1.本实用新型涉及定位设备技术领域,尤其涉及一种钣金冲压定位机构。
背景技术:
2.汽车钣金就是汽车维修的一种加工方法,又叫冷做,如果车身外观损坏变形,就需要钣金这个工序,汽车碰撞修复已经由原始的“砸拉焊补”发展成为车身二次制造装配,碰撞事故车辆的修复不再是简单的汽车钣金的敲敲打打,修复的质量也不能单靠肉眼去观察车辆的外观、缝隙,维修人员不但要了解车身的技术参数和外形尺寸,更要掌握车身材料特性,受力的特性的传递车身变形趋势和受力点以及车身的生产工艺如焊接工艺等,在掌握这些知识的基础上,维修人员还要借助先进的测量工具,通过精准的车身三维测量,以判断车身直接的间接受损变形的情况。
3.现有的钣金冲压定位机构,当车辆外壳受损严重,提拉方式无法成型后需要通过冲压将凸起部分进行抚平,但现有设备调节结构复杂且需要人工辅助,因冲压板件质量较重,在冲压过程中将板件放置到模型槽内部后和冲压头接触时,其每种板件的规格不同所要移动的距离也不同,现有设备不法做到轻微尺寸变化,定位能力较弱导致位移偏差较大,影响后期的冲压效果。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在设备自身不具备自我调节的能力,人工辅助对于轻微调整的尺寸的能力有限,使得定位偏差较高,进而影响后期的冲压效果。
5.为了实现上述目的,本实用新型采用了如下技术方案:一种钣金冲压定位机构,包括:u型底座,所述u型底座的顶部分别固定安装有驱动偏移机构和定位测算机构;
6.所述驱动偏移机构包括空心套壳,所述空心套壳的外壁两侧和u型底座的内表壁之间形成有两个轨迹滑道,所述空心套壳的外壁两侧均开设有条形槽,所述空心套壳的顶部开设有上开槽,两个所述条形槽的内表壁之间活动设置有两个金属杆,两个所述金属杆每个的外壁两端均活动套设有一组活动轮,两个所述金属杆的外表壁之间活动套设有衔接板,所述衔接板的顶部固定安装有冲压板;
7.所述定位测算机构包括两组定位槽,所述u型底座的顶部固定安装有l型架c,所述l型架c的顶部开设有多个等距分布的测距插槽,所述冲压板的外壁一侧固定安装有支撑板,所述支撑板的顶部开设有凹槽,所述凹槽的内部活动设置有插尺,所述插尺的外壁和凹槽的内壁之间焊接有活性弹簧,所述插尺的外壁面积和测距插槽的内壁相适配。
8.优选的,两组所述活动轮每组的数目为四个,且每个活动轮的外表壁均焊接有一组齿牙,四组所述齿牙其中每个的外壁面积均与定位槽相适配。
9.优选的,所述u型底座的外壁一侧固定安装有l型架a,所述l型架a的外壁一侧开设有安装孔,且安装孔的内表壁固定插设有伺服电机。
10.优选的,所述衔接板的外壁一侧固定安装有两个l型架b,两个所述l型架 b的外表
壁之间固定安装有螺纹套环。
11.优选的,所述衔接板的外壁一侧开设有圆孔,且圆孔的直径数值和l型架b 的内壁相等。
12.优选的,所述伺服电机的输出端焊接有螺纹杆,所述螺纹杆的外壁一端贯穿空心套壳的外壁一侧,并旋转连接在螺纹套环的内表壁。
13.优选的,所述空心套壳的底部固定安装在u型底座的内壁底部,两组所述定位槽其中每个均开设在u型底座的内壁底部。
14.与现有技术相比,本实用新型的优点和积极效果在于,
15.本实用新型中,设备通过挤压插尺进入到凹槽的内部,并压缩插尺和凹槽内壁间的活性弹簧,在每移动一段距离时,会与l型架c上的测距插槽接触,其测距插槽内壁的空间释放插尺的挤压,此时活性弹簧产生的反推力,推动插尺进入到测距插槽的内部并卡设其中,利用多个测距插槽在l型架c上的均匀分布性,可根据板件的长度进行不同位置的微调,当距离测算完成后,活动轮上的齿牙进入到定位槽的内部,并进行定位防止冲压过程中发生位置偏移,通过上述条件,解决了现有设备不具备自动调节的能力,在冲压不同板件进行微调间距时需要通过人工辅助,使得尺寸轻微调整能力有限,造成定位偏差较大的问题,进而提高设备后期的冲压效果。
附图说明
16.图1为本实用新型提出一种钣金冲压定位机构中主视结构示意图;
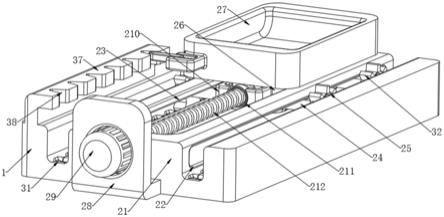
17.图2为本实用新型提出一种钣金冲压定位机构中俯视结构立体图;
18.图3为本实用新型图2中a处结构放大立体图。
19.图例说明:1、u型底座;21、空心套壳;22、条形槽;23、上开槽;24、金属杆;25、活动轮;26、衔接板;27、冲压板;28、l型架a;29、伺服电机; 210、l型架b;211、螺纹套环;212、螺纹杆;31、定位槽;32、齿牙;33、支撑板;34、凹槽;35、插尺;36、活性弹簧;37、l型架c;38、测距插槽。
具体实施方式
20.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
21.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
22.实施例1,如图1-3所示,本实用新型提供了一种钣金冲压定位机构,包括: u型底座1,u型底座1的顶部分别固定安装有驱动偏移机构和定位测算机构。
23.下面具体说一下其驱动偏移机构和定位测算机构的具体设置和作用。
24.如图1-3所示,驱动偏移机构包括空心套壳21,空心套壳21的外壁两侧和u 型底座1的内表壁之间形成有两个轨迹滑道,空心套壳21的外壁两侧均开设有条形槽22,空心套壳21的顶部开设有上开槽23,两个条形槽22的内表壁之间活动设置有两个金属杆24,两个金
属杆24每个的外壁两端均活动套设有一组活动轮 25,两个金属杆24的外表壁之间活动套设有衔接板26,衔接板26的顶部固定安装有冲压板27,定位测算机构包括两组定位槽31,u型底座1的顶部固定安装有l 型架c37,l型架c37的顶部开设有多个等距分布的测距插槽38,冲压板27的外壁一侧固定安装有支撑板33,支撑板33的顶部开设有凹槽34,凹槽34的内部活动设置有插尺35,插尺35的外壁和凹槽34的内壁之间焊接有活性弹簧36,插尺35 的外壁面积和测距插槽38的内壁相适配,两组活动轮25每组的数目为四个,且每个活动轮25的外表壁均焊接有一组齿牙32,四组齿牙32其中每个的外壁面积均与定位槽31相适配,u型底座1的外壁一侧固定安装有l型架a28,l型架a28的外壁一侧开设有安装孔,且安装孔的内表壁固定插设有伺服电机29,衔接板26 的外壁一侧固定安装有两个l型架b210,两个l型架b210的外表壁之间固定安装有螺纹套环211,衔接板26的外壁一侧开设有圆孔,且圆孔的直径数值和l型架b210的内壁相等,伺服电机29的输出端焊接有螺纹杆212,螺纹杆212的外壁一端贯穿空心套壳21的外壁一侧,并旋转连接在螺纹套环211的内表壁,空心套壳 21的底部固定安装在u型底座1的内壁底部,两组定位槽31其中每个均开设在u型底座1的内壁底部。
25.其整个的驱动偏移机构和定位测算机构达到的效果为,首先将设备移动到指定到冲压机构的底部,把需要冲压的板件放置到冲压板27内部的槽体中,启动固定在l型架a28中的伺服电机29并作用于螺纹杆212,使其在螺纹套环211的内表壁中转动,根据l型架b210和衔接板26的固定连接性,再利用金属杆24和衔接板26的活动连接性,带动冲压板27中的板件进行移动,在移动的过程中活动连接在金属杆24上活动轮25在轨迹滑槽中运动,进而将冲压板27中的板件进行粗略定位,在此过程中伸缩到衔接板26表面的螺纹杆212并进入其上的圆孔进行收纳,当需要进行微调距离时,促使支撑板33上的插尺35和l型架c37的表壁接触,因插尺35的伸缩长度要大于支撑板33和l型架c37之间的距离,使得插尺35 和l型架c37外壁接触时,挤压插尺35进入到凹槽34的内部,并压缩插尺35和凹槽34内壁间的活性弹簧36,在每移动一段距离时,会与l型架c37上的测距插槽 38接触,其测距插槽38内壁的空间释放插尺35的挤压,此时活性弹簧36产生的反推力,推动插尺35进入到测距插槽38的内部并卡设其中,利用多个测距插槽 38在l型架c37上的均匀分布性,可根据板件的长度进行不同位置的微调,当距离测算完成后,活动轮25上的齿牙32进入到定位槽31的内部,并进行定位防止冲压过程中发生位置偏移,通过上述条件,解决了现有设备不具备自动调节的能力,在冲压不同板件进行微调间距时需要通过人工辅助,使得尺寸轻微调整能力有限,造成定位偏差较大的问题,进而提高设备后期的冲压效果。
26.以上所述,仅是本实用新型的较佳实施例而已,并非是对本实用新型作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本实用新型技术方案的保护范围。