1.本发明涉及激光增材制造及焊接领域,具体涉及一种用于同轴送丝激光头的可调高度同轴吹气保护装置。
背景技术:
2.目前,市面上的激光头一般包括传统的普通激光头和同轴送丝激光头两种,其中,普通的激光头由于光路设计及光束性质原因,焊丝只能和激光束成一定角度,通过旁轴的方式进行送给。同轴送丝激光头可输出环形轮廓的激光束,并可在光束中心进行焊丝的同轴送给。同轴送丝激光头送丝时不会遮挡到激光光束,并且能量强度全向均匀分布,实现了激光熔丝无方向性的增材制造。
3.激光熔丝增材制造由于设备体积的限制,通常采用外置吹气管进行增材过程中的吹气保护,以防止熔道氧化以及气孔等其他缺陷的形成。通常情况下,各型号激光头均会配置有高速气刀,在激光头镜片下方形成高速气帘,吹开增材制造过程中的飞溅,从而达到保护激光头镜片的效果。气刀的存在使得激光头无法装配如公开号为cn111843196a的中国发明专利公开的一种激光焊接简易同轴吹气保护装置,使用旁轴进行吹气保护则又会损失同轴送丝激光头提供的无方向性增材制造功能。
4.公开号为cn105772942a的中国发明专利公开了一种激光焊缝同轴吹气保护装置及应用方法,该装置虽然实现了高度可调节,但因其安装方法的限制无法应用于新型的同轴送丝激光头,且其连接支架采用了类似悬臂梁的结构布置在与之连接的保护装置及焊接头的侧部,由于保护装置自身具有一定的质量,采用侧置连接支架存在不稳定性,导致保护装置易发生倾转形变,降低同轴度。当该保护装置在自身重力作用在发生一定程度的倾转形变时,会导致同轴度降低,进而导致激光束照射在该保护装置上造成损坏。
5.综上所述,现有的同轴吹气保护装置无法应用于新型的同轴送丝激光头,且其连接支架采用了悬臂梁侧置结构的连接支架存在不稳定性,导致保护装置易发生倾转形变,降低同轴度的问题。
技术实现要素:
6.本发明的目的是为了解决现有的同轴吹气保护装置无法应用于新型的同轴送丝激光头,且其连接支架采用了悬臂梁侧置结构的连接支架存在不稳定性,导致保护装置易发生倾转形变,降低同轴度的问题,进而提供一种用于同轴送丝激光头的可调高度同轴吹气保护装置。
7.本发明的技术方案是:
8.一种用于同轴送丝激光头的可调高度同轴吹气保护装置,它包括吹气保护装置主体、多个夹块1和多个连接支架2,多个夹块1沿圆周方向均匀安装在同轴送丝激光头8标配的圆环组件81上,吹气保护装置主体同轴设置在所述圆环组件81的正下方,吹气保护装置主体包括基座圆盘3、导流气罩4、内喷嘴5、外喷嘴6和喷嘴筛板7,所述导流气罩4、基座圆盘
3、内喷嘴5、外喷嘴6和喷嘴筛板7由上至下依次同轴固定连接,且导流气罩4、基座圆盘3、内喷嘴5和喷嘴筛板7中心均加工有过光孔,多个连接支架2沿圆周方向均匀布置在圆环组件81与吹气保护装置主体之间,且多个连接支架2与多个夹块1一一对应,连接支架2两端分别通过连接元件与夹块1和基座圆盘3固定连接,外喷嘴6外表面沿圆周方向均匀加工有若干外喷嘴进气口61,所述外喷嘴进气口61内加工有用于与气管快插接头相匹配的内螺纹,内喷嘴5靠近激光作用区域一端加工成锥形,且内喷嘴5的锥形部分延伸至外喷嘴6内部,外喷嘴6底部边缘高度低于安装后的内喷嘴5底部边缘高度,喷嘴筛板7底部上端面以喷嘴筛板过光孔为中心沿竖直方向由内向外均匀加工有若干圆形通孔。
9.进一步地,夹块1为u型结构,夹块1的u形槽底面为内凹弧面,夹块1的内凹弧面与同轴送丝激光头8标配的圆环组件81同心设置,夹块1扣设在所述圆环组件81外缘,夹块1上表面沿竖直方向加工有两个夹块上部螺纹孔11,夹块1通过球头柱塞螺丝与所述圆环组件81外缘螺旋连接。
10.进一步地,连接支架2下端沿长度方向加工有连接支架u形槽22,基座圆盘3为圆形板状结构,基座圆盘3外侧壁沿圆周方向均匀加工有两个以上基座圆盘外侧螺纹孔31,所述基座圆盘外侧螺纹孔31与连接支架u形槽22相匹配,连接支架2下端通过紧固螺丝与基座圆盘3连接。
11.进一步地,导流气罩4上部加工成带有锥面的圆台结构,所述导流气罩4远离激光作用区域的一端为圆台结构的小直径端。
12.进一步地,安装后的内喷嘴5下端面高于外喷嘴6下端面3-8mm。
13.进一步地,外喷嘴6包括由上至下依次同轴连接的上圆柱结构、中间圆台结构和下圆柱结构,上圆柱、中间圆台和下圆柱均为中空且两端无底结构,下圆柱结构内孔下端加工有外喷嘴下部内螺纹63,喷嘴筛板7为圆形板状结构,喷嘴筛板7上端面加工有同轴设置的环形凸起,所述环形凸起内孔加工有与外喷嘴下部内螺纹63相匹配的喷嘴筛板外螺纹71,喷嘴筛板7上端通过螺纹配合安装在外喷嘴6下部。
14.进一步地,喷嘴筛板7底部上端面的圆形通孔直径为d,d=1-2mm,所述圆形通孔中心距离为1.5d-3d。
15.进一步地,喷嘴筛板7底部上端面以喷嘴筛板过光孔为中心由内向外加工成斜面均匀变厚度结构,喷嘴筛板过光孔边缘厚度为0.5-1.5mm,所述斜面均匀变厚度结构由喷嘴筛板过光孔边缘向外以0.5
°‑3°
递增。
16.进一步地,导流气罩4、基座圆盘3、内喷嘴5、外喷嘴6、夹块1和连接支架2均采用铝合金材料制造而成。
17.进一步地,喷嘴筛板7采用紫铜材料制造而成。
18.本发明与现有技术相比具有以下效果:
19.1、本发明所述的一种用于同轴送丝激光头的可调高度同轴吹气保护装置,采用夹块1和连接支架2将同轴吹气保护装置主体安装在送丝激光头8标配的圆环组件81上,连接支架2成周向均匀分布,结构稳定,而且夹块1与连接支架2数量不少于3个,以实现最佳的稳定性。夹块1带有内凹的弧度,与圆环组件81同心,以方便夹块1的位置调整。本发明可实现加工过程的同轴吹气保护,进行全方向的增材制造,并且在增材制造过程中仍可使用原装高速气刀9吹开飞溅,保护镜片。
20.2、本发明所述的一种用于同轴送丝激光头的可调高度同轴吹气保护装置,连接支架2下端通过锁紧螺丝与基座圆盘3外围的基座圆盘外侧螺纹孔31进行紧固安装,并可在连接支架u形槽22尺寸范围内进行安装高度调节。连接支架2设计有高度可调节功能,方便调节吹气口距离激光作用区域的高度,实现最优的保护效果。
21.3、本发明所述的一种用于同轴送丝激光头的可调高度同轴吹气保护装置,导流气罩4上部加工成带有锥面的圆台结构,用于引导高速气刀9吹出的高速气流绕过导流气罩过光孔,避免了高速气刀9吹出的高速空气混入保护气中影响保护效果。
附图说明
22.图1是本发明可调高度同轴吹气保护装置的斜俯视装配示意图;
23.图2是本发明可调高度同轴吹气保护装置的斜仰视装配示意图;
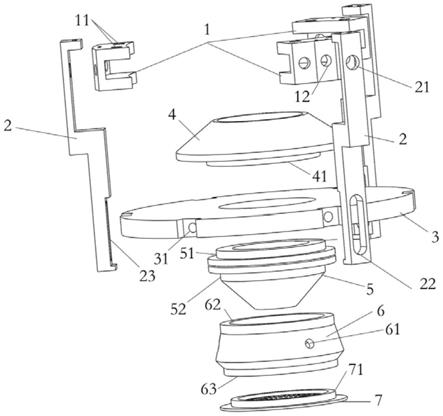
24.图3是本发明可调高度同轴吹气保护装置的爆炸示意图;
25.图4是本发明可调高度同轴吹气保护装置的仰视装配示意图;
26.图5是图4在a-a处的剖视图;
27.图6是本发明可调高度同轴吹气保护装置的应用示意图。
28.图中:1-夹块;11-夹块上部螺纹孔;12夹块侧面螺纹孔;2-连接支架;21连接支架圆形通孔;22-连接支架u形槽;23-连接支架底部凹台;3-基座圆盘;31-基座圆盘外侧螺纹孔;4导流气罩;41-导流气罩外螺纹;5-内喷嘴;51-内喷嘴上部外螺纹;52-内喷嘴下部外螺纹;6-外喷嘴;61-外喷嘴进气口;62-外喷嘴上部内螺纹;63-外喷嘴下部内螺纹;7-喷嘴筛板;71-喷嘴筛板外螺纹。
具体实施方式
29.为了便于理解本发明,下面将参照相关附图,以preciteccoaxprinter激光头8为应用对象对本发明进行更全面的描述。
30.除非另有定义,本文所使用的所有技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
31.具体实施方式一:结合图1至图6说明本实施方式,本实施方式的一种用于同轴送丝激光头的可调高度同轴吹气保护装置,它包括吹气保护装置主体、多个夹块1和多个连接支架2,多个夹块1沿圆周方向均匀安装在同轴送丝激光头8标配的圆环组件81上,吹气保护装置主体同轴设置在所述圆环组件81的正下方,吹气保护装置主体包括基座圆盘3、导流气罩4、内喷嘴5、外喷嘴6和喷嘴筛板7,所述导流气罩4、基座圆盘3、内喷嘴5、外喷嘴6和喷嘴筛板7由上至下依次同轴固定连接,且导流气罩4、基座圆盘3、内喷嘴5和喷嘴筛板7中心均加工有过光孔,多个连接支架2沿圆周方向均匀布置在圆环组件81与吹气保护装置主体之间,且多个连接支架2与多个夹块1一一对应,连接支架2两端分别通过连接元件与夹块1和基座圆盘3固定连接,外喷嘴6外表面沿圆周方向均匀加工有若干外喷嘴进气口61,所述外喷嘴进气口61内加工有用于与气管快插接头相匹配的内螺纹,内喷嘴5靠近激光作用区域一端加工成锥形,且内喷嘴5的锥形部分延伸至外喷嘴6内部,外喷嘴6底部边缘高度低于安装后的内喷嘴5底部边缘高度,喷嘴筛板7底部上端面以喷嘴筛板过光孔为中心沿竖直方向
由内向外均匀加工有若干圆形通孔。
32.本实施方式的外喷嘴6外表面均匀分布有若干外喷嘴进气口61,外喷嘴进气口61加工螺纹,用以安装气管快插接头,接通外部保护气管提供保护气体。
33.本实施方式的导流气罩4中心加工有导流气罩过光孔、基座圆盘3中心加工有基座圆盘过光孔、内喷嘴5中心加工有内喷嘴过光孔和喷嘴筛板7中心加工有喷嘴筛板过光孔。
34.具体实施方式二:结合图1至图3说明本实施方式,本实施方式的夹块1为u型结构,夹块1的u形槽底面为内凹弧面,夹块1的内凹弧面与同轴送丝激光头8标配的圆环组件81同心设置,夹块1扣设在所述圆环组件81外缘,夹块1上表面沿竖直方向加工有两个夹块上部螺纹孔11,夹块1通过球头柱塞螺丝与所述圆环组件81外缘螺旋连接。如此设置,夹块1安装在送丝激光头8标配的圆环组件81外围,为其他配件提供安装位置;夹块1带有内凹的弧度,与圆环组件81同心,以方便夹块1的位置调整。其它组成和连接关系与具体实施方式一相同。
35.本实施方式的夹块1侧面加工有与连接支架2相匹配的夹块侧面螺纹孔12。
36.具体实施方式三:结合图1至图3说明本实施方式,本实施方式的连接支架2下端沿长度方向加工有连接支架u形槽22,基座圆盘3为圆形板状结构,基座圆盘3外侧壁沿圆周方向均匀加工有两个以上基座圆盘外侧螺纹孔31,所述基座圆盘外侧螺纹孔31与连接支架u形槽22相匹配,连接支架2下端通过紧固螺丝与基座圆盘3连接。如此设置,连接支架2用于将同轴吹气保护装置主体固定在激光头8上;连接支架2下端通过锁紧螺丝与基座圆盘3外围的基座圆盘外侧螺纹孔31进行紧固安装,并可在连接支架u形槽22尺寸范围内进行安装高度调节。其它组成和连接关系与具体实施方式一或二相同。
37.本实施方式的基座圆盘3的基座圆盘外侧螺纹孔31、夹块1与连接支架2数量不少于3个,以实现最佳的稳定性。
38.本实施方式的连接支架2上端加工有与夹块1的夹块侧面螺纹孔12相匹配的连接支架圆形通孔21,使用锁紧螺丝与夹块1侧面的夹块侧面螺纹孔12进行配合安装。
39.本实施方式的基座圆盘3中心的基座圆盘过光孔内上端加工有与导流气罩4相匹配的基座圆盘上内螺纹,基座圆盘3中心的基座圆盘过光孔内下端加工有与内喷嘴5相匹配的基座圆盘下内螺纹。基座圆盘3作为一个基础部件用以安装其他功能组件。
40.本实施方式的连接支架2底部设计连接支架底部凹台23,基座圆盘3外围的螺丝孔设计向内凹台,凹台宽度与连接支架2宽度采用间隙配合。
41.具体实施方式四:结合图1、图3和图5说明本实施方式,本实施方式的导流气罩4上部加工成带有锥面的圆台结构,所述导流气罩4远离激光作用区域的一端为圆台结构的小直径端。如此设置,导流气罩4上部加工成带有锥面的圆台结构,用于引导高速气刀9吹出的高速气流绕过导流气罩过光孔,避免混入保护气体。其它组成和连接关系与具体实施方式一、二或三相同。
42.本实施方式的导流气罩4的圆台结构下端面加工有圆环形导流气罩凸台,所述圆环形导流气罩凸台加工有与基座圆盘3的基座圆盘上内螺纹相匹配的导流气罩外螺纹41,导流气罩4下端通过螺纹配合安装在基座圆盘3上部。
43.具体实施方式五:结合图5说明本实施方式,本实施方式的安装后的内喷嘴5下端面高于外喷嘴6下端面3-8mm。如此设置,内喷嘴5与外喷嘴6共同组成保护气喷嘴;内喷嘴5
靠近激光作用区域一端加工成锥形,安装后的内喷嘴5底部边缘高度略高于外喷嘴6底部边缘,相差3-8mm,引导气流吹向激光作用区域。其它组成和连接关系与具体实施方式一、二、三或四相同。
44.本实施方式的内喷嘴5下部加工成带有锥面的圆台结构,所述内喷嘴5靠近激光作用区域的一端为圆台结构的小直径端。内喷嘴5的圆台结构上端面加工有圆环形内喷嘴凸台,所述圆环形内喷嘴凸台外表面中部沿径向向外延伸有环形中间凸起,所述圆环形内喷嘴凸台上端加工有与基座圆盘3的基座圆盘下内螺纹相匹配的内喷嘴上部外螺纹51,内喷嘴5上端通过螺纹配合安装在基座圆盘3下部。所述圆环形内喷嘴凸台下端加工有与外喷嘴6相匹配的内喷嘴下部外螺纹52。
45.具体实施方式六:结合图2、图3和图5说明本实施方式,本实施方式的外喷嘴6包括由上至下依次同轴连接的上圆柱结构、中间圆台结构和下圆柱结构,上圆柱、中间圆台和下圆柱均为中空且两端无底结构,下圆柱结构内孔下端加工有外喷嘴下部内螺纹63,喷嘴筛板7为圆形板状结构,喷嘴筛板7上端面加工有同轴设置的环形凸起,所述环形凸起内孔加工有与外喷嘴下部内螺纹63相匹配的喷嘴筛板外螺纹71,喷嘴筛板7上端通过螺纹配合安装在外喷嘴6下部。如此设置,喷嘴筛板7与外喷嘴6之间采用分体组件设计,方便附着飞溅或污损时快速拆装清理及更换。其它组成和连接关系与具体实施方式一、二、三、四或五相同。
46.本实施方式的外喷嘴6的上圆柱结构内孔上端加工有与内喷嘴5的内喷嘴下部外螺纹52相匹配的外喷嘴上部内螺纹62,外喷嘴6上端通过螺纹配合安装在内喷嘴5下部。
47.具体实施方式七:结合图1说明本实施方式,本实施方式的喷嘴筛板7底部上端面的圆形通孔直径为d,d=1-2mm,所述圆形通孔中心距离为1.5d-3d。如此设置,引导气流向激光作用区域的四周聚集,用于保护加工工件,避免激光束对激光作用区域以外的区域造成伤害。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。
48.具体实施方式八:结合图2、图4和图5说明本实施方式,本实施方式的喷嘴筛板7底部上端面以喷嘴筛板过光孔为中心由内向外加工成斜面均匀变厚度结构,喷嘴筛板过光孔边缘厚度为0.5-1.5mm,所述斜面均匀变厚度结构由喷嘴筛板过光孔边缘向外以0.5
°‑3°
递增。如此设置,所述喷嘴筛板7底部加工成斜面均匀变厚度结构,喷嘴筛板过光孔边缘厚度0.5-1.5mm,向外以0.5
°‑3°
递增,使气流更均匀的穿过圆孔,并引导气流向激光作用区域聚集。其它组成和连接关系与具体实施方式一、二、三、四、五、六或七相同。
49.具体实施方式九:结合图1至图5说明本实施方式,本实施方式的导流气罩4、基座圆盘3、内喷嘴5、外喷嘴6、夹块1和连接支架2均采用铝合金材料制造而成。如此设置,采用铝合金轻质金属材料加工导流气罩4、基座圆盘3、内喷嘴5、外喷嘴6、夹块1和连接支架2,具有轻质的效果。其它组成和连接关系与具体实施方式一、二、三、四、五、六、七或八相同。
50.具体实施方式十:结合图1至图5说明本实施方式,本实施方式的喷嘴筛板7采用紫铜材料制造而成。如此设置,采用熔点较高的紫铜材料加工喷嘴筛板7,使得喷嘴筛板7具有较高熔点,防止被激光束破坏,提高喷嘴筛板7的使用寿命。其它组成和连接关系与具体实施方式的一、二、三、四、五、六、七、八或九相同。
51.工作原理
52.结合图1至图6说明本发明一种用于同轴送丝激光头的可调高度同轴吹气保护装
置的工作原理,本发明所述同轴吹气保护装置的工作过程是通过以下步骤实现的,
53.步骤一、组装吹气保护装置主体:
54.依次将导流气罩4通过导流气罩外螺纹口41配合安装在基座圆盘3上部,将内喷嘴5通过内喷嘴上部外螺纹51配合安装在基座圆盘3下部,将内喷嘴5和外喷嘴6通过内喷嘴下部外螺纹52和外喷嘴上部内螺纹62配合安装,将外喷嘴6和喷嘴筛板7通过外喷嘴下部内螺纹63和喷嘴筛板外螺纹71配合安装。如上述,基座圆盘3、导流气罩4、内喷嘴5、外喷嘴6、喷嘴筛板7依次同轴安装,组成吹气保护装置的主体部分;
55.步骤二、组装夹块1:
56.首先将多个夹块1沿圆周方向均匀安装在同轴送丝激光头8标配的圆环组件81上,在夹块上部螺纹孔11安装球头柱塞螺丝进行紧固装配;然后将夹块1和连接支架2通过夹块侧面螺纹孔12和连接支架圆形通孔21采用紧固螺丝配合连接;
57.步骤三、组装基座圆盘3:
58.将连接支架2和基座圆盘3通过连接支架u形槽22和基座圆盘外侧螺纹孔31采用紧固螺丝装配连接;
59.步骤四、采用同轴吹气保护装置进行同轴吹气保护:
60.同轴保护吹气装置安装完毕,将气管快插接头安装在外喷嘴进气口61处,接通保护气,从激光头进丝口82送给焊丝,开始输出激光,进行工作。调整基座圆盘外侧螺纹孔31装配在连接支架u形槽22处的位置实现安装高度的调整,以获得最佳的保护效果。
61.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。