1.本实用新型属于钢管辊压成型技术领域,更具体地说,是涉及一种钢管成型内衬装置。
背景技术:
2.钢管通常以钢板为母材,经过弯曲加工后成型,再经过高频焊接而成。钢板在弯曲过程中需要经过多个工步进行逐步弯曲成型,避免对钢板造成拉裂等现象。在精成型阶段,初步成型的工件由于还未进行封闭焊接,容易出现变形,不能保证工件的弧度,最终会导致钢管的椭圆度不达标。
技术实现要素:
3.本实用新型的目的在于提供一种钢管成型内衬装置,旨在避免待成型工件产生塌扁等形变缺陷。
4.为实现上述目的,本实用新型采用的技术方案是:提供一种钢管成型内衬装置,包括:
5.机架;以及
6.两个内衬辊,分别转动设于所述机架,并沿输送路径对称设置,所述内衬辊的轴线垂直于输送路径,所述内衬辊用于与待成型工件的内表面抵接。
7.在一种可能的实现方式中,所述钢管成型内衬装置还包括两个连接组件,两个所述连接组件转动连接于所述机架,并分别与两个所述内衬辊转动连接,所述连接组件能带动所述内衬辊绕平行于输送路径的轴线转动。
8.在一种可能的实现方式中,所述连接组件包括:
9.旋转齿轮,转动连接于所述机架;以及
10.固定块,固接于所述旋转齿轮,所述内衬辊转动连接于所述固定块;
11.其中,两个所述连接组件上的旋转齿轮相啮合。
12.在一种可能的实现方式中,所述固定块的端部开设有容纳腔,所述内衬辊部分位于所述容纳腔中,且所述内衬辊伸出所述容纳腔的部分用于与待成型工件的内壁接触。
13.在一种可能的实现方式中,所述机架包括支撑架和安装架,所述安装架沿上下方向滑动设于所述支撑架,所述内衬辊转动设于所述安装架。
14.在一种可能的实现方式中,所述钢管成型内衬装置还包括升降组件,所述升降组件设于所述支撑架,并与所述安装架连接,所述升降组件用于调节所述安装架的高度。
15.在一种可能的实现方式中,所述安装架包括设于所述支撑架上的固定件和与所述固定件滑动连接的连接件,所述升降组件用于驱动所述连接件沿上下方向移动,所述内衬辊转动设于所述连接件。
16.在一种可能的实现方式中,所述安装架设有两个,两个所述安装架沿输送路径分布,每个所述安装架上均设有两个内衬辊。
17.在一种可能的实现方式中,所述固定件沿输送路径与所述支撑架滑动连接,所述支撑架上还设有调节组件,所述调节组件用于驱动所述安装架沿输送路径滑动,以调节两个所述安装架之间的间距。
18.在一种可能的实现方式中,所述调节组件包括:
19.驱动器,设于所述支撑架;
20.涡轮,套设于所述驱动器的输出端;
21.蜗杆,与所述涡轮啮合;以及
22.连接座,与所述固定件连接,所述连接座的内环面开设有与所述蜗杆的螺旋齿相适配的螺旋槽。
23.本实用新型提供的钢管成型内衬装置的有益效果在于:与现有技术相比,本实用新型待成型工件成型内衬装置将两个内衬辊分别与机架连接,两个内衬辊对称设置能够分别对待成型工件内壁的相对两侧施加抵压力,为待成型工件与模具接触的盲点区域提供支撑,避免待成型工件与模具接触的盲点区域因挤压发生塌扁现象,提高待成型工件成型后的合格率。
附图说明
24.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
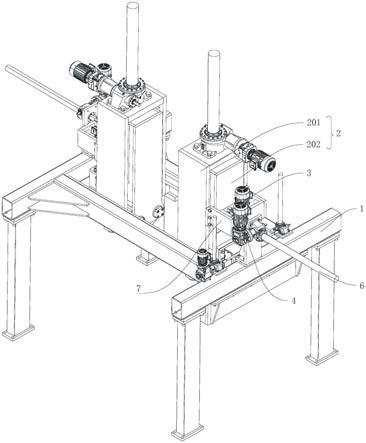
25.图1为本实用新型实施例提供的钢管成型内衬装置的结构示意图;
26.图2为本实用新型实施例提供的钢管成型内衬装置的主视图;
27.图3为图2中a部的局部放大图;
28.图4为本实用新型实施例提供的钢管成型内衬装置的侧视图;
29.图5为图4中b部的局部放大图;
30.图6为本实用新型实施例采用的内衬辊与待成型工件接触的局部图。
31.图中:1、支撑架;2、安装架;201、固定件;202、连接件;3、升降组件;4、驱动器;5、连接座;6、蜗杆;7、连接支架;8、旋转齿轮;9、固定块;901、容纳腔;10、内衬辊;11、待成型工件。
具体实施方式
32.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
33.请一并参阅图1至图6,现对本实用新型提供的钢管成型内衬装置进行说明。钢管成型内衬装置,包括机架和两个内衬辊10;两个内衬辊10分别转动设于机架,并沿输送路径对称设置,内衬辊10的轴线垂直于输送路径,内衬辊10用于与待成型工件11的内表面抵接。
34.本实用新型提供的钢管成型内衬装置,与现有技术相比,本实用新型钢管成型内衬装置将两个内衬辊10分别与机架连接,两个内衬辊10对称设置能够分别对待成型工件11
内壁的相对两侧施加抵压力,为待成型工件11与模具接触的盲点区域提供支撑,避免待成型工件11与模具接触的盲点区域因挤压发生塌扁现象,提高待成型工件11成型后的合格率。
35.在一些实施例中,请参阅图1至图5,钢管成型内衬装置还包括两个连接组件,两个连接组件转动连接于机架,并分别与两个内衬辊10转动连接,连接组件能带动内衬辊10绕平行于输送路径的轴线转动。
36.连接组件绕平行于输送路径的轴线转动,使内衬辊10随连接组件同步转动,能够调节两个内衬辊10之间的夹角,以适用于不同尺寸和不同盲点区域的待成型工件11,扩大了适用范围,也无需在生产不同尺寸的待成型工件11时进行更换内衬辊10,降低了生产成本。
37.在一些实施例中,请参阅图2至图5,连接组件包括旋转齿轮8和固定块9,旋转齿轮8转动连接于机架;固定块9固接于旋转齿轮8,内衬辊10转动连接于固定块9;其中,两个连接组件上的旋转齿轮8相啮合。
38.两个连接组件上的旋转齿轮8啮合设置,在转动其中一个旋转齿轮8时,另一个旋转齿轮8同步旋转,能够保证两个旋转齿轮8的旋转角度一致,从而保证两个内衬辊10始终对称设置,提高了调节精度。通过固定块9将内衬辊10与旋转齿轮8连接,提高了内衬辊10安装的稳定性。
39.可选的,其中一个旋转齿轮8与电机连接,通过电机驱动旋转齿轮8转动。
40.在一些实施例中,请参阅图4至图5,固定块9的端部开设有容纳腔901,内衬辊10部分位于容纳腔901中,且内衬辊10伸出容纳腔901的部分用于与待成型工件11的内壁接触。
41.内衬辊10部分位于容纳腔901内,当内衬辊10与待成型工件11之间的摩擦力会产生大量热量,容纳腔901有利于热量散发。同时将内衬辊10的两端分别与容纳腔901的内壁连接,避免与固定块9产生干涉,也能够使固定块9与内衬辊10稳定的连接。
42.在一些实施例中,请参阅图1至图4,机架包括支撑架1和安装架2,安装架2沿上下方向滑动设于支撑架1,内衬辊10转动设于安装架2。
43.本实施例中内衬辊10转动设置在安装架2上,能够随待成型工件11的输送绕自身轴线转动,将与待成型工件11之间的滑动摩擦转变为滚动摩擦,减小了与待成型工件11内壁的摩擦力,避免磨损待成型工件11。安装架2沿支撑架1上下滑动,从而调节内衬辊10的高度,能够适用于不同尺寸的待成型工件11。
44.可选的,支撑架1和安装架2上沿滑动方向分别设有相对应的安装孔,将安装架2调节至合适位置后,通过螺纹连接件将相对应的安装孔连接,从而固定安装架2。
45.在一些实施例中,请参阅图1至图4,钢管成型内衬装置还包括升降组件3,升降组件3设于支撑架1,并与安装架2连接,升降组件3用于调节安装架2的高度。
46.对应不同尺寸的待成型工件11,其内壁与内衬辊10之间的距离不同,通过升降组件3调节安装架2的高度可以适用于不同尺寸的待成型工件11,提高了本装置的使用范围,降低了生产成本。通过升降组件3调节安装架2的高度,无需人工调节,减少了操作人员的劳动强度。
47.可选的,升降组件3可以为气缸。
48.在一些实施例中,请参阅图1至图4,安装架2包括设于支撑架1上的固定件201和与
固定件201滑动连接的连接件202,升降组件3用于驱动连接件202沿上下方向移动,内衬辊10转动设于连接件202。
49.固定件201设置在支撑架1上,通过升降组件3驱动连接件202滑动,从而调节内衬辊10的高度,在内衬辊10随连接件202滑动时,固定件201的高度不变。根据不同尺寸的待成型工件11需要,调节内衬辊10的高度以满足生产需要,降低了生产成本。
50.可选的,升降组件3可以为电机,电机的输出端与螺杆连接,螺杆外套装有螺母,螺母与连接件202固定,通过电机驱动螺杆旋转,以实现连接件202的移动。
51.在一些实施例中,请参阅图1至图4,安装架2设有两个,两个安装架2沿输送路径分别,每个安装架2上均设有两个内衬辊10。
52.在待成型工件11成型时,位于上游的内衬辊10先对待成型工件11进行初步抵压限位,当待成型工件11沿输送路径移动至下游的内衬辊10时,能够进一步对待成型工件11进行抵压限位,使待成型工件11在每一工位均能够被抵压限位,进一步提供待成型工件11的表面圆润度。待成型工件11待成型工件11
53.在一些实施例中,请参阅图1至图5,固定件201沿输送路径与支撑架1滑动连接,支撑架1上还设有调节组件,调节组件与用于驱动安装架2沿输送路径滑动,以调节两个安装架2之间的间距。
54.调节组件驱动固定件201沿输送路径滑动,能够根据实际生产需要调节两组安装架2之间的距离,而且连接件202和固定件201之间的滑动互不影响,使设备的调节更加具有灵活性,方便加工生产。
55.可选的,固定件201上设置有连接支架7,调节组件与连接支架7连接,且升降组件3设置在连接支架7上。调节组件通过驱动连接支架7使固定件201滑动,升降组件3驱动连接件202滑动,互不干涉。
56.在一些实施例中,请参阅图1至图5,调节组件包括驱动器4、涡轮、蜗杆6和连接座5,驱动器4设于支撑架1;涡轮套设于驱动器4的输出端;蜗杆6与涡轮啮合;连接座5与固定件201连接,并套设于蜗杆6外,连接座5的内环面开设有与蜗杆6的螺旋齿相适配的螺旋槽。
57.驱动器4的驱动端使涡轮旋转,与涡轮啮合的蜗杆6转动并驱动与其螺纹连接的连接座5在垂直于输送路径的方向移动,从而带动安装座移动。蜗杆6通过连接座5与固定件201连接,使固定件201在移动的过程中不随蜗杆6旋转,保证固定件201的稳定性。
58.可选的,连接座5为内环面具有螺旋槽的轴承构件。
59.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。