1.本申请涉及航空制造技术,具体涉及一种托板螺母制孔使用的定位工具。
背景技术:
2.在现代飞机装配行业,各结构之间需靠螺栓进行连接,但飞机中存在着大量空间狭小的区域需要进行连接,单面装紧固件的托板螺母成为了最佳选项,托板螺母通常安装在工装无法靠近的位置,通过自身的游动性来保证螺栓与螺母的顺利连接(典型托板螺母结构见图1)。托板螺母需在结构上制取三个孔进行安装,并对三个孔的相对位置要求极为严格。现场经常出现自锁螺母的三个装配相对位置不协调导致托板螺母无法安装,严重影响现场生产进度。
3.经过分析发现,传统定位器在定位制孔时,先进行一侧铆钉孔的制取然后在进行另一侧铆钉孔的制取,但是在制取另一侧铆钉孔发现由于人手工把持定位器所以不能保证第一次所制孔与定位器铆钉孔钻模的同轴度,最终所制右侧装配孔与左侧装配孔存在不协调的问题。所以为了彻底消除此类故障,保证飞机的飞行安全,寻找一种新型的托板螺母制孔定位器尤为关键。
技术实现要素:
4.为了解决工人手工把持定位器对托板螺母定位制孔存在的问题,提出一种托板螺母制孔定位器,以保证结构件上托板螺母的中心螺栓孔和两侧铆钉孔的相对位置。
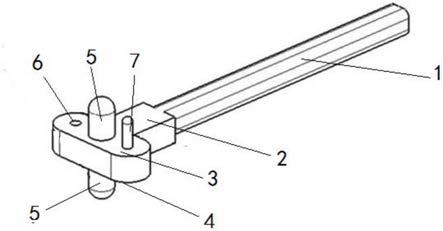
5.一种托板螺母制孔定位器,托板螺母含有中心螺栓孔和两侧的铆钉孔,其特征在于,该定位器含有手柄和定位头,所述的定位头具有平行的上表面和下表面,在定位头的上表面和下表面分别设有垂直对称的中心螺栓孔定位销,该中心螺栓孔定位销的直径与托板螺母中心的螺栓孔匹配,在定位头的上表面,中心螺栓孔定位销的一侧还设有一个铆钉孔定位销,该铆钉孔定位销的直径与托板螺母两侧的铆钉孔匹配,在中心螺栓孔定位销的另一侧设有一个铆钉孔钻模通孔,该铆钉孔钻模通孔贯穿定位头的上表面和下表面。
6.所述的定位头和手柄组成t形结构,定位头上的中心螺栓孔定位销与铆钉孔定位销的中心连线与手柄的中心线垂直。
7.所述的中心螺栓孔定位销位于定位头的中部和手柄的中心延长线上。
8.本申请的有益效果在于:定位头上具有垂直对称的中心螺栓定位销,以及翻转对称的铆钉孔定位销和铆钉孔钻模孔,实现对托板螺母左右铆钉孔互换协调定位,具有定位准确、结构简单,使用方便的优点。
9.以下结合实施例附图对本申请做进一步详细描述。
附图说明
10.图1是托板螺母制孔定位器结构示意图。
11.图2是制取托板螺母第一个铆钉孔的示意图。
12.图3是制取托板螺母第二个铆钉孔的示意图。
13.图中编号说明:1手柄、2定位头、3上表面、4下表面、5中心螺栓孔定位销、6铆钉孔定位销、7铆钉孔钻模通孔、8托板螺母本体。
具体实施方式
14.参见附图,本申请的托板螺母制孔定位器,用于对结构中的托板螺母本体制孔定位,需要在托板螺母本体8上制出中心螺栓孔和两侧的铆钉孔,必须保证中心螺栓孔和两侧的铆钉孔的相对位置关系。本申请的托板螺母定位器含有手柄1和定位头2,所述的定位头1具有平行的上表面3和下表面4,在定位头2的上表面3和下表面4分别设有一个中心螺栓孔定位销5,两侧的中心螺栓孔定位销5同轴且垂直对称,该中心螺栓孔定位销5的直径与托板螺母本体中心的螺栓孔匹配,在定位头2的上表面3,还设有一个铆钉孔定位销7,该铆钉孔定位销7的直径与托板螺母两侧的铆钉孔匹配,在定位头2上中心螺栓孔定位销5的另一侧,与铆钉孔定位销7对应的位置处,设有一个铆钉孔钻模通孔6,该铆钉孔钻模通孔6的直径与托板螺母两侧的铆钉孔匹配,通孔6将定位头2的上表面3和下表面4贯通。
15.实施中,为方便工人操作,定位头2和手柄1组成t形结构,定位头2上的中心螺栓孔定位销5与铆钉孔定位销7的中心连线与手柄1的中心线垂直。中心螺栓孔定位销5最好位于定位头2的中部以及手柄1的中心延长线上。
16.本申请充分利用托板螺母孔位的对称性,将现有的一侧铆钉孔钻模孔改装成铆钉孔定位销,本申请的托板螺母制孔定位器尺寸规格应与所制孔尺寸规格相匹配,实现左右装配孔互换与协调。
17.使用时,在飞机结构上的托板螺母本体8上首先制取中心螺栓孔。再将托板螺母制孔定位器的定位头2的下表面4与托板螺母本体8上表面相贴合,使定位头2的下表面4的中心螺栓孔定位销5插入托板螺母本体8上的中心螺栓孔内,调整定位头2位置,使定位头2上的铆钉孔钻模通孔6与托板螺母本体8的一个铆钉孔位重合,按照定位头2上表面3的铆钉孔钻模通孔6制取托板螺母本体8的一个铆钉孔,如图2所示。
18.然后将定位头2与托板螺母本体8分离后翻转,如图3所示,将定位头2上表面3与托板螺母本体8上表面贴合,使定位头2的上表面3的中心螺栓孔定位销5插入托板螺母本体8上的中心螺栓孔内,将定位头2的上表面3的铆钉孔定位销7插入托板螺母本体8已经制好的铆钉孔内,最后根据定位头2的下表面4上的铆钉孔钻模通孔6制取托板螺母本体8的另一个铆钉孔,如图3所示。
19.通过上述工作,降低了手工制孔对孔位精度的影响,切实有效地提高了托板螺母的装配质量。
技术特征:
1.一种托板螺母制孔定位器,托板螺母含有中心螺栓孔和两侧的铆钉孔,其特征在于,该定位器含有手柄和定位头,所述的定位头具有平行的上表面和下表面,在定位头的上表面和下表面分别设有垂直对称的中心螺栓孔定位销,该中心螺栓孔定位销的直径与托板螺母中心的螺栓孔匹配,在定位头的上表面,中心螺栓孔定位销的一侧还设有一个铆钉孔定位销,该铆钉孔定位销的直径与托板螺母两侧的铆钉孔匹配,在中心螺栓孔定位销的另一侧设有一个铆钉孔钻模通孔,孔的直径与托板螺母两侧的铆钉孔匹配,该铆钉孔钻模通孔贯穿定位头的上表面和下表面。2.如权利要求1所述的托板螺母制孔定位器,其特征在于,所述的定位头和手柄组成t形结构,定位头上的中心螺栓孔定位销与铆钉孔定位销的中心连线与手柄的中心线垂直。3.如权利要求1或2所述的托板螺母制孔定位器,其特征在于,所述的中心螺栓孔定位销位于定位头的中部和手柄的中心延长线上。
技术总结
一种托板螺母制孔定位器,托板螺母含有中心螺栓孔和两侧的铆钉孔,该定位器含有手柄和定位头,所述的定位头具有平行的上表面和下表面,在定位头的上表面和下表面分别设有垂直对称的中心螺栓孔定位销,该中心螺栓孔定位销的直径与托板螺母中心的螺栓孔匹配,在定位头的上表面,中心螺栓孔定位销的一侧还设有一个铆钉孔定位销,该铆钉孔定位销的直径与托板螺母两侧的铆钉孔匹配,在中心螺栓孔定位销的另一侧设有一个铆钉孔钻模通孔,该铆钉孔的直径与托板螺母两侧的铆钉孔匹配,钻模通孔贯穿定位头的上表面和下表面。头的上表面和下表面。头的上表面和下表面。
技术研发人员:张盛锐 王建旗 邢宇
受保护的技术使用者:西安飞机工业(集团)有限责任公司
技术研发日:2021.08.20
技术公布日:2022/2/11