1.本实用新型属于换热设备加工领域,具体涉及一种整体式新材料螺旋管辊轧刀具。
背景技术:
2.螺旋翅片管是一种高效的换热元件,在石油、化工、制冷等领域均被广泛应用。现在的整体式螺旋翅片管是直接在金属管件表面轧制螺旋翅片,一般采用三辊旋轧技术。在制造过程中,管坯在轧刀的带动下边旋转边前进,轧刀上刀片之间的槽与芯棒组成的孔型使管坯逐渐加工成翅片管。
3.采用的轧制刀通常是采用多个可分拆的圆环形刀片套装在轧刀的刀轴上,刀片与刀片之间用定位件固定且刀片垂直于刀轴的轴心线平行排列。整体螺旋翅片管在加工过程中,管坯一方面要受轧刀的轴向力带动向前移动,一方面须受轧刀的径向挤压使管坯表面的翅片增高。
4.中国专利号201810499911.1公开了一种翅片管和翅片管的生产装置以及翅片管的生产方法,该专利公开的轧制装置包括转轴以及设置在转轴上的轧制刀具和成型刀具,轧制刀具和成型刀具均有若干组,轧制刀具从前到后直径依次变大,且由图可以直观看出各轧制刀具的刀刃均为朝向管坯进口端的单边刀刃;成型刀具的直径不变,相邻的轧制刀具之间、成型刀具之间以及轧制刀具和成型刀具之间均设置有定位套,前后分别设置有锁紧套;成型刀具包括内层、中间层和外层;内层呈中空的圆形设置,中间层朝一侧设置有凸起,中间层朝另一侧设置有凹槽;外层的两侧分别设置有左凸台和右凸台;左凸台和右凸台呈类似三角形设置,左凸台和右凸台靠近外层的一端为窄端4,左凸台和右凸台靠近中间层的一端为宽端;左凸台和右凸台以成型刀具的中心为圆心呈环形阵列分布在外层。这样的单边刀刃轧制刀具及结构复杂的成型刀具经过实际验证,其轧制效果并不好。
技术实现要素:
5.本实用新型的目的是针对上述现有技术的不足,而提供一种整体式新材料螺旋管辊轧刀具及使用该辊轧刀具的螺旋管生产装置。
6.为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种整体式新材料螺旋管辊轧刀具,包括轧制刀具和成型刀具,所述轧制刀具为至少十个,成型刀具为至少三个,且轧制刀具设置在成型刀具沿管坯轧制运动方向的前端,所述轧制刀具的直径从第一个到最后一个依次递增,各个成型刀具的直径不变;所述每个轧制刀具的刀刃为双边刀刃,所述成型刀具边缘的成型面宽度从第一个到最后一个依次递增,工作面的夹角依次递减。
7.在本实用新型另一个实施例中,所述相邻的轧制刀具之间、成型刀具之间以及轧制刀具和成型刀具之间均直接相互压紧贴设。
8.在本实用新型另一个实施例中,所述每个轧制刀具的刀刃为圆弧形,弧度范围为“顶部”“内”“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅仅是为便于描述本实用新型和简化描述,而不是指示或暗指所指的部件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本实用新型保护内容的限制。
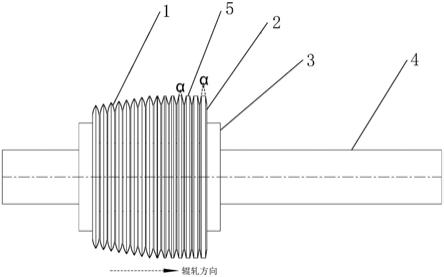
22.如图1所示为本实用新型整体式新材料螺旋管辊轧刀具的结构示意图,由图可知,该辊轧刀具包括轧制刀具1和成型刀具2,轧制刀具为至少十个,成型刀具为至少三个,且轧制刀具设置在成型刀具沿管坯轧制运动方向的前面,轧制刀具的直径从第一个到最后一个依次递增,各个成型刀具的直径不变;每个轧制刀具的刀刃为双边刀刃,成型刀具边缘的成型面5宽度从第一个到最后一个依次递增,工作面的夹角依次递减。
23.进一步地,相邻的轧制刀具之间、成型刀具之间以及轧制刀具和成型刀具之间均直接相互压紧贴设,各刀具之间不再加设定位套,保证了刀具的轧制效果。
24.另外,本实施例中每个轧制刀具和成型刀具的轴向厚度均相同,以方便加工。
25.进一步地,本实施例每个轧制刀具的刀刃为圆弧形,弧度范围为0.5~1rad,这样设置的目的是增加轧制刀具的耐磨性。
26.优选地,各个成型刀具工作面的夹角α范围为10
°
~13
°
,递减量为0.4
°
~0.6
°
。
27.优选地,轧制刀具直径的递增量为2~3mm。
28.优选地,轧制刀具和成型刀具的直径均为150~180mm。
29.优选地,本实施例轧制刀具为7~10个,成型刀具为6~9个。
30.如图2所示,本实用新型还提供了一种螺旋管生产装置,包括固定架(图中未示出)、安装在固定架上并周向均布的三组辊轧装置以及用于驱动管坯6沿轧制运动方向运动的动力驱动机构,每组辊轧装置包括刀轴4以及套设在刀轴上的辊轧刀具,辊轧刀具的前后都设置有法兰3,所使用的辊轧刀具如上所述,这里不再重复说明。
31.本实用新型的辊轧刀具及使用该辊轧刀具的螺旋管生产装置改变了现有技术中轧制刀具单边刀刃的机构,改为双边刀刃,且将刀刃设置为圆弧形,增加了刀刃的强度,减少磨损,提高至少3倍的使用寿命;另外,成型刀具的成型面设置为逐步增大的结构,从一次成型变为逐步成型,更能减少各刀具的受力,不仅解决了刀片容易损坏的问题,增加了刀片的使用寿命,同时经过实际验证,其成型效果也更好。
32.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构变换,或直接或间接运用在其他相关的技术领域,均包括在本实用新型的专利保护范围内。
技术特征:
1.一种整体式新材料螺旋管辊轧刀具,包括轧制刀具和成型刀具,其特征在于,所述轧制刀具为至少十个,成型刀具为至少三个,且轧制刀具设置在成型刀具沿管坯轧制运动方向的前端,所述轧制刀具的直径从第一个到最后一个依次递增,各个成型刀具的直径不变;所述每个轧制刀具的刀刃为双边刀刃,所述成型刀具边缘的成型面宽度从第一个到最后一个依次递增,工作面的夹角依次递减。2.根据权利要求1所述的整体式新材料螺旋管辊轧刀具,其特征在于,所述相邻的轧制刀具之间、成型刀具之间以及轧制刀具和成型刀具之间均直接相互压紧贴设。3.根据权利要求2所述的整体式新材料螺旋管辊轧刀具,其特征在于,所述每个轧制刀具的刀刃为圆弧形,弧度范围为0.5~1rad。4.根据权利要求3所述的整体式新材料螺旋管辊轧刀具,其特征在于,所述各个成型刀具工作面的夹角α的范围为10
°
~13
°
,递减量为0.4
°
~0.6
°
。5.根据权利要求4所述的整体式新材料螺旋管辊轧刀具,其特征在于,所述轧制刀具直径的递增量为2~3mm。6.根据权利要求5所述的整体式新材料螺旋管辊轧刀具,其特征在于,所述轧制刀具和成型刀具的直径均为150~180mm。7.一种螺旋管生产装置,包括固定架、安装在固定架上并周向均布的三组辊轧装置以及用于驱动管坯沿轧制运动方向运动的动力驱动机构,所述每组辊轧装置包括刀轴以及套设在刀轴上的辊轧刀具,所述辊轧刀具包括轧制刀具和成型刀具,其特征在于,所述轧制刀具为至少十个,成型刀具为至少三个,且轧制刀具设置在成型刀具沿管坯轧制运动方向的前端,所述轧制刀具的直径从第一个到最后一个依次递增,各个成型刀具的直径不变;所述每个轧制刀具的刀刃为双边刀刃,所述成型刀具边缘的成型面宽度从第一个到最后一个依次递增,工作面的夹角依次递减。8.根据权利要求7所述的螺旋管生产装置,其特征在于,所述相邻的轧制刀具之间、成型刀具之间以及轧制刀具和成型刀具之间均直接相互压紧贴设。9.根据权利要求8所述的螺旋管生产装置,其特征在于,所述每个轧制刀具的刀刃为圆弧形,弧度范围为0.5~1rad;所述各个成型刀具工作面的夹角α的范围为10
°
~13
°
,递减量为0.4
°
~0.6
°
。10.根据权利要求9所述的螺旋管生产装置,其特征在于,所述轧制刀具直径的递增量为2~3mm;所述轧制刀具和成型刀具的直径均为150~180mm。
技术总结
本实用新型公开了一种整体式新材料螺旋管辊轧刀具及螺旋管生产装置,包括轧制刀具和成型刀具,轧制刀具的直径从第一个到最后一个依次递增,各个成型刀具的直径不变;每个轧制刀具的刀刃为双边刀刃,成型刀具边缘的成型面宽度从第一个到最后一个依次递增,工作面的夹角依次递减。本实用新型的辊轧刀具改变了现有技术中轧制刀具单边刀刃的机构,改为双边刀刃,且将刀刃设置为圆弧形,增加了刀刃的强度,减少磨损,提高至少3倍的使用寿命;另外,成型刀具的成型面设置为逐步增大的结构,从一次成型变为逐步成型,更能减少各刀具的受力,不仅解决了刀片容易损坏的问题,增加了刀片的使用寿命,同时经过实际验证,其成型效果也更好。其成型效果也更好。其成型效果也更好。
技术研发人员:付军玲
受保护的技术使用者:郑州诺科精密科技有限公司
技术研发日:2021.09.22
技术公布日:2022/1/28