1.本实用新型涉及一种焊接部位保护装置,具体涉及一种钣金件焊接加工用保护装置,属于机床焊接保护技术领域。
背景技术:
2.焊接机床用于各类型工件的焊接,传统焊接工作时,会因为焊接面与空气的接触氧化,影响焊接效果,因此,需要通过气体对焊接部位进行保护,现有焊接加工用保护装置通过气体喷射进行保护,但其喷射结构单一,为此,中国专利申请号:201821864609.3,公开了一种钣金件焊接加工用保护装置,其可以在焊接工作中对焊接处进行防氧化保护,同时可以根据焊接面积的大小调节喷射保护气的状态,可以保证设备更好的完成工作,但其对保护位喷射不过精细化,容易造成气源浪费或保护失败。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种钣金件焊接加工用保护装置,采用一枪双头方式供气,从而能够实现精确点高压供气和大覆盖面的的低压气体弥散性供气。
4.本实用新型的钣金件焊接加工用保护装置,采用调角座与调角装置安装,利用调角装置能够驱动调角座实现角度调整,调角座上安装腔座,腔座内侧安装内管座,腔座端部设置给内管座供气管路,腔座侧部设置给腔座自身供气管路;利用内管座前端的细径,并在细径前端旋接可调式的喷头,根据作业面旋转喷头,从而利用供气管路给喷头提供高压气体,从而直接对焊接位进行高压喷气,喷气时,供气管路给腔座供气,腔座前端的喷头直接进行低压大面积喷气,从而利用大面积惰气对焊接位周围进行覆盖,工作时,可选择喷头独立工作、喷嘴独立工作和喷头和喷嘴同步工作,喷头工作时,需要将进气管外拉,从而使其压缩自锁弹簧,此时,通过定位螺栓内旋,定位螺栓对限位盘进行限位,此时,供气管路、第一管接头、转角管、粗直管仓、锥形管仓、细直管仓和喷头形成喷气管路。
5.包括调角座;所述调角座顶部固定有腔座;所述腔座内侧包括锥形管仓,所述锥形管仓两端分别一体制成有粗直管仓和细直管仓;所述粗直管仓其内径大于锥形管仓其最大内径;所述细直管仓前端一体制成有墩型腔仓;所述粗直管仓远离锥形管仓一端为中空结构;所述腔座侧部一体制成有与粗直管仓连通的转角管,所述转角管另一端连接有第一管接头;所述腔座外部远离墩型腔仓一端旋接有端盖;所述腔座内侧设置有内管座;所述内管座包括嵌入细直管仓的喷气管段,所述喷气管段后端一体制成有与锥形管仓紧密压合的锥形管段,所述锥形管段后端一体制成有粗直管段;所述粗直管段后端旋接有进气管;所述进气管延伸出端盖,并安装有第二管接头;所述进气管外部于端盖和粗直管段之间安装有自锁弹簧;所述粗直管段外部靠近锥形管段一端一体制成有限位盘;所述腔座靠近限位盘一端旋接有定位螺栓;所述墩型腔仓内侧通过螺栓固定有喷头;所述喷气管段从喷头中心处延伸出腔座外部,所述喷气管段前端旋接有调压式喷气嘴;所述喷头于喷气管段外部开设有多环喷气孔,利用多环喷气孔形成大面积覆盖。
6.进一步地,所述粗直管段外部套接有外保护直管。
7.进一步地,所述限位盘和粗直管仓之间设置有间隙。
8.进一步地,所述第一管接头和第二管接头分别通过供气阀接入到惰气供气系统。
9.与现有技术相比,本实用新型的钣金件焊接加工用保护装置,采用一枪双头方式供气,能够实现精确点高压供气和大覆盖面的的低压气体弥散性供气,从而完成对焊接位的双重保护。
附图说明
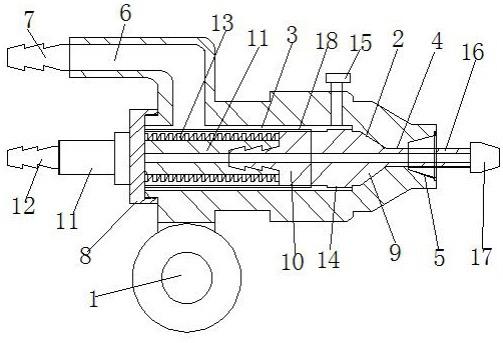
10.图1为本实用新型的实施例1整体结构示意图。
具体实施方式
11.实施例1:
12.如图1所示的钣金件焊接加工用保护装置,采用调角座与调角装置安装,利用调角装置能够驱动调角座实现角度调整,调角座上安装腔座,腔座内侧安装内管座,腔座端部设置给内管座供气管路,腔座侧部设置给腔座自身供气管路;利用内管座前端的细径,并在细径前端旋接可调式的喷头,根据作业面旋转喷头,从而利用供气管路给喷头提供高压气体,从而直接对焊接位进行高压喷气,喷气时,供气管路给腔座供气,腔座前端的喷头直接进行低压大面积喷气,从而利用大面积惰气对焊接位周围进行覆盖,工作时,可选择喷头独立工作、喷嘴独立工作和喷头和喷嘴同步工作,喷头工作时,需要将进气管外拉,从而使其压缩自锁弹簧,此时,通过定位螺栓内旋,定位螺栓对限位盘进行限位,此时,供气管路、第一管接头、转角管、粗直管仓、锥形管仓、细直管仓和喷头形成喷气管路。
13.包括调角座1;所述调角座1顶部固定有腔座;所述腔座内侧包括锥形管仓2,所述锥形管仓2两端分别一体制成有粗直管仓3和细直管仓4;所述粗直管仓3其内径大于锥形管仓2其最大内径;所述细直管仓4前端一体制成有墩型腔仓5;所述粗直管仓3远离锥形管仓2一端为中空结构;所述腔座侧部一体制成有与粗直管仓连通的转角管6,所述转角管6另一端连接有第一管接头7;所述腔座外部远离墩型腔仓一端旋接有端盖8;所述腔座内侧设置有内管座;所述内管座包括嵌入细直管仓的喷气管段,所述喷气管段后端一体制成有与锥形管仓紧密压合的锥形管段9,所述锥形管段9后端一体制成有粗直管段10;所述粗直管段10后端旋接有进气管11;所述进气管11延伸出端盖8,并安装有第二管接头12;所述进气管11外部于端盖和粗直管段之间安装有自锁弹簧13;所述粗直管段10外部靠近锥形管段一端一体制成有限位盘14;所述腔座靠近限位盘一端旋接有定位螺栓15;所述墩型腔仓5内侧通过螺栓固定有喷头16;所述喷气管段从喷头16中心处延伸出腔座外部,所述喷气管段前端旋接有调压式喷气嘴17;所述喷头16于喷气管段外部开设有多环喷气孔,利用多环喷气孔形成大面积覆盖。
14.其中,所述粗直管段10外部套接有外保护直管18。所述限位盘14和粗直管仓3之间设置有间隙。所述第一管接头7和第二管接头12分别通过供气阀接入到惰气供气系统。
15.上述实施例,仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
技术特征:
1.一种钣金件焊接加工用保护装置,其特征在于:包括调角座;所述调角座顶部固定有腔座;所述腔座内侧包括锥形管仓,所述锥形管仓两端分别一体制成有粗直管仓和细直管仓;所述粗直管仓其内径大于锥形管仓其最大内径;所述细直管仓前端一体制成有墩型腔仓;所述粗直管仓远离锥形管仓一端为中空结构;所述腔座侧部一体制成有与粗直管仓连通的转角管,所述转角管另一端连接有第一管接头;所述腔座外部远离墩型腔仓一端旋接有端盖;所述腔座内侧设置有内管座;所述内管座包括嵌入细直管仓的喷气管段,所述喷气管段后端一体制成有与锥形管仓紧密压合的锥形管段,所述锥形管段后端一体制成有粗直管段;所述粗直管段后端旋接有进气管;所述进气管延伸出端盖,并安装有第二管接头;所述进气管外部于端盖和粗直管段之间安装有自锁弹簧;所述粗直管段外部靠近锥形管段一端一体制成有限位盘;所述腔座靠近限位盘一端旋接有定位螺栓;所述墩型腔仓内侧通过螺栓固定有喷头;所述喷气管段从喷头中心处延伸出腔座外部,所述喷气管段前端旋接有调压式喷气嘴;所述喷头于喷气管段外部开设有多环喷气孔。2.根据权利要求1所述的钣金件焊接加工用保护装置,其特征在于:所述粗直管段外部套接有外保护直管。3.根据权利要求1所述的钣金件焊接加工用保护装置,其特征在于:所述限位盘和粗直管仓之间设置有间隙。4.根据权利要求1所述的钣金件焊接加工用保护装置,其特征在于:所述第一管接头和第二管接头分别通过供气阀接入到惰气供气系统。
技术总结
本实用新型公开了一种钣金件焊接加工用保护装置,包括调角座;所述调角座顶部固定有腔座;所述腔座内侧包括锥形管仓,所述锥形管仓两端分别一体制成有粗直管仓和细直管仓;所述粗直管仓其内径大于锥形管仓其最大内径;所述细直管仓前端一体制成有墩型腔仓;所述粗直管仓远离锥形管仓一端为中空结构;所述腔座侧部一体制成有与粗直管仓连通的转角管,所述转角管另一端连接有第一管接头;本实用新型的钣金件焊接加工用保护装置,采用一枪双头方式供气,能够实现精确点高压供气和大覆盖面的的低压气体弥散性供气,从而完成对焊接位的双重保护。护。护。
技术研发人员:王庆
受保护的技术使用者:济南恒旭数控机械有限公司
技术研发日:2021.07.29
技术公布日:2022/2/11