1.本实用新型涉及仪表行业表壳焊接技术领域,尤其是涉及一种仪表表壳定位安装装置。
背景技术:
2.在仪表行业正在逐步使用自动焊接设备,在自动激光、氩弧焊接工艺中表壳组件与接头需要一种装置来快速进行形位定位和锁紧,保证在焊接过程中热应力的产生不影响到工件形位准确性。目前在仪表行业大部分还是采用手工焊接,相对应的定位装置过于简陋,定位不准或效率不高。现有的定位装置结构简单,易卡滞,因表壳物料的大小、厚度存在差异,定位装置无法补偿物料的缺陷而导致定位不精准,易出现松动和偏移,进面影响焊接质量和效率。为适应自动焊接设备,需要设计新型仪表表壳组件的定位锁紧装置。
3.中国专利申请公开号cn211889678u,公开日为2020年11月10日,名称为“一种内环缝焊接的定位装置及焊接系统”,公开了一种内环缝焊接的定位装置及焊接系统,其中定位装置包括可旋转设置的支撑台、设置在支撑台上方的压紧机构和驱动压紧机构做靠近或远离支撑台移动的驱动机构。压紧机构具有压紧支架和转动安装在压紧支架上的压紧件;压紧件通过轴承与压紧支架相连接;压紧件上设置有用于与待焊接工件的一端相抵接的压紧部。压紧件上设置有沿压紧件的轴向方向贯穿的焊枪穿孔;压紧支架上设置有与焊枪穿孔相贯通的支撑架穿孔。但是该装定位装置不适用于表表壳的定位。
技术实现要素:
4.本实用新型为了克服现有技术中仪表表壳相对应的定位装置过于简陋,定位不准或效率不高的不足,提供一种仪表表壳定位安装装置,采取弹性元件特性补偿原理可有效补偿物料大小、厚薄不均的缺陷提高形位定位精度和锁紧度。
5.为了实现上述目的,本实用新型采用以下技术方案:
6.一种仪表表壳定位安装装置,包括底座、旋转环和若干个锁紧头,所述旋转环与底座转动连接,旋转环的转动中心设有定位座与底座固定的定位座,若干个锁紧头沿旋转环的轴线周向设置,锁紧头与旋转环滑动连接,锁紧头沿旋转环的直径方向滑动,旋转环上设有使锁紧头保持伸出状态的弹簧。
7.上述技术方案中,旋转环可灵活的在底座上,从而带动底座上的锁紧头移动,仪表表壳放置在定位座上,锁紧头对准仪表表壳的外侧壁,转动旋转环可以使锁紧头对准仪表表壳的外侧壁,或者使锁紧头对准仪表表壳外侧壁上的空隙处。锁紧头对准仪表表壳的外侧壁时,可以对仪表表壳进行定位锁紧,锁紧头对准仪表表壳上的空隙时,锁紧头不与仪表表壳的外侧壁接触,锁紧头处于松开位置。由于锁紧头在弹簧的作用下具有伸缩性,可以根据工件的大小进行伸缩,可有效的补偿表壳物料的加工差异,仪表表壳装拆简单便捷。且上述定位安装装置结构简单,组装和维护简单、方便,便于员工使用。
8.作为优选,所述底座上设有固定圈,固定圈与底座固定,固定圈与底座之间形成容
纳环槽,旋转环设置在容纳环槽内。固定圈和底座围成的容纳环槽可以使旋转环可以顺畅准确的在底座上转动,且固定圈还可以对仪表表壳外侧进行粗定位。
9.作为优选,所述固定圈的侧壁上设有通过槽,旋转环上设有操作手柄,操作手柄的一端与旋转环固定,操作手柄的另一端穿过通过槽。所述操作手柄的锁紧和松开位置根据表壳卡扣的位置设计,员工只需将作操作手柄往里推和往外推就可实现表壳组件快速定位锁紧和松开。且通过槽可以对操作手柄的两个位置进行定位。
10.作为优选,所述底座上设有用于将污物和杂质排除的若干个排屑槽。排屑槽可将旋转环长期使用时产生的污物和杂质及时排除,不易产生卡阻。
11.作为优选,所述旋转环上设有若干个滑槽,弹簧和锁紧头设置在滑槽内。所述结构可以使锁紧头滑动更加稳定。
12.作为优选,所述底座的中心设有定位连接孔,定位座上设有定位轴,定位轴与定位连接孔适配,定位座与底座通过螺栓固定。所述结构便于对定位座进行更换,适配不同尺寸大小的仪表表壳,且定位座与底座通过定位连接孔和定位轴进行定位,位置更加准确。
13.作为优选,所述锁紧头的数量为3个,3个锁紧头沿旋转环的轴线周向均匀设置。旋转环上的三个锁紧头120 度均匀等分,可以使仪表表壳定位更加准确。
14.作为优选,所述定位座上设有用于轴向定位的定位凸条。所述结构可以对仪表表壳的周向位置进行定位,在周向上将仪表表壳定位准确的放置在定位座上。
15.本实用新型的有益效果是:(1)采取弹性元件特性补偿原理可有效补偿物料大小、厚薄不均的缺陷提高形位定位精度和锁紧度;(2)装置内的滑槽内设有排屑槽孔,可将长期使用过程中产生的污物和杂质排除;(3)采用旋转结构和弹性元件可快速安装和拆卸工件。
附图说明
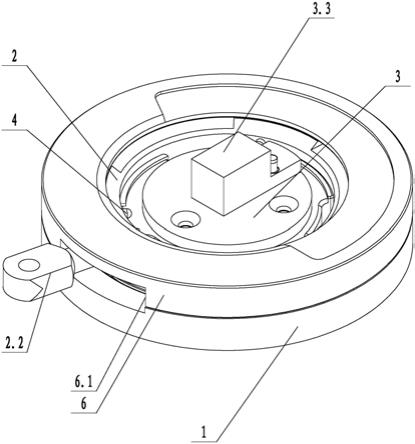
16.图1是本实用新型的结构示意图;
17.图2是本实用新型的剖视图;
18.图3是本实用新型中底座的结构示意图。
19.图中:底座1、排屑槽1.1、定位连接孔1.2、旋转环2、滑槽2.1、操作手柄2.2、定位座3、定位轴3.2、定位凸条3.3、锁紧头4、弹簧5、固定圈6、通过槽6.1、容纳环槽6.2。
具体实施方式
20.下面结合附图和具体实施例对本实用新型做进一步的描述。
21.实施例1:
22.如图1和图2所示,一种仪表表壳定位安装装置,包括底座1、旋转环2和3个锁紧头4,底座1上设有固定圈6,固定圈6与底座1固定,固定圈6与底座1之间形成容纳环槽6.2,旋转环2设置在容纳环槽6.2内。所述旋转环2与底座1转动连接,固定圈6的侧壁上设有通过槽6.1,旋转环2上设有操作手柄2.2,操作手柄2.2的一端与旋转环2固定,操作手柄2.2的另一端穿过通过槽6.1。旋转环2的转动中心设有定位座3与底座1固定的定位座3,底座1的中心设有定位连接孔1.2,定位座3上设有定位轴3.2,定位轴3.2与定位连接孔1.2适配,定位座3与底座1通过螺栓固定。旋转环2上设有3个滑槽2.1,3个滑槽2.1沿旋转环2的轴线周向均匀设置,滑槽2.1与锁紧头4一一对应,锁紧头4设置在对应的滑槽2.1内,滑槽2.1内还设有使
锁紧头4保持伸出状态的弹簧5。锁紧头4与旋转环2滑动连接,锁紧头4沿旋转环2的直径方向滑动,锁紧头4的一端朝向旋转环2的轴线。如图3所示,所述底座1上设有用于将污物和杂质排除的若干个排屑槽1.1。定位座3上设有用于轴向定位的定位凸条3.3。
23.上述技术方案中,旋转环2可灵活的在底座1上,从而带动底座1上的锁紧头4移动,仪表表壳放置在定位座3上,锁紧头4对准仪表表壳的外侧壁,转动旋转环2可以使锁紧头4对准仪表表壳的外侧壁,或者使锁紧头4对准仪表表壳外侧壁上的空隙处。锁紧头4对准仪表表壳的外侧壁时,可以对仪表表壳进行定位锁紧,锁紧头4对准仪表表壳上的空隙时,锁紧头4不与仪表表壳的外侧壁接触,锁紧头4处于松开位置。由于锁紧头4在弹簧5的作用下具有伸缩性,可以根据工件的大小进行伸缩,可有效的补偿表壳物料的加工差异,仪表表壳装拆简单便捷。且上述定位安装装置结构简单,组装和维护简单、方便,便于员工使用。所述操作手柄2.2的锁紧和松开位置根据表壳卡扣的位置设计,员工只需将作操作手柄2.2往里推和往外推就可实现表壳组件快速定位锁紧和松开。且通过槽6.1可以对操作手柄2.2的两个位置进行定位。排屑槽1.1可将旋转环2长期使用时产生的污物和杂质及时排除,不易产生卡阻。
24.本实用新型的有益效果是:(1)采取弹性元件特性补偿原理可有效补偿物料大小、厚薄不均的缺陷提高形位定位精度和锁紧度;(2)装置内的滑槽2.1内设有排屑槽1.1孔,可将长期使用过程中产生的污物和杂质排除;(3)采用旋转结构和弹性元件可快速安装和拆卸工件。