1.本实用新型涉及机械加工设备技术领域,具体的说,尤其涉及一种多头自动攻丝机用的攻丝胎具装置。
背景技术:
2.目前,在机械加工领域,对材料的钻孔与攻丝通常会采用单钻作业。此类作业时,对材料打孔就需划线标记打孔点或采用套模的方式进行,十分不方便,而且一次打孔结束后,就要通过调整调节装置再打下一个孔,这样反复操作,时间一长就会产生效率低下、误差增大等问题,而采用普通的一种多头自动钻孔攻丝机则易出现在进行下一工序时需要重新定位的问题,导致精度不高。
技术实现要素:
3.本实用新型的目的在于提供一种多头自动攻丝机用的攻丝胎具装置,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种多头自动攻丝机用的攻丝胎具装置,其中,包括胎具本体,所述胎具本体上开设有多个用于定位工件的工件槽,所述胎具本体上还开设有卸件槽,所述卸件槽走向与所述工件槽垂直且横穿所有的所述工件槽,所述工件槽的槽底与工件攻丝位置对应处设置有缓冲孔。
5.优选的,所述缓冲孔均贯穿所述胎具本体以利于排出切屑。
6.优选的,所述胎具本体可拆卸地固定安装在攻丝机的钻孔平台上。
7.优选的,所述工件槽在定位限位部分依待加工工件的外形仿形加工而成。
8.有益效果:与现有技术相比,本实用新型的有益效果是:通过工件槽的设置,待加工工件直接放置在工件槽内并对工件进行限位定位,不需要额外的固定机构,省去了反复的定位操作,工件放入工件槽内即可完成固定和定位,减小了误差,提高了工作效率;缓冲孔的设置,为钻头的钻孔预留一定缓冲距离并且钻孔产生的切屑也可通过缓冲孔排出,防止切屑堆积影响正常的钻孔攻丝操作;卸件槽的设置,在加工完成后通过卸件槽可方便快捷地取出加工完成的工件,进一步提高工作效率。
附图说明
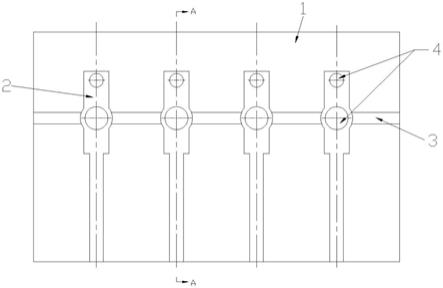
9.图1为本实用新型提出的一种多头自动攻丝机用的攻丝胎具装置的俯视图。
10.图2为图1的a-a剖视图。
11.图3为本实用新型提出的一种多头自动攻丝机用的攻丝胎具装置的立体图。
12.附图中:1-胎具本体、2-工件槽、3-卸件槽、4-缓冲孔。
具体实施方式
13.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实
施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
14.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
实施例
15.请参阅说明书附图,本实用新型实施例中,一种多头自动攻丝机用的攻丝胎具装置,包括胎具本体,所述胎具本体1上开设有多个用于定位工件的工件槽2,所述胎具本体1上还开设有卸件槽3,所述卸件槽3走向与所述工件槽2垂直且横穿所有的所述工件槽2,所述工件槽2的槽底与工件攻丝位置对应处设置有缓冲孔4。
16.进一步的说,所述缓冲孔4均贯穿所述胎具本体1以利于排出切屑。
17.进一步的说,所述胎具本体1可拆卸地固定安装在攻丝机的钻孔平台上。
18.进一步的说,所述工件槽2在定位限位部分依待加工工件的外形仿形加工而成。
19.本实用新型通过工件槽的设置,将待加工工件直接放置在工件槽内并对工件进行限位定位,不需要额外的固定机构,省去了反复的定位操作,工件放入工件槽内即可完成固定和定位,减小了误差,提高了工作效率;缓冲孔的设置,为钻头的钻孔预留一定缓冲距离并且钻孔产生的切屑也可通过缓冲孔排出,防止切屑堆积影响正常的钻孔攻丝操作;卸件槽的设置,在加工完成后通过卸件槽可方便快捷地取出加工完成的工件,进一步提高工作效率;本申请结构简单,实用性强,且操作简单值得推广。
20.以上的仅是本实用新型的优选实施方式,应当指出,对于本领域的技术人员来说,在不脱离本实用新型构思的前提下,还可以作出若干变形和改进,这些也应该视为本实用新型的保护范围,这些都不会影响本实用新型实施的效果和专利的实用性。
技术特征:
1.一种多头自动攻丝机用的攻丝胎具装置,其特征在于:包括胎具本体,所述胎具本体上开设有多个用于定位工件的工件槽,所述胎具本体上还开设有卸件槽,所述卸件槽走向与所述工件槽垂直且横穿所有的所述工件槽,所述工件槽的槽底与工件攻丝位置对应处设置有缓冲孔。2.根据权利要求1所述的一种多头自动攻丝机用的攻丝胎具装置,其特征在于:所述缓冲孔均贯穿所述胎具本体以利于排出切屑。3.根据权利要求1所述的一种多头自动攻丝机用的攻丝胎具装置,其特征在于:所述胎具本体可拆卸地固定安装在攻丝机的钻孔平台上。4.根据权利要求1所述的一种多头自动攻丝机用的攻丝胎具装置,其特征在于:所述工件槽在定位限位部分依待加工工件的外形仿形加工而成。
技术总结
本实用新型公开了一种多头自动攻丝机用的攻丝胎具装置,胎具本体上开设有多个用于定位工件的工件槽,胎具本体上还开设有卸件槽,卸件槽走向与工件槽垂直且横穿所有的工件槽,工件槽的槽底与工件攻丝位置对应处设置有缓冲孔;工件槽的设置,待加工工件直接放置在工件槽内并对工件进行限位定位,不需要额外的固定机构,省去了反复的定位操作,工件放入工件槽内即可完成固定和定位,减小了误差,提高了工作效率;缓冲孔的设置,为钻头的钻孔预留一定缓冲距离并且钻孔产生的切屑也可通过缓冲孔排出,防止切屑堆积影响正常的钻孔攻丝操作;卸件槽的设置,在加工完成后通过卸件槽可方便快捷地取出加工完成的工件,进一步提高工作效率。作效率。作效率。
技术研发人员:王乐进 郭乐凯 殷德霞 王羲德 姜吉伦
受保护的技术使用者:龙口精益工贸有限公司
技术研发日:2021.09.09
技术公布日:2022/2/11