1.本发明涉及双盘磨浆机安装技术领域,具体涉及双盘磨浆机保持磨片同轴度的定位机构及装配方法。
背景技术:
2.目前市场上双盘磨浆机机体与机盖通过铰链型式装配在一起,铰链座分别配焊在机盖与机体上。铰链孔与芯轴之间通过间隙配合保证铰链机构旋转顺畅。铰链机构配焊在机体和机盖上,焊接变形会导致芯轴卡住导致机盖旋转困难。
3.机盖及安装在机盖上的配件重量会导致机盖以上部铰链为中心发生偏转,导致机盖静磨片与转盘动磨片不同轴,且离铰链位置越远,机盖偏转的距离越大。磨浆过程中,一部分磨齿不参与磨浆工作,因为磨浆质量与动静磨片之间行成的齿型角有很大关系,偏转造成齿型角的改变,磨浆后纤维形态达不到预期的效果,影响成浆质量。
4.同时机盖偏转还会导致机盖与机体上的安装孔发生错位,螺栓会挤压在安装孔之间,强行拆装螺栓会导致螺栓断裂,需要借助吊装工具或千斤顶使机盖复位,完成螺栓的拆装。
技术实现要素:
5.本发明针对现有技术存在的上述不足,提出双盘磨浆机保持磨片同轴度的定位机构,本发明能够通过定位板、定位孔和轴孔基准孔确保机体与机盖的轴心一致。
6.本发明还提出了一种装配方法,通过以磨片安装面轴线为加工及装配的基准,减少基准过多造成过多的累积误差,进而比避免影响装配的精确度。
7.为了实现上述目的,本发明采用的技术方案是:
8.双盘磨浆机保持磨片同轴度的定位机构,包括定位板和定位销,所述的定位板上开设定位孔和销孔基准孔,所述的销孔基准孔内设有定位销。
9.进一步的,所述的定位机构设置在机体与机盖的连接处,所述的机体一侧设有用于抵消机盖下垂的顶丝结构。
10.进一步的,所述的顶丝结构包括顶丝板和顶丝,所述的机盖一侧设有顶丝板,所述的顶丝板上设有顶丝,所述的顶丝下端抵触在机体上。
11.进一步的,所述的机体一侧通过螺栓安装机盖铰链座,所述的机盖铰链座通过芯轴与机盖连接在一起。
12.进一步的,所述的机体与机盖上分别开设连接孔,所述的连接孔内设有螺栓,所述的连接孔与定位孔同轴心。
13.进一步的,所述的机盖与机体上均开设定位销孔,所述的销孔基准孔与定位销孔同轴心。
14.进一步的,所述的定位板截面为l型结构,其内直角处的内圈尺寸与机体或者机盖的外圈尺寸一致。
15.进一步的,所述的机体与机盖之间设有磨片和转盘,所述的磨片安装面轴线与机体、机盖的轴线一致。
16.双盘磨浆机保持磨片同轴度的装配方法,包括上述的定位机构,还包括以下步骤:
17.a.以磨片安装面轴线为基准加工机体和机盖的外圆;
18.b.通过螺栓将定位板、机盖和机体连接;
19.c.通过定位板上的销孔基准孔加工机盖和机体上的定位销孔,将定位销插入定位销孔;
20.d.将机盖与机盖铰链座、机盖铰链座与机体分别连接;
21.f.上述全部步骤完成后,转至装配车间进行双盘磨浆机的装配工序。
22.进一步的,所述的步骤d与步骤f之间设有步骤e,所述的步骤e为在机盖外圆上焊接顶丝结构。
23.本发明具有的有益效果:
24.1、本发明结构简单,通过定位板上的定位孔安装螺栓,以此限制机体与机盖的随意移动,再加上通过定位板上的销孔基准孔确定定位销孔的位置,使得定位销与机体、机盖相配合,两者相结合能够有效保证机体与机盖的同轴度,从而确保磨片的接触效果,进而保证成浆质量。
25.2、本发明将芯轴一端与机盖轴孔连接,其另一端与机盖铰链座连接,机盖铰链座与机体通过螺栓连接,这种连接方式能够避免焊接变形导致芯轴卡住而影响机盖开启的情况发生。
26.3、本发明通过顶丝结构和铰链机构,能够有效防止机盖在机体上发生偏转,从而防止螺栓卡在安装孔或者连接孔内,也防止定位销卡在销孔基准孔或者定位销孔内,确保检修时能够顺畅地将机盖打开。
27.4、本发明通过定位机构上的安装孔和轴孔基准孔,能够保证机体与机盖的同轴度,又因为本装置以磨片安装面轴线为加工及装配基准,减少基准过多造成过多的累积误差,确保磨片的同轴度,进而保证磨浆效果。
附图说明
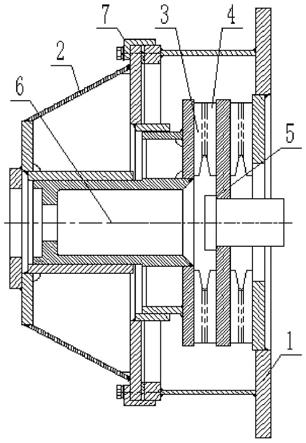
28.图1是本发明的结构示意图;
29.图2是图1的左视图。
30.附图标记说明:
31.1-机体、2-机盖、3-静磨片、4-转盘、5-动磨片、6-磨片安装面轴线、7-定位板、8-安装孔、9-连接孔、10-螺栓、11-销孔基准孔、12-定位销、13-机盖铰链座、14-芯轴、15-顶丝板、16-顶丝。
具体实施方式
32.为了更好地理解本发明,下面结合附图对本发明进行进一步的阐述。值得注意的是,在本发明的描述中,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和
操作,因此不能理解为对本发明的限制。
33.实施例1
34.如图1和图2所示,双盘磨浆机包括机体1、机盖2、磨片、转盘4和传动轴等,所述的机体1一侧通过螺栓10安装机盖铰链座13,机盖铰链座13的位置可以调整而无需配焊。机盖2上设有轴孔以供芯轴14穿过,所述的机盖铰链座13通过芯轴14与机盖2连接在一起,芯轴14与机盖铰链座13组成铰链机构,以此能够实现机盖2的开启。
35.机盖铰链座13与机体1通过螺栓10进行连接的方式,不仅结构简单,方便操作,而且还能够避免因焊接变形导致的铰链轴孔不同心,防止芯轴14卡住导致的转盘4旋转困难。
36.所述的机体1与机盖2之间设有磨片和转盘4,磨片包括静磨片3和动磨片5,所述的磨片安装面轴线6与机体1、机盖2的轴线一致。
37.机盖2和机体1采用磨片安装面轴线6为基准加工外圆至相同尺寸,且尺寸公差等级相同。以磨片安装面轴线66为加工及装配基准,减少基准过多造成过多的累积误差,有利于提高后续装配的精确度。
38.双盘磨浆机为了保持磨片的同轴度,在机盖2与机体1之间还设有定位机构,定位机构包括定位板7和定位销12。所述的定位机构设置至少三个,且定位机构均匀的分布在机盖2和机体1的外侧。
39.所述的定位板7为与机盖2外圆相匹配的弧形结构,且所述的定位板7截面为l型结构,其内直角处的内圈尺寸与机体1或者机盖2的外圈尺寸一致。
40.所述的定位板7上开设定位孔和销孔基准孔11,所述的机盖2与机体1上根据销孔基准孔11开设定位销孔,所述的销孔基准孔11与定位销孔同轴心。
41.所述的销孔基准孔11以及定位销孔内设有定位销12,定位销12安装在定位销孔内,以保证机盖2不会发生偏转,保证了磨片的同轴度。
42.所述的机盖2与机体1上的定位销孔可以根据实际需求设置一个或者多个,满足实际需求即可。而且,机盖2与机体1的定位,不仅限于使用定位销12,也可使用铰制孔螺栓10等具有相同作用的零件代替。
43.所述的机体1与机盖2上分别开设连接孔9,所述的连接孔9内设有螺栓10,所述的连接孔9与定位孔同轴心。
44.使用时,将定位板7的安装孔8与机体1、机盖2上的连接孔9对齐,使得螺栓10依次穿过安装孔8和连接孔9,从而将定位板7、机体1和机盖2连接在一起。接着通过定位板7上的销孔基准孔11加工机体1、机盖2上的定位销孔,定位销孔加工好后其内部安装定位销12。
45.定位板7与其上的螺栓10配合使用,能够在多个方向限制机体1和机盖2的移动,再配合定位销12的使用,能够始终确保机体1与机盖2的同轴度,确保使用顺畅。
46.实施例2
47.在实施例1的基础上,双盘磨浆机保持磨片同轴度的装配方法,包括上述的定位机构,还包括以下步骤:
48.a.以磨片安装面轴线6为基准加工机体1和机盖2的外圆,保证其尺寸公差等级相同。
49.b.通过螺栓10将定位板7、机盖2和机体1连接,安装时采用三个以上的定位板7,将定位板7沿机盖2外边缘均匀分布,确保定位板7内壁与机体1外圆完全贴合,此时将螺栓10
依次穿过安装孔8、连接孔9将定位板7、机盖2和机体1连接在一起。另外,再将螺栓10穿过没有定位板7配合的连接孔9上。
50.多个定位板7能够保证机盖2与机体1的位置在任意方向上都不会发生偏移,始终保持同轴度要求。
51.c.通过定位板7上的销孔基准孔11加工机盖2和机体1上的定位销孔,将定位销12插入定位销孔。定位销12安装在定位销孔内,以保证机盖2不会发生偏转,保证了磨片的同轴度。
52.d.将机盖2与机盖铰链座13、机盖铰链座13与机体1分别连接。将芯轴14分别穿过机盖2上的轴孔以及机盖铰链座13上的轴孔,调整好机盖铰链座13在机体1上的位置,使用螺栓10将机盖铰链座13和机体1连接在一起。
53.f.上述全部步骤完成后,转至装配车间进行双盘磨浆机的装配工序。
54.实施例3
55.在实施例2的基础上,所述的机体1一侧设有用于抵消机盖2下垂的顶丝16结构。顶丝16结构位于铰链机构的对侧,通过顶丝16机构的设置,方便维修时拆卸机盖2上与机体1连接的螺栓10以及定位销12。
56.所述的顶丝16结构包括顶丝板15和顶丝16,所述的机盖2一侧设有顶丝板15,所述的顶丝板15上设有顶丝16,所述的顶丝16下端抵触在机体1上,顶丝16下端抵触在机体1上,顶丝16与机体1没有连接。
57.所述的步骤d与步骤f之间设有步骤e,所述的步骤e为在机盖2外圆上焊接顶丝16结构。所述的顶丝16结构是在机盖2下垂发生时使用,用于抵消机盖2的下垂。
58.若机盖2有下垂的现象,机盖2的下垂将定位销12卡在定位销孔内,打开机盖2费时费力。此时先转动顶丝16,顶丝16沿顶丝板15向下移动,使得顶丝板15与机体1之间在竖直方向的距离增加,从而将机盖2顶起来,解除定位销12与定位销孔卡住的状态,再拆卸螺栓10和定位销12。最后将顶丝16反向移动,使得顶丝16与机体1之间设有间隙,方便打开机盖2。