1.本实用新型涉及钢铁生产、钢坯连铸连轧和激光标记技术领域,尤其是涉及一种热轧钢坯在线激光标记装置。
背景技术:
2.在钢铁冶金企业自动化生产过程中,为了进行质量跟踪管理并提供钢材生产过程溯源依据,必须在加工过程中,适时地在钢材上加上印记—一组由字母、数字组成的标记,用以表示炉号、罐号、钢种代号、流号和钢坯序号等内容。一旦出现了质量问题,就可以根据这一组字母、数字追溯生产的日期、炉号、批号及相应的材料状况和其他的相关资料,为查找问题和解决问题提供可靠的参考资料。
3.在钢铁冶金生产过程中,钢坯的标记是一个长期没有得到很好解决的问题。钢坯标记之所以困难,主要是因为钢坯的标记需要在700-1000℃的高温下进行。如果等钢坯冷却后再进行标记,一方面需要重新对钢坯进行升温耗费大量能源,另一方面也会严重影响生产节奏。在没有自动喷号机的情况下,给钢坯书写批号的工作,必须由人工完成,工作环境温度高,书写难度大,且效率低,容易出错。
4.在国外,如日本等发达国家已经有对钢坯实行自动标号的产品,但是其需要的辅助设备很多,价格昂贵,使用费用也很高。目前国内只有少数的钢铁企业配备了进口标号机,大部分钢铁企业无力投资,仍然采用人工方法在钢坯上写编号。因此,亟需一种价格相对便宜、工作可靠的自动标号机来填补国内空白,取代进口的标号机。
5.国内方形钢坯采用的端面标准尺寸200mm
×
200mm,侧面书写面积大约为150mm
×
80-100mm,一般需要喷涂上两排字符组成的生产批号。
6.目前的自动化喷号机主要有三种喷号形式,其中,一是撞针通过机械撞击方式标刻,这种方法由于可能影响钢坯的质量,一般厂家不采用;二是采用耐高温的水基乳白色涂料通过喷头喷涂,由于高温原因喷头无法靠近钢坯,而笔划宽度要求小于5mm,实际加工中保证喷涂质量有困难,同时喷头易损坏,且耐高温涂料价格昂贵也限制了应用;三是采用电弧雾化铝方式将铝直接喷涂到钢坯上,实际加工中遇到的困难非常类似上面第二种方法。目前采用的喷号设备昂贵,百万吨钢采用喷号机标记的使用成本高达200万人民币,价格昂贵且污染严重,因此钢坯喷号仍然需要从喷字工艺方法上去解决。
7.激光打标是成熟的工艺技术,相比喷号机能解决喷料雾化的问题,但其直接应用到钢坯标记上是困难的。其难点在于,一是由于钢坯的高温恶劣环境迫使激光打标头必须远离钢坯,而目前的激光打标机所能采用的焦距一般只有100-250mm,当采用更长焦距使打标头远离钢坯时无法有效打标;二是目前的激光打标深度只有微米量级,在钢坯后续的生产过程中标记无法有效保持,很容易就被后续工艺擦除。且目前所用的激光标记技术一般都基于振镜扫描控制光束形成所需要的信息,实践中振镜在恶劣环境下的稳定工作具有一定的难度;同时振镜能够承受的激光功率有限,这与钢坯标记需要高激光功率才能实现高速深度打标形成矛盾。
8.本实用新型克服了上述的困难,采用了机械运动的方式代替振镜,为特别恶劣的环境提供一种更稳定的工作模式,为更高功率激光打标实现钢坯在线标记提供了一种可靠方式。
技术实现要素:
9.本实用新型的目的在于提供一种热轧钢坯在线激光标记装置,该装置能够安装于热压钢坯生产线上方,利用激光在线对钢坯表面进行标刻,标刻便捷可靠,且对高温环境适应性强。
10.本实用新型提供一种热轧钢坯在线激光标记装置,包括激光器、导光机构、聚焦机构、二维直线运动机构及控制单元,所述导光机构和所述聚焦机构安装于所述二维直线运动机构上,可随其运动,所述导光机构用于引导所述激光器发出的激光束照射到钢坯的待标记位置,所述聚焦机构用于将激光束聚焦成光点并引导到钢坯表面,对钢坯表面进行标刻,所述控制单元用于根据标刻信息控制所述二维直线运动机构的运动轨迹。
11.优选地,所述激光器为可以发射脉冲激光或连续激光的高功率激光器。
12.优选地,所述二维直线运动机构包括x向导轨和y向导轨,所述x向导轨和所述y向导轨相垂直,且所述x向导轨可相对所述y向导轨沿垂直于所述y向导轨的方向运动。
13.优选地,所述导光机构安装于所述x向导轨的一侧,包括第一反射镜和第二反射镜,所述第一反射镜和所述第二反射镜用于将所述激光器发射的激光束由y向转变到与x向和y向均垂直的z向方向,所述聚焦机构为沿着z向布置的聚焦镜。
14.优选地,所述导光机构安装于所述x向导轨上,所述导光机构包括光纤和准直镜,所述准直镜平行或垂直于x向和y向所在的平面,所述聚焦机构为聚焦镜,所述聚焦镜设置于所述准直镜的下方。
15.优选地,所述第二反射镜可转动安装于所述x向导轨的侧面,所述聚焦镜的上方设置有光楔,所述光楔为倾斜度可调节的石英玻璃,所述光楔可绕其中心轴旋转,通过调节所述光楔的倾斜角可调节激光标刻的笔划粗细。
16.优选地,还包括钢坯定位机构,所述钢坯定位结构为摄像头或距离传感器,所述摄像头或距离传感器可将采集到的钢坯的位置信息传递到控制单元,所述控制单元控制所述二维直线运动机构运动,使所述聚焦机构位于钢坯上方。
17.优选地,还包括水冷机构,所述水冷机构为安装于所述聚焦机构底部的通水冷却的平板,用于对所述聚焦机构进行冷却。
18.优选地,所述聚焦机构的底部还安装有高压吹气装置,所述高压吹气装置的吹气口处接有冷却水出口,对其进行冲水冷却。
19.相比现有技术,本实用新型具有以下有益效果:
20.(1)本实用新型标记装置采用激光在钢坯表面进行标刻,基于机械运动引导激光在钢坯表面形成标刻信息,其采用高功率激光器,且机构中光学零件可以有效冷却和密封,可以适应比较恶劣的现场环境,能够在700℃以上高温的钢坯表面标刻上生产质量监控体系所需要的钢坯信息,满足钢铁企业的需求;
21.(2)本实用新型标记装置可以方便地集成到钢铁生产线中,不会影响生产线的运转,且标刻的信息具备长久性,信息清晰美观,字体可选,标刻的信息较之目前的标刻手段
更精细和准确,在有限的标刻区间内可标刻更多更准确的信息,甚至采用二维码形式,从而实现物流、质量管控、产品回溯的精确控制;
22.(3)本实用新型标记装置采用激光标刻方式,较之现在的喷涂标记方式,更容易避免喷头堵塞、针头磨损、电弧不稳定等问题,有利于稳定的生产控制,且激光标刻标记速度更快,更容易与未来的钢铁生产速度匹配,并为节省能源、提高生产效率提供保障。
附图说明
23.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1为本实用新型实施例一激光标记装置的结构示意图;
25.图2为本实用新型实施例一导光机构和聚焦机构的光学原理示意图;
26.图3为本实用新型装置激光在钢坯表面以平行线条样式标记示意图;
27.图4为本实用新型装置激光在钢坯表面以旋转光点方式标记示意图;
28.图5为本实用新型实施例一中采用绕光轴旋转的第二反射镜在钢坯表面形成旋转光点的示意图;
29.图6为本实用新型实施例一装置用绕光轴旋转的光楔在钢坯表面形成旋转光点示意图;
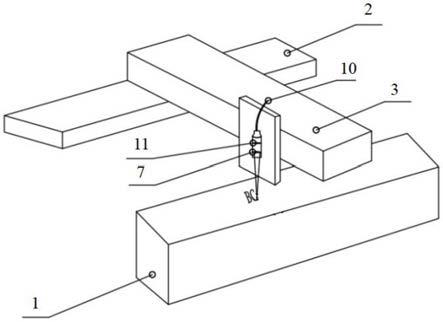
30.图7为本实用新型实施例二激光标记装置的结构示意图;
31.图8为本实用新型实施例二导光机构和聚焦机构的光学原理示意图;
32.图9为本实用新型实施例二装置用倾斜的聚焦镜绕光轴旋转在钢坯表面形成旋转光点示意图。
33.附图标记说明:
34.1:钢坯;2:y向导轨;3:x向导轨;4:激光束;5:第一反射镜;6:第二反射镜;7:聚焦镜;8:光轴;9:光楔;10:光纤;11:准直镜。
具体实施方式
35.下面将结合实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
36.在本实用新型的描述中,需要理解的是,术语"中心"、"纵向"、"横向"、"长度"、"宽度"、"厚度"、"上"、"下"、"前"、"后"、"左"、"右"、"竖直"、"水平"、"顶"、"底"、"内"、"外"、"顺时针"、"逆时针"等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
37.此外,术语"第一"、"第二"仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有"第一"、"第二"的特征可以明示或者
隐含地包括一个或者更多个所述特征。在本实用新型的描述中,"多个"的含义是两个或两个以上,除非另有明确具体的限定。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
38.实施例一
39.本实施例提供了一种热轧钢坯在线激光标记装置,如图1所示,该装置设置于热轧钢坯生产线上方,可以在线对经过热轧加工的钢坯1进行激光打标,该装置包括:激光器、导光机构、聚焦机构、二维直线运动机构及控制单元,二维直线运动机构包括y向导轨2和x向导轨3,其中,x向导轨3安装于y向导轨2上,二者相垂直布置,x向导轨可随y向导轨2沿y向运动,导光机构和聚焦机构安装于x向导轨3上,可在二维直线运动机构带动下随其运动,其中,导光机构用于引导激光器发出的激光束4的照射方向,聚焦机构用于将激光束4聚焦成小点并引导到钢坯1表面,对钢坯1表面进行标刻,控制单元用于根据标刻信息控制二维直线运动机构的运动轨迹,实现标刻信息的笔划勾勒。
40.激光器采用可以发射脉冲激光或连续激光的高功率激光器,例如co2激光器、yag激光器、光纤激光器等。
41.在本实施例中,导光机构包括第一反射镜5和第二反射镜6,第一反射镜5安装于x向导轨3的靠近y向导轨2一端,第二反射镜6安装于x向导轨3的另一端,通过第一反射镜5和第二反射镜6可将激光器4沿y向发射的激光束由y向转变到与x向和y向均垂直的z向方向。聚焦机构为聚焦头,聚焦头底部安装有沿着z向布置的聚焦镜7,聚焦镜7安装于第二反射镜6的正下方,聚焦镜7表面与x向导轨3和y向导轨2确定的xy平面相平行。
42.在本实施例中,该装置还包括钢坯定位机构和水冷机构,其中,钢坯定位机构为摄像头或距离传感器,摄像头或距离传感器分别安装于热轧钢坯生产线表面和上方,用于采集钢坯1在热轧钢坯生产线上的位置信息和高度信息,并将采集到的钢坯1的位置信息和表面高度信息传递到控制单元,控制单元根据钢坯1的位置信息和表面高度信息,控制二维直线运动机构运动,使聚焦镜7位于钢坯1上方,并根据钢坯1表面高度信息,对聚焦镜7的高度进行调整,使激光束4经第一反射镜5和第二反射镜6引导后,经聚焦镜7聚焦为光点在钢坯1表面。
43.水冷机构设置于聚焦镜7的下方,用于对聚焦镜7进行冷却。具体实施方式为在聚焦镜7下端设置一个通水冷却的平板,可以将聚焦镜7上方的整个装置进行有效的防护,防止钢坯1的热量影响装置。
44.钢坯标刻表面是平面,通过二维直线机械运动引导激光聚焦点在标刻平面进行必要的运动,从而在钢坯1表面进行需要的标刻。区别于一般打标机的振镜,二维直线机械运动结构的优势在于其引导激光的导光机构和聚焦机构质量更大,由于钢坯1表面温度高,因此,导光机构和聚焦机构需要进行必要的水冷和封闭,从而使其更适合于高功率和恶劣环境。
45.整个导光机构进行密封设计,同时,在聚焦机构的光点出口处设置高压吹气机构,保证标刻过程中的飞溅物不影响光学元器件和激光器,吹气口处设有冷却水管,用于对吹气口进行冷却。聚焦镜7,可以是透射式的聚焦镜,也可以是反射式的聚焦镜,由于所处的环
境很恶劣,聚焦镜7外侧设置保护镜片,配合高压吹气机构使其与外部环境隔离。
46.本实施例热轧钢坯在线激光标记装置的使用方法如下:
47.首先,使用摄像头或距离传感器确定待打标钢坯在生产线上的位置和高度信息,控制单元控制二维直线运动机构带动聚焦机构移动到待打标钢坯正上方。
48.在本实施例中,标刻的生产线传送带的宽度为350mm,钢坯1最小宽度200mm,钢坯1在生产线上传送时,其横向的位置存在一定的偏移的,为了将需要的标记正好打到钢坯1的指定位置,在钢坯1上方放置一个摄像头,通过摄像头内置图像处理系统跟踪钢坯1的重心位置在传送带上的横向位移,将此信号传送给激光标刻系统作为标刻位置的基准,摄像头内置一个通过三角测距法实现的光电距离传感器,用于测量钢坯1表面的高度,将数据直接发送到控制单元,控制单元自动调节聚焦头高度,保证聚焦头与钢坯表面位置保持一致。
49.然后进行对焦,打开激光器,发射激光束4,激光束4经第一反射镜5和第二反射镜6传导,其入射方向由y向转变到与xy平面相垂直的z向,并由聚焦镜7进行聚焦,根据钢坯的高度信息,对聚焦头的高度进行调节,使激光束4聚焦在钢坯1表面。
50.对焦完成后进行打标,控制单元根据待标记信息,控制二维直线运动机构运动以及激光器的开关,带动聚焦头在平面内移动,使经聚焦镜7聚焦后的激光在钢坯1表面标刻出标记。
51.本实施例中,采用高功率连续激光器,使激光器发出的激光束4沿y向入射,激光束4经第一反射镜5和第二反射镜6反射后,沿z向射出,并经聚焦镜7聚焦为光点在钢坯1表面,具有很高的功率密度的激光光点可以在钢坯表面进行刻蚀,从而留下相应的标刻信息。由于通过两个反射镜直接引导的光束本身已经经过准直,不需要使用准直镜准直,只需要一个聚焦镜7就可以直接聚焦成很小的高功率密度激光光点用于信息标刻。激光进行标刻时,需要通过控制单元控制激光器的开和关,同时控制二维直线运动导轨的运动,控制单元一般采用计算机进行控制,钢坯1标刻的信息一般由阿拉伯数字和英文字符,对于激光标刻装置来说是容易实现的。
52.如图2所示,第二反射镜6和聚焦镜7在二维直线运动机构上的x向和y向位置保持不变,使激光束4保持沿z向方向通过聚焦镜7,控制单元控制二维直线运动机构动作。由于基于两维直线机械运动机构的标刻系统的光点运动速度比较慢,因此直接标刻的线条比较深而粗。如图3所示,利用激光在钢坯表面标刻出单根线条或多根具有重叠效果的平行线条,可以按笔划在钢坯1表面勾勒出深粗线条标记信息,可以保证信息的长久有效。
53.除了上述方式外,如图4所示,也可在二维直线运动机构动作的同时,使聚焦在钢坯1表面的光点进行旋转运动,合成的结果是标刻系统以一种“粗笔划”的形式进行标刻。这样的形式既保证了聚焦光点足够小(激光具有很高的功率密度),同时光点的运动速度很高不会形成“深粗”的笔划,既保证了笔划的粗细又能满足钢坯1标刻需要。
54.为实现图4中标刻笔划,可以对图2中第二反射镜6的安装位置和方式改变,作为对本实施例的进一步改进。
55.如图5所示,使倾斜的第二反射镜6绕z向的光轴8进行旋转,使聚焦于钢坯1表面的光点进行旋转,实现图4中标刻笔划,第二反射镜6距离聚焦镜7的距离需相比正常情况调近,以保证光能的利用。
56.如图6所示,利用一个光楔9的旋转实现光点的旋转,而光点旋转的直径可以通过
光楔9的倾斜角度进行调整,即可以方便地调整标刻笔划的粗细。光楔9采用石英玻璃制成,其顶面为倾角为1
°
的斜面,光楔9可绕光轴8旋转,由于其顶部为斜面,使经过光楔9后的激光束4经聚焦镜7聚焦后的光点偏离光轴8,光楔9旋转形成如图4中所示标刻笔划。通过调节光楔9的倾斜角度,可调整光点标刻笔划的粗细。
57.实施例二
58.本实施例提供了一种热轧钢坯在线激光标记装置,如图7所示,该装置设置于热轧钢坯生产线上方,可以在线对经过热轧加工的钢坯1进行激光打标,该装置包括:激光器、导光机构、聚焦机构、二维直线运动机构及控制单元,二维直线运动机构包括y向导轨2和x向导轨3,其中,x向导轨3安装于y向导轨2上,二者相垂直布置,x向导轨可随y向导轨2沿y向运动,导光机构和聚焦机构安装于x向导轨3上,可在二维直线运动机构带动下随其运动,其中,导光机构用于引导激光器发出的激光束4的入射方向,聚焦机构用于将激光束4聚焦成小点并引导到钢坯1表面,对钢坯1表面进行标刻,控制单元用于根据标刻信息控制二维直线运动机构的运动轨迹,实现标刻信息的笔划勾勒。
59.在本实施例中,激光器采用可以发射脉冲激光的光纤激光器。导光机构包括光纤10和准直镜11,光纤10安装于x向导轨3的远离y向导轨2一端,准直镜11安装于光纤10下方,与z向垂直或平行,通过光纤10入射的激光束4经准直镜11准直后沿位于z向的光轴8方向通过聚焦机构。聚焦机构为聚焦头,聚焦头底部安装有垂直于z向布置的聚焦镜7,聚焦镜7安装于准直镜11的正下方,聚焦镜7表面与x向导轨3和y向导轨2确定的xy平面相平行。
60.在本实施例中,该装置还包括钢坯定位机构和水冷机构,其中,钢坯定位结构为摄像头或距离传感器,摄像头或距离传感器分别安装于热轧钢坯生产线表面和上方,用于采集钢坯1在热轧钢坯生产线上的位置信息和厚度信息,并将采集到的钢坯1的位置信息和表面高度信息传递到控制单元,控制单元根据钢坯1的位置信息和表面高度信息,控制二维直线运动机构运动,使聚焦镜7位于钢坯1上方,并根据钢坯1表面高度信息,对聚焦镜7的高度进行调整,使激光束4经引导后,经聚焦镜7聚焦为光点在钢坯1表面。
61.水冷机构设置于聚焦镜7的下方,用于对聚焦镜7进行冷却。具体实施方式为在聚焦镜7下端设置一个通水冷却的平板,可以将聚焦镜7上方的整个装置进行有效的防护,防止钢坯1的热量影响装置。
62.在本实施例中,导光机构和聚焦机构进行密封设计,在聚焦机构的光点出口处设置高压吹气机构,保证标刻过程中的飞溅物不影响光学元器件和激光器。聚焦镜7,可以是透射式的聚焦镜,也可以是反射式的聚焦镜,由于所处的环境很恶劣,聚焦镜7外侧设置保护镜片,配合高压吹气机构使其与外部环境隔离。
63.本实施例热轧钢坯在线激光标记装置的使用方法如下:
64.首先,使用摄像头或距离传感器确定待打标钢坯在生产线上的位置和高度信息,控制单元控制二维直线运动机构带动聚焦机构移动到待打标钢坯正上方。
65.在本实施例中,标刻的生产线传送带的宽度为400mm,钢坯1最小宽度200mm,钢坯1在生产线上传送时,其横向的位置存在一定的偏移的,为了将需要的标记正好打到钢坯1的指定位置,在钢坯1上方放置一个摄像头,通过摄像头内置的图像处理系统跟踪钢坯1的重心位置在传送带上的横向位移,将此信号传送给激光标刻系统作为标刻位置的基准,摄像头内置一个通过三角测距法实现的光电距离传感器,用于测量钢坯1表面的高度,将数据直
接发送到控制单元,控制单元自动调节聚焦头高度,保证聚焦头与钢坯表面位置保持一致。
66.然后进行对焦,打开激光器,发射激光束4,激光束4经光纤10和准直镜11传导准直后,沿与xy平面相垂直的z向的光轴8方向,并由聚焦镜7进行聚焦,根据钢坯1的高度信息,对聚焦头的高度进行调节,使激光束4聚焦在钢坯1表面;
67.对焦完毕后进行打标,控制单元根据待标记信息,控制二维直线运动机构运动以及激光器的开关,带动聚焦头在平面内移动,使经聚焦镜7聚焦后的激光在钢坯1表面标刻出标记。
68.本实施例中,采用高功率脉冲光纤激光器,输出平均功率450瓦,脉冲的峰值功率4500瓦。激光器光纤芯径20微米,采用100毫米焦距的准直镜11准直后,用300毫米焦距的聚焦镜7聚焦,聚焦后形成大约0.06毫米直径的光斑,在焦点处的激光功率密度大约1.5
×
108w/cm2,足以将钢材表面直接汽化。
69.激光进行标刻时,需要通过控制单元控制激光器的开和关,同时控制二维直线运动导轨的运动,控制单元一般采用计算机进行控制,钢坯1标刻的信息一般由阿拉伯数字和英文字符,对于激光标刻装置来说是容易实现的。
70.如图8所示,在本实施例中,准直镜11和聚焦镜7表面均与二维直线运动机构确定的xy平面相平行,使激光束4保持沿z向方向通过聚焦镜7,控制单元控制二维直线运动机构动作。由于基于两维直线机械运动机构的标刻系统的光点运动速度比较慢,因此直接标刻的线条比较深而粗。如图3所示,利用激光在钢坯表面标刻出单根线条或多根具有重叠效果的平行线条,可以按笔划在钢坯1表面勾勒出深粗线条标记信息,可以保证信息的长久有效。
71.除了上述方式外,如图4所示,也可在二维直线运动机构动作的同时,使聚焦在钢坯1表面的光点进行旋转运动,合成的结果是标刻系统以一种“粗笔划”的形式进行标刻。这样的形式既保证了聚焦光点足够小(激光具有很高的功率密度),同时光点的运动速度很高不会形成“深粗”的笔划,既保证了笔划的粗细又能满足钢坯1标刻需要。
72.使聚焦在钢坯1表面的光点旋转可通过下述方式实现,作为对本实施例的进一步改进:
73.如图9所示,使聚焦镜7绕z向的光轴8进行旋转,使其聚焦于钢坯1表面的光点进行旋转,实现图4中标刻笔划。另外,也可在准直镜11和聚焦镜7间设置实施例1图6所示光楔9,实现光点的旋转和标刻笔划粗细的调节。
74.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。