1.本实用新型涉及卡箍组装设备技术领域,尤其涉及一种卡箍自动组装螺栓设备。
背景技术:
2.卡箍是连接带沟槽的管件、阀门以及管路配件的一种连接装置,用在对快接头之间起紧箍连接作用,一般接头带有垫片,橡胶,硅胶和四氟,其性能良好,密封度高,安装简易。
3.消防管道沟槽接头用卡箍都是将螺栓与卡箍预组装之后交付客户使用,作为消防管道需求量极大的卡箍,卡箍与螺栓、螺母的组装需很多的人工来完成,组装螺栓效率低,耗费人力物力。
4.为此,我们提出来一种卡箍自动组装螺栓设备解决上述问题。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中卡箍组装效率低,耗费人力物力的问题,而提出的一种卡箍自动组装螺栓设备。
6.为了实现上述目的,本实用新型采用了如下技术方案:
7.一种卡箍自动组装螺栓设备,包括螺栓组装设备,所述螺栓组装设备的上方设有震动式螺栓自动分选设备,所述螺栓组装设备内设有震动式螺母自动分选设备。
8.优选地,所述螺栓组装设备包含有输送带,所述输送带的中间部分呈贯穿设置,所述输送带外固定连接有多个隔板,多个所述隔板呈阵列分布,所述输送带分为待组装区域、组装区域和组装完成区域。
9.优选地,所述震动式螺栓自动分选设备和震动式螺母自动分选设备均采用压缩空气为工作动力。
10.优选地,所述震动式螺栓自动分选设备、震动式螺母自动分选设备和螺栓组装设备均采用plc系统进行编程设计。
11.优选地,所述震动式螺栓自动分选设备通过螺栓自动锁紧套筒装置对螺栓进行安装,所述震动式螺母自动分选设备通过螺母自动锁紧套筒装置对螺母进行安装。
12.与现有技术相比,本实用新型的有益效果为:
13.通过对设备的调试、工装改进,现在自动组装螺栓设备能正常、无误的使用、卡箍量产使用均符合要求、组装效率提高35%以上,节省人工50%以上,实现了以人工智能替代人工组装螺栓的高效、节能、安全环保生产模式。
14.本实用新型对卡箍组装螺栓高效,节约人力物力。
附图说明
15.图1为本实用新型提出的一种卡箍自动组装螺栓设备的正面结构示意图;
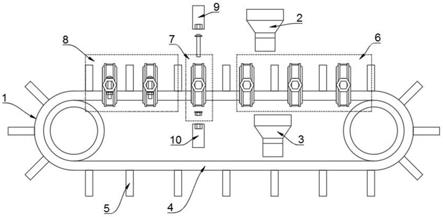
16.图2为本实用新型提出的一种卡箍自动组装螺栓设备的俯视结构示意图;
17.图3为本实用新型提出的一种卡箍自动组装螺栓设备中卡箍与螺栓的组装结构示意图。
18.图中:1螺栓组装设备、2震动式螺栓自动分选设备、3震动式螺母自动分选设备、4输送带、5隔板、6待组装区域、7组装区域、8组装完成区域、9螺栓自动锁紧套筒装置、10螺母自动锁紧套筒装置。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.参照图1-3,一种卡箍自动组装螺栓设备,包括螺栓组装设备1,螺栓组装设备1的上方设有震动式螺栓自动分选设备2,螺栓组装设备1内设有震动式螺母自动分选设备3,需要注意的是,螺栓组装设备1包含有输送带4,输送带4的中间部分呈贯穿设置,输送带4外固定连接有多个隔板5,多个隔板5呈阵列分布,输送带4分为待组装区域6、组装区域7和组装完成区域8,值得一提的是,震动式螺栓自动分选设备2和震动式螺母自动分选设备3均采用压缩空气为工作动力,需要说明的是,震动式螺栓自动分选设备2、震动式螺母自动分选设备3和螺栓组装设备1均采用plc系统进行编程设计,需要说明的是,震动式螺栓自动分选设备2通过螺栓自动锁紧套筒装置9对螺栓进行安装,震动式螺母自动分选设备3通过螺母自动锁紧套筒装置10对螺母进行安装,需要说明的是,整套设备采用在线监测,闭环控制的设计方式,在缺少螺栓、螺母或者卡箍的任意一种不符合组装条件的情况下系统都不执行自动组装。
21.本实用新型中,螺母与螺栓自动分选排列到位后,通过气缸与夹持、移动到组装区域7,卡箍摆放至待组装区域6,通过输送带4转动实现卡箍的运动至组装区域7,卡箍运行到位后,plc系统检测到卡箍后,夹持螺栓松开,通过自身重力装配至卡箍的螺栓孔内,螺栓装配到位后,通过螺母自动锁紧套筒装置携带螺母实现螺母与螺栓的相对转动,实现螺栓与螺母的自动组装。
22.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
技术特征:
1.一种卡箍自动组装螺栓设备,包括螺栓组装设备(1),其特征在于,所述螺栓组装设备(1)的上方设有震动式螺栓自动分选设备(2),所述螺栓组装设备(1)内设有震动式螺母自动分选设备(3)。2.根据权利要求1所述的一种卡箍自动组装螺栓设备,其特征在于,所述螺栓组装设备(1)包含有输送带(4),所述输送带(4)的中间部分呈贯穿设置,所述输送带(4)外固定连接有多个隔板(5),多个所述隔板(5)呈阵列分布,所述输送带(4)分为待组装区域(6)、组装区域(7)和组装完成区域(8)。3.根据权利要求1所述的一种卡箍自动组装螺栓设备,其特征在于,所述震动式螺栓自动分选设备(2)和震动式螺母自动分选设备(3)均采用压缩空气为工作动力。4.根据权利要求1所述的一种卡箍自动组装螺栓设备,其特征在于,所述震动式螺栓自动分选设备(2)、震动式螺母自动分选设备(3)和螺栓组装设备(1)均采用plc系统进行编程设计。5.根据权利要求1所述的一种卡箍自动组装螺栓设备,其特征在于,所述震动式螺栓自动分选设备(2)通过螺栓自动锁紧套筒装置(9)对螺栓进行安装,所述震动式螺母自动分选设备(3)通过螺母自动锁紧套筒装置(10)对螺母进行安装。
技术总结
本实用新型公开了一种卡箍自动组装螺栓设备,包括螺栓组装设备,所述螺栓组装设备的上方设有震动式螺栓自动分选设备,所述螺栓组装设备内设有震动式螺母自动分选设备。本实用新型对卡箍组装螺栓高效,节约人力物力。节约人力物力。节约人力物力。
技术研发人员:张训 张林 张方玉 李娟
受保护的技术使用者:山东鲁源消防科技有限公司
技术研发日:2021.09.08
技术公布日:2022/2/11