1.本实用新型属于真空钎焊技术领域,涉及一种排气阳极真空钎焊工装。
背景技术:
2.排气阳极是环形激光传感器与真空设备连接的关键部件,它由多种不同材料用焊料在真空环境下通过钎焊焊接而成。其焊接质量直接影响着传感器的气密封性及放电稳定性。排气阳极在装配焊接过程中,存在排气阳极焊接强度差,真空环境下的辐射加热均匀性差,排气阳极真空钎焊一次焊接成活率低,装配质量、效率低等问题。
技术实现要素:
3.本实用新型的目的是:为克服上述不足,本实用新型提供了一种排气阳极真空钎焊工装,以提高排气阳极真空钎焊焊接强度,提高环形激光传感器排气阳极真空钎焊焊接气密性,提高排气阳极真空钎焊装配质量、效率,提高排气阳极真空钎焊一次焊接成活率。
4.本实用新型的技术方案:一种排气阳极真空钎焊工装,其包括提杆1、盖板2、底座4,所述提杆1两端分别连接盖板和底座中心,其中,提杆1有螺丝的部分穿过底座4中心定位孔并用螺母拧紧固定,所述底座4加工出多个通孔台面,该通孔台面为多台阶孔结构,所述盖板上设置有与底座通孔台面相对应的排气阳极安装孔,排气阳极两端分别安装在盖板排气阳极安装孔和对应的底座通孔台面之间,且所述盖板上设置有若干辐射窗口。
5.所述盖板中心孔为带有凸起的方形防差错定位孔。
6.所述提杆1与盖板方形防差错定位孔相匹配的一段为带有凸起的方柱结构,顶部为小圆柱,方柱下方位于盖板与底座之间的为直径大于盖板和底座中心定位孔的圆柱体结构,提杆1底部为方柱结构设置在底座中心定位孔中,并由螺母锁住。
7.所述盖板排气阳极安装孔为锥孔。
8.所述辐射窗口环绕盖板中心对称分布。
9.所述辐射窗口覆盖连通至少2个通孔台面区域。
10.位于内外两圈通孔台面之间的环向辐射窗口覆盖连通相邻四个通孔台面区域。
11.位于内外两圈通孔台面之间的径向辐射窗口覆盖连通相邻三个通孔台面区域。
12.本实用新型的有益效果:本实用新型排气阳极真空钎焊工装盖板2设计了4种形状多个热辐射传递通孔,以提高真空环境下辐射加热均匀性,从而提高排气阳极3真空钎焊一次焊接成活率;盖板2排气阳极固定孔采用锥孔,以提高排气阳极3装配质量、效率;提杆1设计有防差错柱,防差错柱高度比盖板2厚度要高,盖板2装配时提前定位;盖板2中心设计有防差错孔与提杆1防差错柱匹配。通过上述设计,本实用新型排气阳极空钎焊工装一次焊接成活率达100%,装配质量、效率高,焊接强度及气密性高,具有较大的实际应用价值。
附图说明
13.图1为排气阳极真空钎焊工装右视图,
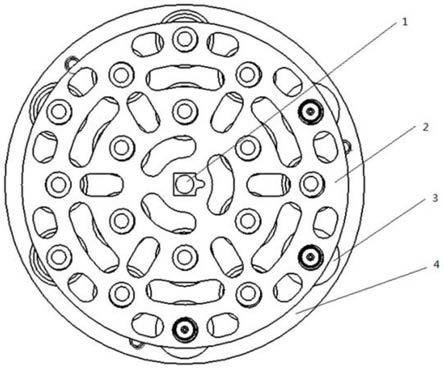
14.图2为排气阳极真空钎焊工装俯视图,
15.图3为排气阳极盖板2顶视图。
16.图中,1是提杆、2是盖板、3是排气阳极、4是底座。
具体实施方式
17.实施例:如图1,图2和图3所示,本实用新型排气阳极真空钎焊工装由不锈钢材料制成,包括提杆1、盖板2、底座4。所述提杆1两端分别连接盖板和底座中心,其中,提杆1有螺丝的部分穿过底座4中心定位孔并用螺母拧紧固定,所述底座4加工出多个通孔台面,该通孔台面为多台阶孔结构,用于安装不同型号尺寸的排气阳极。所述盖板上设置有与底座通孔台面相对应的排气阳极安装孔,排气阳极两端分别安装在盖板排气阳极安装孔和对应的底座通孔台面之间,且所述盖板上设置有若干辐射窗口。所述辐射窗口环绕盖板中心对称分布,所述辐射窗口覆盖连通至少2个通孔台面区域。
18.其中,位于内外两圈通孔台面之间的环向辐射窗口覆盖连通相邻四个通孔台面区域,
19.位于内外两圈通孔台面之间的径向辐射窗口覆盖连通相邻三个通孔台面区域。
20.上述通过特定形状和排列设置的辐射窗口可以有效实现热传递,提高钎焊质量。
21.另外,所述盖板中心孔为带有凸起的方形防差错定位孔,所述提杆1与盖板方形防差错定位孔相匹配的一段为带有凸起的方柱结构,顶部为小圆柱,提杆1底部为方柱结构设置在底座中心定位孔中,并由螺母锁住,通过提杆两端与盖板和底座中心孔的防差错设计,可以有效避免安装错误。同时,防差错的方柱高度比盖板2厚度高,可以在盖板安装时提前定位,有效提高安装效率和精度。所述方柱下方位于盖板与底座之间的为直径大于盖板和底座中心定位孔的圆柱体结构,可以实现盖板和底座对排气阳极的有效安装固定。
22.所述盖板排气阳极安装孔为锥孔,可以有效避免安装倾斜,减少真空泄露,并提高结构强度。
23.本实用新型排气阳极真空钎焊工装实际安装过程,提杆下端通过底座中心孔并由螺母固定锁紧,排气阳极依次由内向外装配到底座通孔台面,盖板锥孔一面朝下,通过防差错定位孔与提杆防差错方柱匹配安装,安装好后,再进行后续真空钎焊,排气阳极空钎焊一次焊接成活率达100%,装配质量、效率高,焊接强度及气密性高,大幅提高产品的气密性和性能,具有较大的实际应用价值。
24.以上所述,仅是本实用新型的较佳实施案例,并非对本实用新型作任何形式上的限制,任何未脱离本实用新型方案内容,依据本实用新型的技术实质对以上实施案例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围内。
技术特征:
1.一种排气阳极真空钎焊工装,其特征在于,包括提杆(1)、盖板(2)、底座(4),所述提杆(1)两端分别连接盖板和底座中心,其中,提杆(1)有螺丝的部分穿过底座(4)中心定位孔并用螺母拧紧固定,所述底座(4)加工出多个通孔台面,该通孔台面为多台阶孔结构,所述盖板上设置有与底座通孔台面相对应的排气阳极安装孔,排气阳极(3)两端分别安装在盖板排气阳极安装孔和对应的底座通孔台面之间,且所述盖板上设置有若干辐射窗口。2.根据权利要求1所述排气阳极真空钎焊工装,其特征在于,所述盖板中心孔为带有凸起的方形防差错定位孔。3.根据权利要求1所述排气阳极真空钎焊工装,其特征在于,所述提杆(1)与盖板方形防差错定位孔相匹配的一段为带有凸起的方柱结构,顶部为小圆柱,方柱下方位于盖板与底座之间的为直径大于盖板和底座中心定位孔的圆柱体结构,提杆(1)底部为方柱结构设置在底座中心定位孔中,并由螺母锁住。4.根据权利要求1所述排气阳极真空钎焊工装,其特征在于,所述盖板排气阳极安装孔为锥孔。5.根据权利要求1所述排气阳极真空钎焊工装,其特征在于,所述辐射窗口环绕盖板中心对称分布。6.根据权利要求1所述排气阳极真空钎焊工装,其特征在于,所述辐射窗口覆盖连通至少2个通孔台面区域。7.根据权利要求6所述排气阳极真空钎焊工装,其特征在于,位于内外两圈通孔台面之间的环向辐射窗口覆盖连通相邻四个通孔台面区域。8.根据权利要求6所述排气阳极真空钎焊工装,其特征在于,位于内外两圈通孔台面之间的径向辐射窗口覆盖连通相邻三个通孔台面区域。
技术总结
本实用新型属于真空钎焊技术领域,涉及一种排气阳极真空钎焊工装。本实用新型一种排气阳极真空钎焊工装包括提杆(1)、盖板(2)、底座(4),所述提杆(1)两端分别连接盖板和底座中心,其中,提杆(1)有螺丝的部分穿过底座(4)中心定位孔并用螺母拧紧固定。所述底座(4)加工出多个通孔台面,该通孔台面为多台阶孔结构,所述盖板上设置有与底座通孔台面相对应的排气阳极安装孔,排气阳极(3)两端分别安装在盖板排气阳极安装孔和对应的底座通孔台面之间,且所述盖板上设置有若干辐射窗口。本实用新型排气阳极空钎焊一次焊接成活率达100%,装配质量、效率高,焊接强度及气密性高,大幅提高产品的气密性和性能,具有较大的实际应用价值。具有较大的实际应用价值。具有较大的实际应用价值。
技术研发人员:田志远 陈禹 承军 陈玉林 王欣 梁俊萌 张亮
受保护的技术使用者:中国航空工业集团公司西安飞行自动控制研究所
技术研发日:2021.08.27
技术公布日:2022/2/11