1.本实用新型涉及防误送料技术领域,具体为一种多工位模具零件到位装置。
背景技术:
2.多工位生产过程中,多工位模具零件放置到位感应装置是很重要的一个组件,如果发生感应异常,轻则生产异常中断、产品尺寸不合格或产品报废,重则损坏模具,而多工位模具密封生产,生产速度快,因此零件放置到位感应装置的有效性至关重要。
3.传统的零件放置到位感应装置分为安装座,感应器,其特点为:零件必须100%放置到位,达到感应器感应距离时才能触动开始工作,如果生产速度过快、零件的变化导致感应器不工作,经常产生生产中断,严重影响生产效率,严重时会导致模具损坏。
技术实现要素:
4.针对现有技术的不足,本实用新型提供了一种多工位模具零件到位装置,具备结构简单,制造成本低,可以根据零件的轻微跳动、放置延时等都能感应到零件的具体位置状态,能彻底杜绝因零件放置不到位导致的生产中断及模具损坏的优点,解决了上述背景技术中提出的问题。
5.本实用新型提供如下技术方案:一种多工位模具零件到位装置,包括安装座、感应器开关、限位螺母、弹簧、垫片和两个锁紧螺母,所述安装座左端的两侧设有固定孔,通过固定孔的设置,便于把安装座固定在模具上,所述安装座的四角是弧形,所述安装座的底部连接有防滑垫,通过防滑垫的设置,增加了安装座与模具之间的摩擦力,该装置可以固定的更牢固,所述安装座右端的中部通过两个锁紧螺母与感应器连接,感应器的顶部设有感应器开关,所述安装座上方的锁紧螺母的顶部与弹簧的一端连接,所述弹簧的另一端与垫片的底部连接,所述感应器开关与弹簧和垫片的内腔均活动连接,所述感应器开关顶端的外圈螺纹连接有限位螺母,所述限位螺母的底部与垫片的顶部接触,通过弹簧的设置,零件放置时,零件会向下按压感应器开关,感应器开关向下移动,且在零件放下时因零件的自重,感应器刚好能与零件贴合,触动感应器工作,提高感应灵敏度,零件取走后,感应器开关在弹簧的回弹力的作用下会向上移动至初始位置处,生产中,每放一次零件,感应器开关都会根据零件一起运动,当材料送到位时,感应器开关打开,机床开始冲压,该装置可以根据零件的轻微跳动、放置延时等都能感应到零件的具体位置状态,能彻底杜绝因零件放置不到位导致的生产中断及模具损坏。
6.优选的,两个所述锁紧螺母分别位于安装座的顶部和底部,所述锁紧螺母与感应器螺纹连接,所述垫片的外直径大于锁紧螺母和限位螺母的外直径,通过两个锁紧螺母的设置,便于感应器与安装座的固定或分离。
7.优选的,零件未放置时,感应器高出模具型面2mm,所述感应器开关高出模具型面5mm,若零件未到位多过5mm或放偏,感应器不工作,机床不会工作,如小于5mm,感应器继续工作防止因生产速度快导致零件放置延迟及小偏差导致生产中断及模具损坏。
8.与现有技术对比,本实用新型具备以下有益效果:
9.1、该多工位模具零件到位装置,通过安装座、感应器开关、限位螺母、弹簧、垫片和两个锁紧螺母的配合使用,该装置可以根据零件的轻微跳动、放置延时等都能感应到零件的具体位置状态,能彻底杜绝因零件放置不到位导致的生产中断及模具损坏,且该装置结构简单,制造成本低,易于推广。
10.2、该多工位模具零件到位装置,通过弹簧的设置,零件放置时,零件会向下按压感应器开关,感应器开关向下移动,且在零件放下时因零件的自重,感应器刚好能与零件贴合,触动感应器工作,提高感应灵敏度,零件取走后,感应器开关在弹簧的回弹力的作用下会向上移动至初始位置处,生产中,每放一次零件,感应器开关都会根据零件一起运动,当材料送到位时,感应器开关打开,机床开始冲压。
附图说明
11.图1为本实用新型结构俯视示意图;
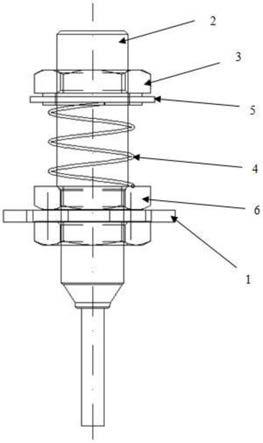
12.图2为本实用新型结构正视示意图。
13.图中:1、安装座;2、感应器开关;3、限位螺母;4、弹簧;5、垫片;6、锁紧螺母。
具体实施方式
14.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
15.请参阅图1和2,一种多工位模具零件到位装置,包括安装座1、感应器开关2、限位螺母3、弹簧4、垫片5和两个锁紧螺母6,安装座1左端的两侧设有固定孔,通过固定孔的设置,便于把安装座1固定在模具上,安装座1的四角是弧形,安装座1的底部连接有防滑垫,通过防滑垫的设置,增加了安装座1与模具之间的摩擦力,该装置可以固定的更牢固,安装座右端的中部通过两个锁紧螺母6与感应器连接,感应器的顶部设有感应器开关2,安装座1上方的锁紧螺母6的顶部与弹簧4的一端连接,弹簧4的另一端与垫片5的底部连接,感应器开关2与弹簧4和垫片5的内腔均活动连接,感应器开关2顶端的外圈螺纹连接有限位螺母3,限位螺母3的底部与垫片5的顶部接触,通过弹簧4的设置,零件放置时,零件会向下按压感应器开关2,感应器开关2向下移动,且在零件放下时因零件的自重,感应器刚好能与零件贴合,触动感应器工作,提高感应灵敏度,零件取走后,感应器开关2在弹簧4的回弹力的作用下会向上移动至初始位置处,生产中,每放一次零件,感应器开关都会根据零件一起运动,当材料送到位时,感应器开关打开,机床开始冲压,根据零件的轻微跳动、放置延时等都能感应到零件的具体位置状态,能彻底杜绝因零件放置不到位导致的生产中断及模具损坏。
16.两个锁紧螺母6分别位于安装座1的顶部和底部,锁紧螺母6与感应器螺纹连接,垫片5的外直径大于锁紧螺母6和限位螺母3的外直径,通过两个锁紧螺母6的设置,便于感应器与安装座1的固定或分离。
17.零件未放置时,感应器高出模具型面2mm,感应器开关2高出模具型面5mm,若零件未到位多过5mm或放偏,感应器不工作,机床不会工作,如小于5mm,感应器继续工作防止因
生产速度快导致零件放置延迟及小偏差导致生产中断及模具损坏。
18.工作原理:使用时,使用者把该装置安装在合适的位置处,调节感应器和感应器开关2的高度,使感应器高出模具型面2mm,感应器开关高出模具型面5mm,生产中,每放一次零件,感应器开关2都会根据零件一起运动,当材料送到位时,感应器开关打开,机床开始冲压,若零件未到位多过5mm或放偏,感应器不工作,机床不会工作,如小于5mm,感应器继续工作防止因生产速度快导致零件放置延迟及小偏差导致生产中断及模具损坏。
19.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种多工位模具零件到位装置,包括安装座(1)、感应器开关(2)、限位螺母(3)、弹簧(4)、垫片(5)和两个锁紧螺母(6),其特征在于:所述安装座右端的中部通过两个锁紧螺母(6)与感应器连接,感应器的顶部设有感应器开关(2),所述安装座(1)上方的锁紧螺母(6)的顶部与弹簧(4)的一端连接,所述弹簧(4)的另一端与垫片(5)的底部连接,所述感应器开关(2)与弹簧(4)和垫片(5)的内腔均活动连接,所述感应器开关(2)顶端的外圈螺纹连接有限位螺母(3),所述限位螺母(3)的底部与垫片(5)的顶部接触。2.根据权利要求1所述的一种多工位模具零件到位装置,其特征在于:两个所述锁紧螺母(6)分别位于安装座(1)的顶部和底部,所述锁紧螺母(6)与感应器螺纹连接。3.根据权利要求1所述的一种多工位模具零件到位装置,其特征在于:零件未放置时,感应器高出模具型面2mm,所述感应器开关(2)高出模具型面5mm。4.根据权利要求1所述的一种多工位模具零件到位装置,其特征在于:所述安装座(1)左端的两侧设有固定孔,所述安装座(1)的四角是弧形,所述安装座(1)的底部连接有防滑垫。5.根据权利要求1所述的一种多工位模具零件到位装置,其特征在于:所述垫片(5)的外直径大于锁紧螺母(6)和限位螺母(3)的外直径。
技术总结
本实用新型涉及防误送料技术领域,且公开了一种多工位模具零件到位装置,包括安装座、感应器开关、限位螺母、弹簧、垫片和两个锁紧螺母,所述安装座左端的两侧设有固定孔,所述安装座右端的中部通过两个锁紧螺母与感应器连接。该多工位模具零件到位装置,通过弹簧的设置,零件放置时,零件会向下按压感应器开关,感应器开关向下移动,且在零件放下时因零件的自重,感应器刚好能与零件贴合,触动感应器工作,提高感应灵敏度,零件取走后,感应器开关在弹簧的回弹力的作用下会向上移动至初始位置处,生产中,每放一次零件,感应器开关都会根据零件一起运动,当材料送到位时,感应器开关打开,机床开始冲压。机床开始冲压。机床开始冲压。
技术研发人员:李春国 周水军 张伟 吴贤刚 邱清玉 程鹏 董保河
受保护的技术使用者:杭州宝伟汽车零部件有限公司
技术研发日:2021.09.09
技术公布日:2022/2/11