1.本技术涉及焊接夹具的技术领域,尤其涉及一种焊接夹具快速切换机构。
背景技术:
2.在汽车行业,白车身总成是通过很多分总成焊接而成,分总成又是通过各种不同的零部件焊接而成。每个焊接动作的完成,都需要自适应结构的焊接夹具配合。不同车型间相同位置的相同零件在结构上存在大同小异,大致结构形状和外形尺寸基本相同,局部细节又存在不一致。
3.如果每一种车型都要开发一套完整的焊接工装,焊接夹具的制造成本在整车开发预算中的占比将会提高。花费大量的人力物力,在使用过程中也会增加调试的过程,一套完整的焊接工装体积比较大,使用过程操作不方便。
技术实现要素:
4.本技术针对现有技术存在的不足,提供一种焊接夹具快速切换机构,减少投入,降低成本;减少不同车型零件焊错,操作方便。
5.本技术解决上述技术问题的技术方案如下:
6.一种焊接夹具快速切换机构,包括支撑立柱,所述支撑立柱上固设有旋转轴,所述旋转轴上转动连接有型面定位块安装块,所述型面定位块安装块的一面安装有零件型面定位块一,另一面安装有零件型面定位块二。
7.通过采用上述技术方案,零件型面定位块一和零件型面定位块二可对不同车型的零件进行夹持,通过型面定位块安装块绕旋转轴旋转,即可使零件型面定位块一或零件型面定位块二旋转至合适的位置,实现对不同车型零件的定位和夹持,即可进行焊接工作;通过旋转型面定位块安装块,方便对焊接夹具进行切换,可减少不同车型零件焊错,操作方便,且可夹持多种车型零件,减少了投入,降低了成本。
8.进一步的,所述型面定位块安装块包括转动连接于旋转轴上的旋转块、与旋转块相连接的连接臂以及与连接臂相连接的连接块,所述零件型面定位块一和零件型面定位块二分别安装于连接块的背侧。
9.通过采用上述技术方案,旋转块绕旋转轴旋转,使得连接臂和连接块随旋转块进行旋转,同时,使得零件型面定位块一和零件型面定位块二随连接块旋转;当旋转180
°
时,可使零件型面定位块一或零件型面定位块二朝向外侧,即可对不同车型零件进行定位和夹持,并进行焊接工作。
10.进一步的,所述旋转块和连接臂的高度不同。
11.通过采用上述技术方案,当旋转块旋转180
°
时,由于旋转块和连接臂的高度不同,使得连接臂所处的高度不同,可快速判别零件型面定位块一和零件型面定位块二中的哪个朝向外侧,从而可快速对相应的车型零件进行夹持,进一步提高工作效率。
12.进一步的,所述支撑立柱上设有定位感应器一和定位感应器二,所述定位感应器
一和定位感应器二处于不同高度上,且定位感应器一和定位感应器二分别与使用零件型面定位块一和零件型面定位块二时连接臂的高度相对应。
13.通过采用上述技术方案,当需要切换车型进行焊接时,型面定位块安装块需要绕旋转轴旋转180
°
,定位感应器一和定位感应器二也需要进行切换运行,对连接臂进行位置感应,从而判别是否对零件型面定位块一和零件型面定位块二进行切换,进而保证焊接夹具的正常启动。
14.进一步的,所述型面定位块安装块与零件型面定位块一之间以及型面定位块安装块与零件型面定位块二之间均安装有调节垫圈。
15.通过采用上述技术方案,调节垫圈可调节零件型面定位块一或零件型面定位块二的安装位置,保证对车型零件定位和夹持的稳定性,进而保证焊接工作的顺利进行。
16.综上所述,与现有技术相比,上述技术方案的有益效果是:
17.(1)通过型面定位块安装块绕旋转轴旋转,即可使零件型面定位块一或零件型面定位块二旋转至合适的位置,实现对不同车型零件的定位和夹持,即可进行焊接工作;通过旋转型面定位块安装块,方便对焊接夹具进行切换,可减少不同车型零件焊错,操作方便,且可夹持多种车型零件,减少了投入,降低了成本;
18.(2)通过旋转块和连接臂的高度不同,当旋转块旋转180
°
时,可使连接臂所处的高度不同,可快速判别零件型面定位块一和零件型面定位块二中的哪个朝向外侧,从而可快速对相应的车型零件进行夹持,进一步提高工作效率;
19.(3)通过定位感应器一和定位感应器二分别与使用零件型面定位块一和零件型面定位块二时连接臂的高度相对应,当需要切换车型进行焊接时,型面定位块安装块需要绕旋转轴旋转180
°
,定位感应器一和定位感应器二也需要进行切换运行,对连接臂进行位置感应,从而判别是否对零件型面定位块一和零件型面定位块二进行切换,进而保证焊接夹具的正常启动。
附图说明
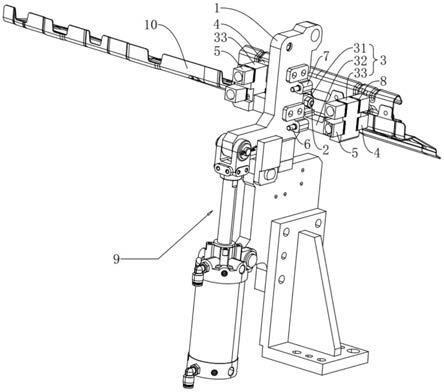
20.图1为本技术实施例中零件型面定位块一起夹持作用时的结构示意图;
21.图2为本技术实施例中零件型面定位块二起夹持作用时的结构示意图。
22.附图标记说明:1、支撑立柱;2、旋转轴;3、型面定位块安装块;31、旋转块;32、连接臂;33、连接块;4、零件型面定位块一;5、零件型面定位块二;6、定位感应器一;7、定位感应器二;8、调节垫圈;9、焊接夹具本体;10、焊接零部件一;11、焊接零部件二。
具体实施方式
23.以下结合附图1-2对本技术的原理和特征进行描述,所举实例只用于解释本技术,并非用于限定本技术的范围。
24.本技术实施例公开一种焊接夹具快速切换机构。参照图1和图2,快速切换机构包括焊接夹具本体9,焊接夹具本体9上安装有支撑立柱1,支撑立柱1的一侧固设有旋转轴2。旋转轴2上转动连接有型面定位块安装块3。型面定位块安装块3的一面安装有零件型面定位块一4,另一面安装有零件型面定位块二5,且零件型面定位块一4和零件型面定位块二5可对不同车型的零件进行夹持。
25.参照图1和图2,将型面定位块安装块3绕旋转轴2旋转,使零件型面定位块一4或零件型面定位块二5旋转至背离支撑立柱1的一侧,即可对不同车型零件进行定位和夹持,减少投入,降低成本;并且通过旋转型面定位块安装块3,方便对焊接夹具进行切换,可减少不同车型零件焊错,操作方便。
26.参照图1和图2,型面定位块安装块3包括转动连接于旋转轴2上的旋转块31、与旋转块31相连接的连接臂32以及与连接臂32相连接的连接块33。旋转块31位于连接臂32的中部,连接块33共设置有两个,且分别位于连接臂32的两端。旋转块31绕旋转轴2旋转,使得连接臂32和连接块33可随旋转块31进行旋转。
27.参照图1和图2,零件型面定位块一4和零件型面定位块二5分别安装于连接块33的背侧,使得零件型面定位块一4和零件型面定位块二5可随连接块33旋转。当旋转180
°
时,可使零件型面定位块一4或零件型面定位块二5旋转至背离支撑立柱1的一侧,即可对不同车型零件进行定位和夹持。
28.参照图1,型面定位块安装块3的连接块33与零件型面定位块一4之间以及连接块33与零件型面定位块二5之间均安装有调节垫圈8,以调节零件型面定位块一4或零件型面定位块二5的安装位置,保证对车型零件的稳定定位和夹持。
29.参照图1和图2,旋转块31和连接臂32的高度不同,当旋转块31旋转180
°
时,使得连接臂32所处的高度不同,可快速判别零件型面定位块一4和零件型面定位块二5中的哪个位于背离支撑立柱1的一侧,从而可快速对相应的车型零件进行夹持,提高工作效率。并且,当连接臂32位于靠下位置处时,零件型面定位块一4位于背离支撑立柱1的一侧,可对焊接零部件一10进行夹持;当连接臂32位于靠上位置处时,零件型面定位块二5位于背离支撑立柱1的一侧,可对焊接零部件二11进行夹持。
30.参照图1和图2,支撑立柱1上安装有定位感应器一6和定位感应器二7,定位感应器一6和定位感应器二7处于不同高度上。并且定位感应器一6位于定位感应器二7的下方,使得定位感应器一6和定位感应器二7分别与使用零件型面定位块一4和零件型面定位块二5时连接臂32的高度相对应。
31.参照图1和图2,当需要切换车型进行焊接时,型面定位块安装块3需要绕旋转轴2旋转180
°
,定位感应器一6和定位感应器二7也需要进行切换运行,对连接臂32进行位置感应,从而判别是否对零件型面定位块一4和零件型面定位块二5进行切换,进而保证焊接夹具的正常启动。
32.本技术实施例一种焊接夹具快速切换机构的实施原理为:将型面定位块安装块3绕旋转轴2旋转180
°
,当连接臂32位于靠下位置处,且与定位感应器一6处于同一高度上时,使得定位感应器一6对连接臂32进行位置感应,同时零件型面定位块一4位于背离支撑立柱1的一侧,可使用零件型面定位块一4进行夹持。继续将型面定位块安装块3绕旋转轴2旋转180
°
,当连接臂32位于靠上位置处,且与定位感应器二7处于同一高度上时,使得定位感应器二7对连接臂32进行位置感应,同时零件型面定位块二5位于背离支撑立柱1的一侧,可使用零件型面定位块二5进行夹持。
33.以上所述仅为本技术的较佳实施例,并不用以限制本技术,凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。