1.本实用新型涉及汽车零件制造领域,特别涉及在挠性飞轮圆锥面或球面上冲斜孔的模具。
背景技术:
2.挠性飞轮装配在发动机末端,为变速箱提供动力输入。这种飞轮配合自动变速箱使用,靠近曲轴端的是发动机启动齿圈,后端连接变速箱动力输入端,作为一种低刚性联轴器。该飞轮特点可以保证汽车平稳起步,将汽车发动机曲轴于变速箱变矩器柔性连接并将发动机扭矩传递至变速箱变矩器,被广泛应用于自动挡乘用车。
3.挠性飞轮与变速箱动力输入端接口一般是平面,目前市面上出现一种挠性飞轮与电机转子连接的产品,采用圆锥面或球面配合连接,圆锥面或球面上需要冲若干孔,在圆锥面或球面上冲斜孔模具往往采用斜楔机构,将冲床的垂直冲裁力转化为倾斜方向,冲几个孔,就需要有几套斜楔机构布置在模具上,随着斜孔分布直径的增大,模具往往需要很大的体积,需要较大吨位的冲床与之匹配,然而大吨位设备的能源消耗较大,生产成本也会增高,在调整冲孔位置时,需要对每个孔的冲孔位置都进行调整,调整和维护较困难,导致模具造价和维护成本高。
技术实现要素:
4.本实用新型的目的在于提供一种在圆锥面或球面上冲斜孔的模具,以解决现有技术中对具有圆锥面或者球面的工件多次冲孔时需要设置多套斜楔机构在模具上,造成体积过大,能源消耗较大并且不便调整冲孔位置的问题。
5.所述的一种在圆锥面或球面上冲斜孔的模具,包括模架以及用于固定工件的浮动定位组件,所述模架包括上机架以及与上机架滑动连接的下机架,所述上机架和所述下机架上分别设有用于冲孔的凸模和凹模,所述下机架的顶部上、下活动连接有所述浮动定位组件且所述下机架上设有使所述浮动定位组件插接固定的限位组件,所述浮动定位组件的顶部倾斜转动连接有加工工件且使加工工件的加工侧呈水平状位于所述凸模和所述凹模之间,所述浮动定位组件带动加工工件转动以对工件旋转分度冲孔。
6.优选的,所述浮动定位组件包括浮动底座、倾斜支架、轴承座以及定位分度盘,所述浮动底座借助于支撑弹簧与所述下机架活动连接,所述浮动底座的顶部固定所述倾斜支架且所述倾斜支架的顶部借助于所述轴承座转动连接有所述定位分度盘且所述下机架上设有使定位分度盘固定的所述限位组件,所述定位分度盘的顶部固定连接有所述加工工件且使所述加工工件的加工侧呈水平状位于位于所述凸模和所述凹模之间。
7.优选的,所述限位组件包括设置在所述下机架上的精定位斜铁,所述定位分度盘的底部开有与精定位斜铁对应的若干v型定位槽,所述v型定位槽的数量与加工工件的加工孔数相同,所述精定位斜铁设置有与所述v型定位槽配合的锥面,所述上机架下压时使所述精定位斜铁的锥面侧插入到所述v型定位槽内。
8.优选的,所述限位组件还包括粗定位碰珠,所述轴承座上开有插槽,所述定位分度盘的底部设有与所述插槽配合的粗定位碰珠。
9.优选的,所述上机架的底部借助于压料弹簧固定连接有压料板,所述上机架向下运动时借助所述压料板压在所述定位分度盘的表面。
10.优选的,所述上机架通过滑动导柱与所述下机架上、下滑动连接。
11.本实用新型采用具有以下优点:
12.本实用新型在下机架通过支撑弹簧连接有浮动定位组件,当上机架抬升时,支撑弹簧带动浮动定位组件上升,进而可以使定位分度盘远离精定位斜铁,此时可以自由转动定位分度盘,进而带动加工工件转动,快速调整加工工件的冲孔位置,加快生产效率,无需设置多套斜楔机构,定位分度盘固定在倾斜支架上,使加工工件的加工侧呈水平状位于所述凸模和所述凹模之间,这样凸模和凹模可以以垂直方向的力对加工工件进行冲孔,更加省力。本实用新型无需设置多套斜楔机构,可快速调整加工工件的冲孔位置,加快生产效率。
附图说明
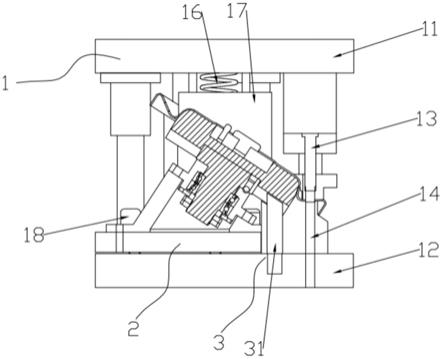
13.图1为本实用新型的结构示意图;
14.图2为图1所示结构中的浮动定位组件的结构示意图;
15.图3为图2所示结构中的定位分度盘的结构示意图;
16.图4为图2所示结构中的定位分度盘的俯视图;
17.图5为图1所示结构中的精定位斜铁的结构示意图;
18.图6为本实用新型需加工的加工工件的结构示意图。
19.附图中的标记为:
20.1、模架;11、上机架;12、下机架;13、凸模;14、凹模;15、支撑弹簧;16、压料弹簧;17、压料板;18、滑动导柱;
21.2、浮动定位组件;21、浮动底座;22、倾斜支架;23、轴承座;24、定位分度盘;25、v型定位槽;
22.3、限位组件;31、精定位斜铁;32、粗定位碰珠;
23.4、加工工件。
具体实施方式
24.下面对照附图,通过对实施例的描述,对本实用新型具体实施方式作进一步详细的说明,以帮助本领域的技术人员对本实用新型的发明构思、技术方案有更完整、准确和深入的理解。
25.如图1-6所示,本实用新型提供了一种在圆锥面或球面上冲斜孔的模具,包括模架1以及用于固定工件的浮动定位组件2,所述模架1包括上机架11以及与上机架11滑动连接的下机架12,所述上机架11和所述下机架12上分别设有用于冲孔的凸模13和凹模14,所述下机架12的顶部上、下活动连接有所述浮动定位组件2且所述下机架12上设有使所述浮动定位组件2插接固定的限位组件3,所述浮动定位组件2的顶部倾斜转动连接有加工工件4且使加工工件4的加工侧呈水平状位于所述凸模13和所述凹模14之间,所述浮动定位组件2带
动加工工件4转动以对工件旋转分度冲孔。
26.所述浮动定位组件2包括浮动底座21、倾斜支架22、轴承座23以及定位分度盘24,所述浮动底座21借助于支撑弹簧15与所述下机架12活动连接,所述浮动底座21的顶部固定所述倾斜支架22且所述倾斜支架22的顶部借助于所述轴承座23转动连接有所述定位分度盘24且所述下机架12上设有使定位分度盘24固定的所述限位组件3,所述定位分度盘24的顶部固定连接有所述加工工件4且使所述加工工件4的加工侧呈水平状位于位于所述凸模13和所述凹模14之间。
27.浮动底座21通过支撑弹簧15与下机架12活动连接,当上机架11由外界驱动装置远离下机架12时,支撑弹簧15可以带动浮动底座21上移,这样定位分度盘24就可以远离限位组件3,浮动底座21的顶部借助于倾斜支架22以及轴承座23转动连接有定位分度盘24,定位分度盘24没有限位组件3的限制,可以自由的转动,由于定位分度盘24的顶部固定连接有加工工件4,进而可以自由的带动加工工件4转动,人工或者机械调整定位分度盘24的旋转角度,进而可以改变加工工件4的冲孔角度,只需转动定位分度盘24即可改变加工工件4的冲孔角度,调整效率更高,另外由于倾斜支架22的设置,使所述加工工件4的加工侧呈水平状位于位于所述凸模13和所述凹模14之间,凸模13和凹模14可以以垂直方向的力对加工工件4进行冲孔,更加简便。
28.所述限位组件3包括设置在所述下机架12上的精定位斜铁31,所述定位分度盘24的底部开有与精定位斜铁31对应的若干v型定位槽25,所述v型定位槽25的数量与加工工件4的加工孔数相同,所述精定位斜铁31设置有与所述v型定位槽25配合的锥面,所述上机架11下压时使所述精定位斜铁31的锥面侧插入到所述v型定位槽25内。
29.当上机架11和下机架12相互远离时,在支撑弹簧15的带动下,可以使精定位斜铁31远离定位分度盘24,这样定位分度盘24转动,由于v型定位槽25的数量与加工工件4的加工孔数相同,定位分度盘24每旋转一定角度后,可以使加工工件4也旋转一定角度,改变冲孔位置,这样冲孔位置更加精确,上机架11下压时使所述精定位斜铁31的锥面侧插入到所述v型定位槽25内,实现对定位分度盘24的固定,进而凸模13和凹模14对加工工件4进行冲孔。
30.所述限位组件3还包括粗定位碰珠32,所述轴承座23上开有插槽,所述定位分度盘24的底部设有与所述插槽配合的粗定位碰珠32。
31.当安装定位分度盘24的时候,粗定位碰珠32插入到轴承座23表面的插槽内,实现定位分度盘24与轴承座23的插接固定,这样可以利用轴承座23带动定位分度盘24转动,也便于定位分度盘24与轴承座23的分离,可以更换不同尺寸的定位分度盘24,进而加工不同尺寸的加工工件4。
32.所述上机架11的底部借助于压料弹簧16固定连接有压料板17,所述上机架11向下运动时借助所述压料板17压在所述定位分度盘24的表面。所述上机架11通过滑动导柱18与所述下机架12上、下滑动连接。
33.所述上机架11向下运动时借助所述压料板17压在所述定位分度盘24的表面,压料板17的底部也呈倾斜结构,便于其压在定位分度盘24上,上机架11通过滑动导柱18与所述下机架12上、下滑动连接,使上机架11的滑动更加稳定。
34.本实用新型使用时,首先上机架远离下机架,在轴承座上安装定位分度盘,并且在
定位分度盘上固定加工工件,浮动底座21通过支撑弹簧15与下机架12活动连接,当上机架11由外界驱动装置远离下机架12时,支撑弹簧15可以带动浮动底座21上移,这样定位分度盘24就可以远离限位组件3,浮动底座21的顶部借助于倾斜支架22以及轴承座23转动连接有定位分度盘24,定位分度盘24没有限位组件3的限制,可以自由的转动,由于定位分度盘24的顶部固定连接有加工工件4,进而可以自由的带动加工工件4转动,人工或者机械调整定位分度盘24的旋转角度,进而可以改变加工工件4的冲孔角度,只需转动定位分度盘24即可改变加工工件4的冲孔角度,调整效率更高,另外由于倾斜支架22的设置,使所述加工工件4的加工侧呈水平状位于位于所述凸模13和所述凹模14之间,凸模13和凹模14可以以垂直方向的力对加工工件4进行冲孔,更加简便,定位分度盘24每旋转一定角度后,可以使加工工件4也旋转一定角度,改变冲孔位置,这样冲孔位置更加精确,上机架11下压时使所述精定位斜铁31的锥面侧插入到所述v型定位槽25内,实现对定位分度盘24的固定,进而凸模13和凹模14对加工工件4进行冲孔。
35.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的发明构思和技术方案进行的各种非实质性的改进,或未经改进将本发明构思和技术方案直接应用于其它场合的,均在本实用新型保护范围之内。