴的分度和加工进行精准控制和监测。
90.可选地,第一转动驱动件120和第二转动驱动件121分别为伺服电机或伺服马达,有利于对分度机构12的分度操作进行闭环控制,从而提高分度精度,确保加工可靠性和自动化程度。
91.可选地,数控系统包括用于与第一转动驱动件120和第二转动驱动件121电连接的西门子s120伺服驱动系统,以及用于与加工镗铣机构16的镗轴163电连接的西门子840d solution line数控系统。
92.可选地,为了精准监测镗轴163的工作状态,在滑枕的对应于镗轴163处设置位置测量装置,例如设置光栅,通过数控系统对光栅测量数据进行采集、监测和调整,从而实现对于镗轴163的工作状态的全闭环测量。
93.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。此外,本领域的技术人员能够理解,尽管在此所述的一些实施例包括其它实施例中所包括的某些特征而不是其它特征,但是不同实施例的特征的组合意味着处于本发明的范围之内并且形成不同的实施例。例如,所要求保护的实施例的任意之一都可以以任意的组合方式来使用。公开于该背景技术部分的信息仅仅旨在加深对本发明的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。