一种新型快速装夹夹具
[技术领域]
[0001]
本实用新型涉及工装夹具技术领域,具体地说是一种新型快速装夹夹具。
[
背景技术:
]
[0002]
随着科技发展与进步,“科技创新,自主创新”已成为目前国内工业发展的主流,我国工业正逐步向智能制造、节能减排、低碳的方向发展。为了提高各种零件加工生产的效率,在生产过程中不可避免的需要使用夹具加装夹零件。目前市场上的同类型夹具主要存在以下不足之处:
[0003]
(1)目前市场上的同类型夹具最小规格是70*70*50,浪费原材料,加工成本高;
[0004]
(2)目前市场上同类型夹具固定双向螺杆的u型件是用螺丝固定的,该种固定模式加工繁琐,导致容易出现卡死的问题;
[0005]
(3)目前市场上同款夹具主体槽位大都是t型和齿轮型,加工繁琐,容易卡死,影响了装夹效率。
[
技术实现要素:
]
[0006]
本实用新型的目的就是要解决上述的不足而提供一种新型快速装夹夹具,能够克服加工繁琐,装夹麻烦,浪费原材料以及使用寿命短等不足,且结构简单,制作容易,使用方便灵活,便于装夹与快速定位。
[0007]
为实现上述目的设计一种新型快速装夹夹具,包括固定座1、滑块2、定位轴3和双向螺杆4,所述固定座1呈长方体或正方体,所述固定座1上方设置有半圆形槽位,所述半圆形槽位沿前后方向延伸布置,所述固定座1左右两侧面中部设置有定位轴安装孔,所述定位轴3穿过固定座1左右两侧面的定位轴安装孔,所述双向螺杆4穿过固定座1前后两侧上方的半圆形槽位,所述双向螺杆4卡装于定位轴3上,所述双向螺杆4与定位轴3成十字相交,所述固定座1前后两侧均安装有滑块2,两块滑块2装设于半圆形槽位的前后两端,所述双向螺杆4通过内六角扳手5旋转后调节装夹范围。
[0008]
进一步地,所述双向螺杆4卡装在定位轴3中间位置处,且设于固定座1中心,所述双向螺杆4以固定座1作为一个着力支点,并通过内六角扳手5旋转来控制滑块2装夹工作。
[0009]
进一步地,所述定位轴3采用一根横销钉,所述定位轴3中部设置有卡槽,所述双向螺杆4通过卡槽卡装固定于定位轴3上。
[0010]
进一步地,所述固定座1上方的半圆形槽位的纵截面呈半圆形,且半圆形槽位自固定座1前端延伸至后端。
[0011]
进一步地,所述滑块2呈t字型,所述滑块2下部设置为与半圆形槽位配合连接的圆形结构,且滑块2上开设有供内六角扳手5穿过的通孔。
[0012]
本实用新型还提供了一种新型快速装夹夹具,包括固定座1、滑块2、轴承6和双向螺杆4,所述固定座1呈长方体或正方体,所述固定座1上方设置有半圆形槽位,所述半圆形槽位沿前后方向延伸布置,所述双向螺杆4穿过固定座1前后两侧上方的半圆形槽位,所述
双向螺杆4安装于轴承6上,所述轴承6与半圆形槽位配合连接,且轴承6装于半圆形槽位中部,所述固定座1前后两侧均安装有滑块2,两块滑块2装设于半圆形槽位的前后两端,所述双向螺杆4通过内六角扳手5旋转后调节装夹范围。
[0013]
进一步地,所述固定座1上方的半圆形槽位的纵截面呈半圆形,且半圆形槽位自固定座1前端延伸至后端。
[0014]
进一步地,所述滑块2呈t字型,所述滑块2下部设置为与半圆形槽位配合连接的圆形结构,且滑块2上开设有供内六角扳手5穿过的通孔。
[0015]
本实用新型同现有技术相比,具有如下优点:
[0016]
(1)本实用新型能够克服加工繁琐,装夹麻烦,浪费原材料以及使用寿命短等不足;
[0017]
(2)本实用新型便于装夹与快速定位,符合各种零件装夹加工要求,适用于各类产品零件装夹,且结构简单,制作容易,使用方便灵活;
[0018]
(3)本实用新型的滑块是独立另装的,可以根据零件的不同形状来改变滑块的形状,以达到最高使用效率,降低生产成本;
[0019]
(4)本实用新型规格50*50*30即可达到最小规格为70*70*50的同类型夹具装夹范围,明显节省了原材料,降低了成本;
[0020]
(5)本实用新型采用一根横销钉来固定主螺杆,无需螺丝,加工简易,组装方便,降低了加工成本,提高了工作效率;
[0021]
(6)本实用新型槽位是半圆型,加工简易,滑动顺畅,明显提高了装夹效率,且半圆型槽位还可以用轴承来替换定位轴,可根据零件装夹的需求随意选择两种装夹方式,一体多用,灵活方便,值得推广应用。
[附图说明]
[0022]
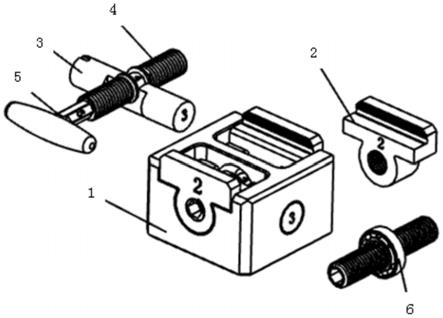
图1是本实用新型的装配结构示意图;
[0023]
图2是本实用新型的立体结构示意图;
[0024]
图3是图2的侧面结构示意图;
[0025]
图4是图2的俯视结构示意图;
[0026]
图5是图4的侧视图;
[0027]
图6是图4中b-b剖视图;
[0028]
图7是本实用新型双向螺杆与定位轴的连接示意图;
[0029]
图8是图7的侧视图;
[0030]
图9是图7中c-c剖视图;
[0031]
图中:1、固定座 2、滑块 3、定位轴 4、双向螺杆 5、内六角扳手 6、轴承。
[具体实施方式]
[0032]
下面结合附图对本实用新型作以下进一步说明:
[0033]
如附图所示,本实用新型提供了一种新型快速装夹夹具,包括固定座1、滑块2、定位轴3和双向螺杆4,固定座1呈长方体或正方体,固定座1上方设置有半圆形槽位,半圆形槽位沿前后方向延伸布置,固定座1左右两侧面中部设置有定位轴安装孔,定位轴3穿过固定
座1左右两侧面的定位轴安装孔,双向螺杆4穿过固定座1前后两侧上方的半圆形槽位,双向螺杆4卡装于定位轴3上,双向螺杆4与定位轴3成十字相交,固定座1前后两侧均安装有滑块2,两块滑块2装设于半圆形槽位的前后两端,双向螺杆4通过内六角扳手5旋转后调节装夹范围。
[0034]
其中,双向螺杆4卡装在定位轴3中间位置处,且设于固定座1中心,双向螺杆4以固定座1作为一个着力支点,并通过内六角扳手5旋转来控制滑块2装夹工作;定位轴3采用一根横销钉,定位轴3中部设置有卡槽,双向螺杆4通过卡槽卡装固定于定位轴3上。固定座1上方的半圆形槽位的纵截面呈半圆形,且半圆形槽位自固定座1前端延伸至后端。滑块2呈t字型,滑块2下部设置为与半圆形槽位配合连接的圆形结构,且滑块2上开设有供内六角扳手5穿过的通孔。
[0035]
本实用新型主要包含固定座1、滑块2、定位轴3、双向螺杆4和内六角扳手5。固定座1是长方形或正方形,上方是半圆形槽位,侧面有孔,先将定位轴3穿过固定座侧面的孔位,再把双向螺杆4穿过固定座1上方半圆形的槽位,卡在定位轴3上,与定位轴3成十字相交,然后将两块滑块2安装到半圆形槽位的两端,最后用内六角扳手旋转双向螺杆4来调节装夹范围。该装夹夹具的工作原理为:采用机械原理设计而成,双向螺杆4卡在定位轴3中间设于固定座1中心,以固定座作为双向螺丝杆4的一个着力支点,通过内六角扳手旋转双向螺丝杆来控制滑块装夹工作,工作时将本快速夹具固定在标准底座上就可以进行加工。
[0036]
本实用新型与目前市场上同款夹具相比,具有如下特征:
[0037]
(1)目前市场上同款夹具最小规格是70*70*50,而本实用新型快速夹具er50尺寸是50*50*30,两者装夹范围相同,但是本实用新型er50夹具明显节省了原材料,减少了成本。
[0038]
(2)目前市场上同款夹具固定双向螺杆的u型件是用螺丝固定的,这种固定模式加工繁琐,导致容易出现卡死的问题。而本实用新型快速夹具er50采用一根横销钉来固定主螺杆,无需螺丝,加工简易,组装方便,大大降低了加工成本,提高了工作效率。
[0039]
(3)目前市场上同款夹具主体槽位大都是t型和齿轮型,加工繁琐,容易卡死。而本实用新型er50快速夹具的主体槽位是半圆型,加工简易,滑动顺畅,明显提高了装夹效率。而且半圆型槽位还可以用轴承6来替换定位轴,也就是说工人可以根据零件装夹的需求随意选择两种装夹方式,一体多用,灵活方便。
[0040]
具体地,采用轴承6来替换定位轴时,该夹具主要包括固定座1、滑块2、轴承6和双向螺杆4,固定座1呈长方体或正方体,固定座1上方设置有半圆形槽位,半圆形槽位沿前后方向延伸布置,双向螺杆4穿过固定座1前后两侧上方的半圆形槽位,双向螺杆4安装于轴承6上,轴承6与半圆形槽位配合连接,且轴承6装于半圆形槽位中部,固定座1前后两侧均安装有滑块2,两块滑块2装设于半圆形槽位的前后两端,双向螺杆4通过内六角扳手5旋转后调节装夹范围;固定座1上方的半圆形槽位的纵截面呈半圆形,且半圆形槽位自固定座1前端延伸至后端,滑块2呈t字型,滑块2下部设置为与半圆形槽位配合连接的圆形结构,且滑块2上开设有供内六角扳手5穿过的通孔。
[0041]
本实用新型并不受上述实施方式的限制,其他的任何未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。