1.本实用新型属于激光切割技术领域,具体涉及一种用于激光切割机的切割头防撞装置。
背景技术:
2.激光切割机为一种热切割的下料机床,其切割时不可避免造成边角板材翘边,或者切割出的小料工件受齿钉板及切割吹气的双重影响产生翻转凸起,发生这类情况时极有可能出现切割头与工件的碰撞而损坏切割头。因为激光切割头造价昂贵,为此很有必要对其进行全方位防撞保护,而目前常用的全方位切割头防撞装置主要两种:
3.第一种是在切割头安装板背面安装磁铁实现前后防撞+丝杆螺母座连接板上安装磁铁实现上下避撞,这两处磁铁共同抵抗左右方向的侧向防撞。该装置缺陷:结构较复杂,需要安2套磁铁结构,同时没有稳定的连接结构,安装调试时切割头的垂直度调整每次都需要花费较长时间。
4.第二种是在切割头底板背面安装磁铁+各种形式的定位销实现全方位定位,该定位销定位配合深度较浅,目的在于当切割头真正碰撞后磁铁半脱落,定位销能够挤破其配合深度而滑出切割头过渡板。该装置缺陷:安装各种形式的定位销(有球头圆柱销,自制倒角圆柱销等),它们对加工精度有较高要求,所谓的销孔尖端配合深度很难把握,过深则销不会脱落,而使切割头防撞保护失效;过浅则失去销的精密配合定位。同时,该装置防碰撞次数有限,用不了多久与销尖端配合的销孔就会损坏,不得不更换带有销孔的切割头过渡板。
技术实现要素:
5.本实用新型的目的是为了解决现有技术中存在的缺陷与不足,设计的一种结构简单,稳定可靠,既能够实现快速定位,又能够保证防撞保护效果的用于激光切割机的切割头防撞装置。
6.为实现上述目的,本实用新型所采用的技术方案是:一种用于激光切割机的切割头防撞装置,包括安装座、激光切割头以及用于连接安装座和激光切割头的防撞机构,所述防撞机构包括分别与安装座和激光切割头连接的过渡板和底板,所述过渡板和底板之间通过定位组件配合连接,所述过渡板上还设有激光切割头受到撞击时执行系统急停命令的感应组件,以及避免激光切割头受到撞击时带动底板从过渡板上脱落的连接组件。
7.优选的,所述定位组件包括水平定位件和左右定位件。
8.优选的,所述水平定位件包括设置在过渡板上,且与底板底部相配合的水平台阶面。
9.优选的,所述左右定位件包括对称设置在过渡板左右两侧的定位孔,所述底板对应定位孔的位置设有轴承钢球和将轴承钢球压紧在定位孔内的压缩弹簧,所述压缩弹簧一端连接轴承钢球,另一端通过盖板固定在底板上。
10.优选的,所述定位孔的深度小于轴承钢球的半径,所述压缩弹簧垂直设置在过渡板和底板之间。
11.优选的,所述底板靠近过渡板的一侧还均匀分布有多个带沉头孔磁石。
12.优选的,所述感应组件包括设置在过渡板顶部中间位置的安装槽和设置在安装槽内与激光切割机信号连接的感应灯。
13.优选的,所述感应灯与底板之间的距离为0.5mm,且感应灯的最大感应距离为3mm。
14.优选的,所述连接组件包括拉伸弹簧,所述拉伸弹簧的两端分别通过螺钉固定在过渡板和底板上。
15.采用上述技术方案后,本实用新型提供的一种用于激光切割机的切割头防撞装置具有以下有益效果:
16.(1)本实用新型过渡板上设置与底板底部相配合的台阶面,不仅能够实现激光切割头水平方向的快速定位,还能克服激光切割头+底板的自重,避免了在提高抬枪速度的时候,需要在有限的切割头底板空间上通过增加磁石数量或增大磁石规格来克服自重的问题;
17.(2)本实用新型过渡板顶部加工有开式的感应灯安装槽,感应灯走线方便,顺势而上,不需要拐弯,操作方便;
18.(3)本实用新型通过左右2组轴承钢球+压缩弹簧+盖板的结构替代常规各类结构形式的定位销,完全规避了背景技术中两种结构的不足,不仅结构简单制作方便,而且降低了加工的工艺性要求;
19.(4)本实用新型轴承钢球+压缩弹簧通过盖板固定在切割头底板的开孔内,承受一定的预紧力,通过测试和合理计算受力,选择合适的压缩弹簧,使其在磁铁的吸引的作用下,通过弹簧压缩传递给轴承钢球与开有定位孔的过渡板,实现球面的全方位快速定位,同时能够承受一定范围内抵抗侧向滑移的能力;
20.(5)本实用新型轴承钢球+压缩弹簧实质为一个柔性的定位销,不存在传统切割头防撞装置上面的定位销插入深度过深定位度过高而导致切割头受撞击后不起到错位缓冲作用的问题。
21.因此,本实用新型不仅结构简单,制作方便,对加工工艺性要求一般,而且能够实现激光切割头安装的快速定位;同时,当激光切割头真正发生全方位的碰撞时,能够快速停机实现防撞保护,整体稳定性较高,不存在过渡板易损等问题。
附图说明
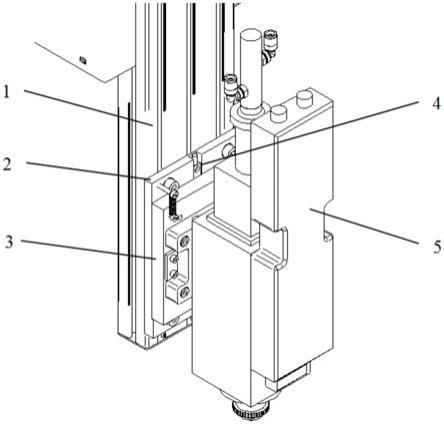
22.图1为本实用新型一种用于激光切割机的切割头防撞装置的结构示意图;
23.图2为本实用新型一种用于激光切割机的切割头防撞装置的部分结构示意图;
24.图3为图2中a-a侧剖视图;
25.图4为图3中部分结构放大示意图;
26.图5为图2中b-b侧剖视图;
27.图6为本实用新型中过渡板的结构示意图;
28.图7为图6中c-c侧剖视图。
29.其中:安装座1、过渡板2、底板3、感应灯4、激光切割头5、安装槽6、定位孔7、台阶面
8、拉伸弹簧9、盖板10、压缩弹簧11、轴承钢球12、带沉头孔磁石13。
具体实施方式
30.下面结合附图和具体实施方式对本实用新型作进一步清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
32.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
33.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
34.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
35.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
36.本实用新型一种用于激光切割机的切割头防撞装置,如图1-7所示,包括安装座1、激光切割头5以及用于连接安装座1和激光切割头5的防撞机构,所述安装座1安装在丝杆螺
母座的z轴升降铝型材上,用于实现激光切割头5的上下运动。
37.所述防撞机构包括分别与安装座1和激光切割头5连接的过渡板2和底板3,所述过渡板2设计四个沉头孔,安装在z轴铝型材的安装座1上,所述过渡板2和底板3之间通过定位组件配合连接,所述过渡板2上还设有激光切割头5受到撞击时执行系统急停命令的感应组件,以及避免激光切割头5受到撞击时带动底板3从过渡板2上脱落的连接组件。
38.所述感应组件包括设置在过渡板2顶部中间位置的安装槽6和设置在安装槽6内与激光切割机信号连接的感应灯4,所述感应灯4与底板3之间的距离为0.5mm,且感应灯4的最大感应距离为3mm,当底板3与感应灯4距离超过2.5mm,感应灯判定动作,认定安装在切割头底板上的激光切割头5受撞击,执行系统急停命令。
39.所述定位组件包括水平定位件和左右定位件,所述水平定位件包括设置在过渡板2上,且与底板3底部相配合的水平台阶面8,通过台阶面8能够实现底板3与过渡板2水平方向的快速定位,所述左右定位件包括对称设置在过渡板2左右两侧的定位孔7,所述底板3对应定位孔7的位置设有轴承钢球12和将轴承钢球12压紧在定位孔7内的压缩弹簧11,所述压缩弹簧11一端连接轴承钢球12,另一端通过盖板10固定在底板3上,所述压缩弹簧11垂直设置在过渡板2和底板3之间,安装时,先粗定位好底板3,然后将轴承钢球12连同压缩弹簧11及压缩弹簧盖板10装好,用木槌或铜棒轻轻敲打切割头底板,并不断用2mm塞尺检查底板3与过渡板2是否完全贴合,如塞尺都塞不进去,则证明已经安装就位,所述定位孔7的深度小于轴承钢球12的半径,具体的,轴承钢球12的半径为5mm,定位孔7的深度为4.5mm,由于当感应灯4判定超过2.5mm就执行急停动作,此时理论不算计电气判定时间,轴承钢球12还有2mm陷入深度的动作延迟,因此,通常出现切割头碰撞后,轴承钢球12不易脱落本体,能够实现碰撞后的激光切割头5快速就位。
40.所述底板3靠近过渡板2的一侧还均匀分布有多个带沉头孔磁石13,具体的,本实施例安装有5组带沉头孔磁石13,磁石布置成五花型,通常只需安装4组,当激光切割头5过重则加装中心的一组。
41.进一步的,压缩弹簧11的弹簧刚度选用10n/mm左右的为宜,不至于压缩弹簧11力道过小,定心可靠性不足,也不至于压缩弹簧11过于紧绷,抵消过大的磁石吸引力。
42.所述连接组件包括拉伸弹簧9,所述拉伸弹簧9的两端分别通过螺钉固定在过渡板2和底板3上,安装后拉伸弹簧9承受一定的拉力(预紧力),从而避免激光切割头5撞击后脱落本体而受到更大的损伤。
43.综上所述,本实用新型提供的一种用于激光切割机的切割头防撞装置,采用轴承钢球+压缩弹簧+盖板的技术方案,替代了传统的各类定位销,完全规避了现有结构中存在的不足,不仅结构简单,制作方便,对加工工艺性要求一般,而且能够实现激光切割头安装的快速定位;同时,当激光切割头真正发生全方位的碰撞时,能够快速停机实现防撞保护,整体稳定性较高,不存在过渡板易损等问题,具有很大的市场价值,值得广泛推广应用。
44.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。