1.本实用新型属于直升机自动倾斜器不动环的加工工装技术领域,涉及一种不动环的铣车复合一体式工装。
背景技术:
2.作为一种铝合金盘环类零件,自动倾斜器不旋转环(即不动环)是直升机旋翼系统中重要的承力和传动部件,一般与操纵杆系及防扭臂连接,它可连同旋转环一起将驾驶员周期性变距操纵及总距变距操纵传递至每片桨叶,周期性改变各片桨叶的安装角,从而操纵直升机往各方向飞行。
3.不旋转环零件加工的难点:该零件毛坯为7050预拉伸铝板,由多个支臂和内外圆组合而成,尺寸精度、表面质量和空间形位公差要求高,精加工须采用铣车复合加工工艺,常需要在多个工装上加工;且零件内孔及外圆公差与位置度要求都小于7级,内孔直径大,零件刚性不足,因此加工过程中极易发生装夹变形。
4.传统加工此类铝合金盘环零件,大多采用胀套胀紧内孔铣削各支臂外形轮廓,再拆除胀套,采用压板压紧零件表面车削内外圆,但由于该零件内孔直径超过330mm,胀套制作困难,极易发生装夹变形。如何在保证装夹稳定的同时减少装夹应力,实现铣车一次装夹加工,减少装夹次数,提升装夹效率,保证该产品的质量稳定性,是亟需解决的技术难题。
技术实现要素:
5.本实用新型的目的是:本实用新型的目的是提供一种不动环的铣车复合一体式工装。本实用新型具有降低变形、减少工装数量和提高装夹效率的特点。
6.为解决此技术问题,本实用新型的技术方案是:一种不动环的铣车复合一体式工装,包括底座,底座上安装有定位凸台,定位凸台外的底座边缘安装有用于定位不动环的定位插销;定位凸台周向上安装有可拆卸的、与不动环工艺搭台位置相对应的垫块。
7.前述的不动环的铣车复合一体式工装中,所述的定位凸台的中心设有过孔;所述的底座上还安装有立柱,立柱顶端穿过过孔与压块连接。
8.前述的不动环的铣车复合一体式工装中,所述的立柱为t型槽用螺栓,t型槽用螺栓底端与设置于底座上t型槽匹配连接,以限制t型槽用螺栓的竖向自由度。
9.前述的不动环的铣车复合一体式工装中,所述的立柱的顶端与压块的连接结构为,立柱顶端穿过压块后与带肩六角螺母连接,以限制压块的竖向自由度。
10.前述的不动环的铣车复合一体式工装中,底座上还设有与立柱平行的辅助支撑柱,辅助支撑柱顶端穿过压块,压块下方设有与辅助支撑柱顶端螺纹连接的、用于支撑压块的支撑螺母。
11.前述的不动环的铣车复合一体式工装中,所述的底座上还安装有吊耳。
12.本实用新型的技术效果是:
13.本实用新型不同于传统加工工装压紧力作用于零件本体,本实用新型工装将压紧
力作用在零件预留的工艺搭台上,可最大程度减轻压紧变形。本实用新型使用可拆卸式垫块,可满足于正反面多个铣车复合精加工工序的装夹,有效减少了工装数量。本实用新型仅需一次装夹找正工装,可完成当前工序所有铣车钻镗等复合加工内容,无需再次倒换工装或重新找正坐标系,提高了零件装夹效率。
附图说明
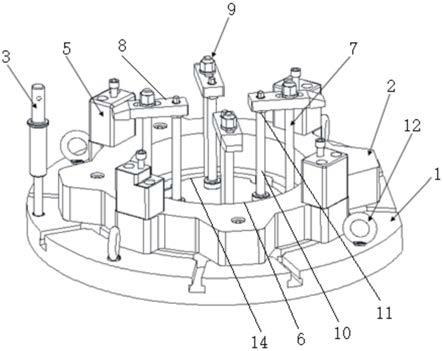
14.图1是本实用新型的结构示意图;
15.图2是实施例1工序一的装夹示意图;
16.图3是实施例1工序二的装夹示意图;
17.图4是实施例1工序三的装夹示意图。
18.附图标记:1-底座,2-定位凸台,3-定位插销,4-工艺搭台,5-垫块,6-过孔,7-立柱,8-压块,9-带肩六角螺母,10-辅助支撑柱,11-支撑螺母,12-吊耳,13-不动环,14-t型槽。
具体实施方式
19.实施例1。一种不动环的铣车复合一体式工装,构成如图1-4所示,包括底座1,底座1上安装有定位凸台2,定位凸台2外的底座1边缘安装有用于定位不动环的定位插销3;定位凸台2周向上安装有可拆卸的、与不动环工艺搭台4位置相对应的垫块5。
20.前述的定位凸台2的中心设有过孔6;所述的底座1上还安装有立柱7,立柱7顶端穿过过孔6与压块8连接。
21.前述的立柱7为t型槽用螺栓,t型槽用螺栓底端与设置于底座1上t型槽14匹配连接,以限制t型槽用螺栓的竖向自由度。
22.前述的立柱7的顶端与压块8的连接结构为,立柱7顶端穿过压块8后与带肩六角螺母9连接,以限制压块8的竖向自由度。
23.前述的底座1上还设有与立柱7平行的辅助支撑柱10,辅助支撑柱10顶端穿过压块8,压块8下方设有与辅助支撑柱10顶端螺纹连接的、用于支撑压块8的支撑螺母11。
24.前述的底座1上还安装有吊耳12。
25.使用沉头螺栓将工装固定在机床工作台上;不动环13粗加工时,预留出相应的与工装连接的四个工艺搭台4,采用定位插销3定位零件,通过内六角螺钉与零件工艺搭台4连接固定,然后进行铣车复合加工。步骤如下:
26.1.将工装找正圆心后,使用沉头螺栓通过工装上的沉头孔固定在机床工作台上;
27.2.首先进行工序一,使用沉头螺钉将四个垫块5依次固定在定位凸台2上,再采用定位插销3将不动环13粗定位,通过内六角螺钉将不动环13的工艺搭台4安装在这四个垫块5上,拉直找正零件坐标系,然后先车削不动环13端面和内孔,再铣加工支臂外形;
28.3.正面加工完成后,进行工序二。拆除垫块5,将不动环13翻面,依然采用定位插销3将零件粗定位,通过内六角螺钉将零件直接安装在定位凸台2上,拉直找正零件坐标系,车削端面和内外圆,再铣加工其他外形以及钻镗支臂精度孔;
29.4.最后,进行工序三。将四个t形槽用螺栓从定位凸台2过孔6内嵌入工装t形槽14,调节支撑螺母11使压板刚好压在零件表面,找正坐标系后拧紧带肩六角螺母9压紧固定不
动环13,铣除工艺搭台4,至此加工内容全部完成。
技术特征:
1.一种不动环的铣车复合一体式工装,其特征在于:包括底座(1),底座(1)上安装有定位凸台(2),定位凸台(2)外的底座(1)边缘安装有用于定位不动环的定位插销(3);定位凸台(2)周向上安装有可拆卸的、与不动环工艺搭台(4)位置相对应的垫块(5)。2.根据权利要求1所述的不动环的铣车复合一体式工装,其特征在于:所述的定位凸台(2)的中心设有过孔(6);所述的底座(1)上还安装有立柱(7),立柱(7)顶端穿过过孔(6)与压块(8)连接。3.根据权利要求2所述的不动环的铣车复合一体式工装,其特征在于:所述的立柱(7)为t型槽用螺栓,t型槽用螺栓底端与设置于底座(1)上t型槽(14)匹配连接,以限制t型槽用螺栓的竖向自由度。4.根据权利要求2所述的不动环的铣车复合一体式工装,其特征在于:所述的立柱(7)的顶端与压块(8)的连接结构为,立柱(7)顶端穿过压块(8)后与带肩六角螺母(9)连接,以限制压块(8)的竖向自由度。5.根据权利要求4所述的不动环的铣车复合一体式工装,其特征在于:底座(1)上还设有与立柱(7)平行的辅助支撑柱(10),辅助支撑柱(10)顶端穿过压块(8),压块(8)下方设有与辅助支撑柱(10)顶端螺纹连接的、用于支撑压块(8)的支撑螺母(11)。6.根据权利要求1所述的不动环的铣车复合一体式工装,其特征在于:所述的底座(1)上还安装有吊耳(12)。
技术总结
本实用新型提供了一种不动环的铣车复合一体式工装。包括底座(1),底座(1)上安装有定位凸台(2),定位凸台(2)外的底座(1)边缘安装有用于定位不动环的定位插销(3);定位凸台(2)周向上安装有可拆卸的、与不动环工艺搭台(4)位置相对应的垫块(5)。本实用新型具有降低变形、减少工装数量和提高装夹效率的特点。减少工装数量和提高装夹效率的特点。减少工装数量和提高装夹效率的特点。
技术研发人员:石招朋 毛政琛 王锟 贾小锋 李柱 丁彦文
受保护的技术使用者:昌河飞机工业(集团)有限责任公司
技术研发日:2021.08.20
技术公布日:2022/2/11