1.本实用新型涉及钢材检测技术领域,尤其涉及一种在线使用的带钢同板差检测装置。
背景技术:
2.由于轧制的设备的校准不够准确或者工艺的设置不恰当,轧制的带钢中间与两边在垂直方向上会存在厚度差,形成横弯、波浪或扭曲等形状的同板差,导致带材的平直度不合格。
3.这种带钢的形变,会导致后续轧制的道次难度大,容易产生跑偏或断带,增加了板形平直修正的难度;并导致带钢的表面清洗不均匀,进而导致带钢的表面质量不合格;还会导致带钢分切成的板形一致性差,存在较大的质量风险;
4.现有技术的带材同板差测量需要停机截取样板,并通过千分尺测量样板的纵向厚度或横向厚度,由于形变的位置为离散分布,手工截取样板的方法的测量精度差,存在较大的质量风险。
5.由于需要停机才能取样检测,既影响带钢的生产效率,又浪费了较多的检测人员的劳力。
技术实现要素:
6.针对上述缺陷,本实用新型的目的在于提出一种用在线使用的带钢同板差检测装置,不仅可避免停机取样,还可减少检测的劳力浪费,并且可提高生产和检验的工作效率。
7.为达此目的,本实用新型采用以下技术方案:
8.一种在线使用的带钢同板差检测装置,架设于运送轧制后待检带钢的输出线,包括安装架、上导辊、下导辊、第一伸缩探测针、上限位板、下限位板、导通片和报警器;
9.所述安装架的中部设置有前后贯通的空腔;所述空腔的下部架设有用于导送所述待检带钢的一对所述上导辊和一对所述下导辊;所述下导辊位于对应的所述上导辊的下方,所述下导辊和所述下导辊的左右两端分别穿过所述安装架的左右边框;
10.所述上限位板和所述下限位板分别架设于所述上导辊的上方,所述上限位板位于所述下限位板的上方;所述上限位板和所述下限位板之间的间距为设定的阈值;
11.两个所述上导辊之间至少安装有一个所述第一伸缩探测针;所述第一伸缩探测针的下端抵于向前运行的所述待检带钢的上表面,并跟随所述待检带钢上下运动;所述第一伸缩探测针的上端向上穿过所述上限位板和所述下限位板插装于所述安装架的上边框,所述第一伸缩探测针的外侧面与所述安装架、所述上限位板和所述下限位板之间均留有间隙;
12.所述导通片套装于所述第一伸缩探测针的下端,并位于所述上限位板和所述下限位板之间;所述上限位板、所述下限位板和所述导通片均为电导体;所述导通片与所述报警器的正极电性连接,所述上限位板和所述下限位板分别与所述报警器的负极电性连接;
13.当所述第一伸缩探测针的向上或向下伸缩运动的位移大于所述设定阈值,且所述导通片与所述上限位板或所述下限位板接触时,所述报警器的正负极连通,所述报警器开启并发出报警信号。
14.进一步的,还包括限位螺杆、螺杆安装座和两个第二伸缩探测针;
15.两个所述第二伸缩探测针均安装于两个所述上导辊之间,且分别靠近所述安装架的左边框和右边框设置;所述第一伸缩探测针位于两个所述第二伸缩探测针之间;
16.所述第二伸缩探测针的下端抵于向前运行的所述待检带钢的上表面,并跟随所述待检带钢上下运动;所述第二伸缩探测针的上端向上穿过所述上限位板和所述下限位板安装于所述安装架的上边框,所述第二伸缩探测针的外侧面与所述安装架、所述上限位板和所述下限位板之间均留有间隙;
17.所述螺杆安装座安装于所述第二伸缩探测针的中部,所述螺杆安装座位于所述上限位板和所述下限位板之间;
18.所述上限位板和所述下限位板均设有螺杆安装孔,所述螺杆安装孔靠近所述第二伸缩探测针设置;所述限位螺杆的中部固定安装于所述螺杆安装座,所述限位螺杆的上下两端分别通过所述上限位板的所述螺杆安装孔和所述下限位板的所述螺杆安装孔与所述上限位板和所述下限位板螺接;
19.旋转套设于所述限位螺杆的上下两端的螺母,可带动所述上限位板和所述下限位板上下运动,以调整所述上限位板和所述下限位板之间的间隙。
20.具体的,所述第二伸缩探测针和所述第一伸缩探测针的中轴线均位于垂直于所述待检带钢的运行方向的同一平面;
21.所述第二伸缩探测针跟随向前运行的所述待检带钢上下运动,通过所述限位螺杆带动所述上限位板和所述下限位板上下运动,当所述第二伸缩探测针的下端部与所述第一伸缩探测针的下端部的高度差大于所述上限位板和所述下限位板之间的间隙时,所述导通片与所述上限位板或所述下限位板接触,所述报警器的正负极连通,所述报警器开启并发出报警信号。
22.进一步的,所述上限位板和所述下限位板的左右两端均设有下定位槽;
23.所述下定位槽朝向左右两侧延伸,并所述下定位槽的左右方向的外侧边靠近所述安装架的左边框的右侧面或所述安装架的右边框的左侧面;
24.所述第二伸缩探测针的中部位于所述下定位槽,所述第二伸缩探测针可在所述下定位槽中左右移动与固定。
25.进一步的,所述安装架的上边框的左右两端还均设有上定位槽;
26.所述上定位槽位于对应的所述下定位槽的上方,所述第二伸缩探测针的上端位于所述下定位槽,所述第二伸缩探测针的中部在所述下定位槽中左右移动。
27.进一步的,所述上限位板和所述下限位板的左右两端均设有多个所述螺杆安装孔,多个所述螺杆安装孔间隔排列于所述下定位槽的边缘;
28.多个所述螺杆安装孔的中轴线均位于垂直于所述待检带钢的运行方向的同一直平面。
29.进一步的,还包括导辊调节螺杆;
30.两个所述导辊调节螺杆分别安装于所述安装架的左右边框内,所述导辊调节螺杆
的上端外露于所述安装架的上方,所述导辊调节螺杆的下端位于两个所述上导辊之间,所述导辊调节螺杆的下端部伸入两个所述上导辊和两个所述下导辊之间,所述导辊调节螺杆的下端部的上侧面与所述上导辊的下侧面相抵;
31.旋转所述导辊调节螺杆可带动所述上导辊上下移动,以调整两个所述上导辊和两个所述下导辊之间的间距。
32.一些实施例中,所述第二伸缩探测针的下端部的外侧面与靠近的所述待检带钢的左边缘或右边缘所在的平面相切。
33.还有的实施例中,所述第二伸缩探测针的下端部的中心处为向下突出的圆球形,所述第二伸缩探测针的下端部的中心点与所述待检带钢的边缘所在的之间的间距为5-8mm。
34.本实用新型的技术方案的有益效果为:所述在线使用的带钢同板差检测装置,包括安装架、上导辊、下导辊、上限位板、下限位板、导通片、报警器和一个以上的第一伸缩探测针,还包括限位螺杆、螺杆安装座和两个第二伸缩探测针;不仅可以检测纵向同板差,还可以有效的检测带钢的横向同板差,并具有对应的报警功能,既可以避免停机取样,减少检测的劳力浪费,又可提高生产和检验的工作效率。
附图说明
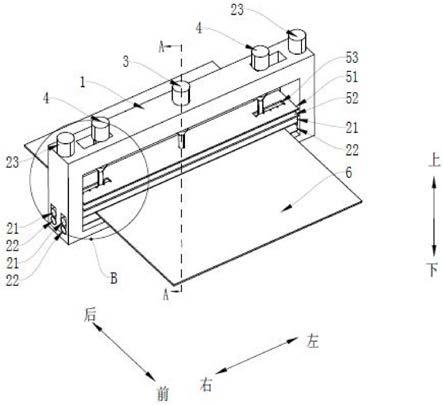
35.图1是本实用新型的一个实施例的装结构示意图;
36.图2为图1中的a-a的结构示意图;
37.图3为图1中的b部分的局部放大图;
38.其中:安装架1;上导辊21;下导辊22;导辊调节螺杆23;第一伸缩探测针3;第二伸缩探测针4;螺杆安装座41;上限位板51;下限位板52;下定位槽53;螺杆安装孔54;待检带钢6;导通片7;限位螺杆8和上定位槽11。
具体实施方式
39.下面结合附图1-3并通过具体实施方式来进一步说明本实用新型的技术方案。
40.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
41.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接连接,可以说两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型的具体含义。
42.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮
廓的内外。
43.一种在线使用的带钢同板差检测装置,架设于运送轧制后待检带钢6的输出线,包括安装架1、上导辊21、下导辊22、第一伸缩探测针3、上限位板51、下限位板52、导通片7和报警器;
44.所述安装架1的中部设置有前后贯通的空腔;所述空腔的下部架设有用于导送所述待检带钢6的一对所述上导辊21和一对所述下导辊22;所述下导辊 22位于对应的所述上导辊21的下方,所述下导辊22和所述下导辊22的左右两端分别穿过所述安装架1的左右边框;
45.所述上限位板51和所述下限位板52分别架设于所述上导辊21的上方,所述上限位板51位于所述下限位板52的上方;所述上限位板51和所述下限位板 52之间的间距为设定的阈值;
46.两个所述上导辊21之间至少安装有一个所述第一伸缩探测针3;所述第一伸缩探测针3的下端抵于向前运行的所述待检带钢6的上表面,并跟随所述待检带钢6上下运动;所述第一伸缩探测针3的上端向上穿过所述上限位板51和所述下限位板52插装于所述安装架1的上边框,所述第一伸缩探测针3的外侧面与所述安装架1、所述上限位板51和所述下限位板52之间均留有间隙;
47.所述导通片7套装于所述第一伸缩探测针3的下端,并位于所述上限位板 51和所述下限位板52之间;所述上限位板51、所述下限位板52和所述导通片7均为电导体;所述导通片7与所述报警器的正极电性连接,所述上限位板51 和所述下限位板52分别与所述报警器的负极电性连接;
48.当所述第一伸缩探测针3的向上或向下伸缩运动的位移大于所述设定阈值,且所述导通片7与所述上限位板51或所述下限位板52接触时,所述报警器的正负极连通,所述报警器开启并发出报警信号。
49.带钢同板差是指同一块带钢上的任意两点之间的厚度差的最大值。有的带钢出厂时只检测与轧制方向相同方向的纵向厚度检验,即纵向同板差检验;对于轧后还要进行焊接或继续加工的带钢,如造船、锅炉、桥梁或冲压用的钢板,除了要检验纵向同板差,还要进行横向厚度的检验,即横向同板差检验,以确保板材和及其制品的平直度。
50.如图1-3所示,本实用新型的所述在线使用的带钢同板差检测装置,包括安装架1、上导辊21、下导辊22、上限位板51、下限位板52、导通片7、报警器和一个以上的第一伸缩探测针3,第一伸缩探测针3安装于上限位板51和下限位板52之间;设定上限位板51和下限位板52之间的间距为厚度差值的最大允许值,即定义为阈值;第一伸缩探测针3的下端抵于待检带钢6的上表面,并跟随运行的待检带钢6上下运动;当任一个的第一伸缩探测针3向上或向下运动的距离大于上导辊21和下导辊22之间的间隙时,导通片7与上导辊21或下导辊22接触,报警器的正负极导通,报警器开启并发出报警信号,即表明对应的第一伸缩探测针3检测的纵向位置出现了同板差大于最大允许值(即阈值) 的状况,据此检验人员可以进一步测量核实对应位置的待检带钢6的纵向厚度偏差值,并根据实际的纵向厚度偏差值(即纵向同板差)的数值,调整带钢的轧制工艺参数,因此,本实用新型的所述在线使用的带钢同板差检测装置可以有效地检测带钢的纵向同板差,并能在纵向同板差大于最大允许值时发出报警信号,提醒检验人员调整修正带钢的轧制工艺参数,无需停机检测,也无需人工切割
取样,操作便利,节省劳力,且有效性高。
51.进一步的,还包括限位螺杆8、螺杆安装座41和两个第二伸缩探测针4;
52.两个所述第二伸缩探测针4均安装于两个所述上导辊21之间,且分别靠近所述安装架1的左边框和右边框设置;所述第一伸缩探测针3位于两个所述第二伸缩探测针4之间;
53.所述第二伸缩探测针4的下端抵于向前运行的所述待检带钢6的上表面,并跟随所述待检带钢6上下运动;所述第二伸缩探测针4的上端向上穿过所述上限位板51和所述下限位板52安装于所述安装架1的上边框,所述第二伸缩探测针4的外侧面与所述安装架1、所述上限位板51和所述下限位板52之间均留有间隙;
54.所述螺杆安装座41安装于所述第二伸缩探测针4的中部,所述螺杆安装座 41位于所述上限位板51和所述下限位板52之间;
55.所述上限位板51和所述下限位板52均设有螺杆安装孔54,所述螺杆安装孔54靠近所述第二伸缩探测针4设置;所述限位螺杆8的中部固定安装于所述螺杆安装座41,所述限位螺杆8的上下两端分别通过所述上限位板51的所述螺杆安装孔54和所述下限位板52的所述螺杆安装孔54与所述上限位板51和所述下限位板52螺接;
56.旋转套设于所述限位螺杆8的上下两端的螺母,可带动所述上限位板51和所述下限位板52上下运动,以调整所述上限位板51和所述下限位板52之间的间隙。
57.如图3所示,可通过旋转套设于所述限位螺杆8的上下两端的螺母,带动所述上限位板51和所述下限位板52上下运动,可以调节所述上限位板51和所述下限位板52之间的间隙,以实现阈值的设置和修正。
58.具体的,所述第二伸缩探测针4和所述第一伸缩探测针3的中轴线均位于垂直于所述待检带钢6的运行方向的同一平面;
59.所述第二伸缩探测针4跟随向前运行的所述待检带钢6上下运动,通过所述限位螺杆8带动所述上限位板51和所述下限位板52上下运动,当所述第二伸缩探测针4的下端部与所述第一伸缩探测针3的下端部的高度差大于所述上限位板51和所述下限位板5之间的间隙时,所述导通片7与所述上限位板51 或所述下限位板52接触,所述报警器的正负极连通,所述报警器开启并发出报警信号。
60.如图1-3所示,第二伸缩探测针4和第一伸缩探测针3的中轴线均位于垂直于待检带钢6的运行方向的同一平面,即第二伸缩探测针4和第一伸缩探测针3的下端部对应的检测点为待检带钢6的同一横截面的左右边部和中部,第二伸缩探测针4的下端部与第一伸缩探测针3的下端部的高度差即为横向同板差,当所述二伸缩探测针4的下端部与所述第一伸缩探测针3的下端部的高度差大于所述上限位板51和所述下限位板5之间的间隙时,即表明横向同板差大于最大允许值(即阈值),因此,本实用新型的所述在线使用的带钢同板差检测装置不仅可以检测纵向同板差,还可以有效的检测带钢的横向同板差,并具有对应的报警功能。
61.进一步的,所述上限位板51和所述下限位板52的左右两端均设有下定位槽53;
62.所述下定位槽53朝向左右两侧延伸,并所述下定位槽53的左右方向的外侧边靠近所述安装架的左边框的右侧面或所述安装架的右边框的左侧面;
63.所述第二伸缩探测针4的中部位于所述下定位槽53,所述第二伸缩探测针4可在所述下定位槽53中左右移动与固定。
64.如图3所示,在转产轧制不同宽度的待检带钢6时,需要左右移动调整第二伸缩探测针4的位置,以确保第二伸缩探测针4的下端部检测的为对应的待检带钢6的边部,可通过左右移动两个第二伸缩探测针4可在下定位槽53中的位置,以使左右两个第二伸缩探测针4的下端部分别靠近待检带钢6的左右边缘,以有效检测待检带钢6的左右两边的钢板厚度是否有异常。
65.进一步的,所述安装架1的上边框的左右两端还均设有上定位槽11;
66.所述上定位槽11位于对应的所述下定位槽53的上方,所述第二伸缩探测针4的上端位于所述下定位槽53,所述第二伸缩探测针4的中部在所述下定位槽53中左右移动时,所述第二伸缩探测针4的上端同步在所述上定位槽11中左右移动。
67.如图1-3所示,第二伸缩探测针4的上下端可分别在上定位槽11和下定位槽53中左右同步移动,可以使所述第二伸缩探测针4的上下端的中心点均位于垂直于所述待检带钢6的上表面的同一平面内,以提高检测的有效性和一致性。
68.进一步的,所述上限位板51和所述下限位板52的左右两端均设有多个所述螺杆安装孔54,多个所述螺杆安装孔54间隔排列于所述下定位槽53的边缘;
69.多个所述螺杆安装孔54的中轴线均位于垂直于所述待检带钢6的运行方向的同一直平面。
70.如图3所示,在转产轧制不同宽度的待检带钢6时,需要左右移动调整第二伸缩探测针4的位置,以确保第二伸缩探测针4的下端部检测的为对应的待检带钢6的边部,并可通过相应的螺杆安装孔54将限位螺杆8的两端上限位板 51和下限位板52螺接,使上限位板51和下限位板52可保持与第二伸缩探测针 4同步上下运动,以实现横向同板差的有效检测,并保持报警功能有效。
71.进一步的,还包括导辊调节螺杆23;
72.两个所述导辊调节螺杆23分别安装于所述安装架1的左右边框内,所述导辊调节螺杆23的上端外露于所述安装架1的上方,所述导辊调节螺杆23的下端位于两个所述上导辊21之间,所述导辊调节螺杆23的下端部伸入两个所述上导辊21和两个所述下导辊22之间,所述导辊调节螺杆23的下端部的上侧面与所述上导辊21的下侧面相抵;
73.旋转所述导辊调节螺杆23可带动所述上导辊21上下移动,以调整两个所述上导辊21和两个所述下导辊22之间的间距。
74.如图3所示,可以通过旋转所述导辊调节螺杆2调整两个所述上导辊21和两个所述下导辊22之间的间距,以适应不同厚度的待检带钢6的同板差检测。
75.一些实施例中,所述第二伸缩探测针4的下端部的外侧面与靠近的所述待检带钢6的左边缘或右边缘所在的平面相切。
76.如果轧辊有微小角度的倾斜,待检带钢6的左右两侧的边缘部位的厚度容易产生明显的差异,因此,需要重点检测待检带钢6的左右两侧的边缘部位的厚度。
77.如此设置,可使第二伸缩探测针4的下端部尽量靠近待检带钢6的左边缘或右边缘,以有效检测待检带钢6的边缘部位的纵向同板差或横向同板差。
78.还有的实施例中,所述第二伸缩探测针4的下端部的中心处为向下突出的圆球形,所述第二伸缩探测针4的下端部的中心点与所述待检带钢6的边缘所在的之间的间距为5-8mm。
79.具体地,第二伸缩探测针4的下端部的中心处为向下突出的球形检测头,设定第二伸缩探测针4的下端部的中心点与待检带钢6的边缘所在的之间的间距为5-8mm,可使第二伸缩探测针4的检测头的检测范围更有效地靠近待检带钢6的边缘部位。
80.综上所述,如图1-3所示的本实用新型的实施例,所述在线使用的带钢同板差检测装置,包括安装架1、上导辊21、下导辊22、上限位板51、下限位板 52、导通片7、报警器和一个以上的第一伸缩探测针3,还包括限位螺杆8、螺杆安装座41和两个第二伸缩探测针4;不仅可以检测纵向同板差,还可以有效的检测带钢的横向同板差,并具有对应的报警功能,既可以避免停机取样,减少检测的劳力浪费,又可提高生产和检验的工作效率。
81.以上结合具体实施例描述了本实用新型的技术原理。这些描述只是为了解释本实用新型的原理,而不能以任何方式解释为对本实用新型保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本实用新型的其它具体实施方式,这些方式都将落入本实用新型的保护范围之内。