1.本实用新型涉及一种治具,尤其是涉及一种用于电感线圈与端子点焊的治具。
背景技术:
2.在各种大电流的电子电路中广泛使用一体成型电感器,一体成型电感器包括电感器端子和电感线圈;电感器端子包括框体和若干个设置在框体内的电极脚,每个电极脚上分叉设置有两限位臂;参见图1,在电感器生产过程中,电感线圈的引脚需要焊接在限位臂上,而目前的焊接方式有电阻点焊、激光点焊以及超声波点焊,由于电阻点焊设备简单、焊接质量牢固,调试及维护便捷,因此,电感线圈的引脚与限位臂之间常采用电阻点焊连接。
3.参见图2,由于在点焊时,点焊机焊头需要向电感线圈的引脚和端子焊点施加作用力,导致端子外扩变形,如果变形过大,电感器难以通过粉末压制成型,即使成型后的电感器也容易产生开裂的不良现象,严重降低电感器的生产质量。
技术实现要素:
4.本实用新型所要解决的技术问题,就是提供一种用于电感线圈与端子点焊的治具,该治具能够防止端子在点焊时发生外扩变形,从而提高一体成型电感的生产质量。
5.解决上述技术问题,本实用新型所采用的技术方案如下。
6.一种用于电感线圈与端子点焊的治具,其特征在于,包括底座和盖板,所述底座上设有用于嵌装端子的端子槽,所述端子槽内设有一长形的固定台,所述固定台上设有多个用于容纳端子上的限位臂和电感线圈的空腔,所述空腔沿固定台的长度方向等间隔分布;所述空腔的相对两侧设有连通固定台侧面的切槽,所述切槽与端子上的电极脚对应;所述空腔内垂直设有一用于定位安装电感线圈的中柱;所述空腔的一侧设有两出线槽,一出线槽与电感线圈的引入端对应,另一出线槽与电感线圈的引出端对应;所述盖板盖设在所述底座上且设有与多个压块,所述压块沿盖板的长度方向等间隔分布且与所述切槽一一对应配合,盖板的两端通过设置在底座上的锁紧件固定;每个所述压块上设有避位空腔,所述避位空腔与所述固定台上的空腔相对。
7.在上述技术方案的基础上,本实用新型可以做如下改进:
8.本实用新型所述端子槽的相对两侧设有多根定位销,所述定位销沿端子槽的长度方向等间隔分布且与设置在端子框架上的定位口对应配合。
9.本实用新型所述锁紧件设有两组,一组锁紧件设置在靠近所述端子槽的一端,另一组锁紧件设置在靠近所述端子槽的另一端;所述盖板的两端均设有与所述锁紧件配合的凸缘。
10.本实用新型每组所述锁紧件包括两固定安装在所述底座上的固定块,两所述固定块相互间隔设置形成与所述凸缘对应的卡槽且与所述盖板的端面挡止配合。
11.本实用新型所述端子槽的深度与所嵌装的端子厚度相同。
12.与现有技术相比,本实用新型技术具有以下优点:
13.(1)本实用新型所述的用于电感线圈与端子点焊的治具中设有端子槽,端子安装在端子槽内,点焊时,点焊机焊头需要向线圈引脚和端子焊点施加作用力,端子槽对端子产生相应的反作用力以抵消该作用力,限制端子发生外扩变形,从而提高一体成型电感的生产质量;
14.(2)本实用新型所述的用于电感线圈与端子点焊的治具中设有定位销,使端子能够快速定位安装在端子槽内,并且防止端子在点焊的过程中在端子槽内发生滑动,从而不但提高一体成型电感的生产效率,而且进一步提高一体成型电感的生产质量;
15.(3)本实用新型所述的用于电感线圈与端子点焊的治具中的端子槽内设有固定台,固定台上设有空腔,空腔内设有中柱,电感线圈能够快速定位安装在空腔内,并且防止电感线圈在点焊过程中在空腔内发生滑动。
16.(4)本实用新型所述的用于电感线圈与端子点焊的治具中的盖板设有避位空腔,用于防止在点焊中线圈被焊头刮伤,有效的避免了电感器因层间导通而引起的电性不良现象。
附图说明
17.下面结合附图和具体实施例对本实用新型做进一步详细说明
18.图1为现有电感线圈与端子点焊后合格的结构示意图;
19.图2为现有电感线圈与端子点焊后产生外扩变形的结构示意图;
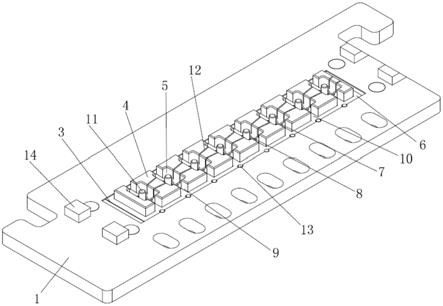
20.图3为本实施例中用于电感线圈与端子点焊的治具的结构示意图;
21.图4为电感线圈和端子安装在本实施例中治具的底座上的结构示意图;
22.图5为本实施例中盖板的结构示意图。
23.附图上的标记:1-底座、2-盖板、3-端子槽、4-固定台、5-空腔、6-端子、7-限位臂、8-电感线圈、9-切槽、10-电极脚、11-中柱、12-出线槽、13-定位销、14-固定块、15-凸缘、16-压块、17-避位空腔。
具体实施方式
24.参见图1至图5,本实施例的一种用于电感线圈与端子点焊的治具,包括底座1和盖板2,底座1上设有端子槽3,该端子槽3用于嵌装端子6,端子槽3的深度与所嵌装的端子厚度相同;端子槽3内设有一长形的固定台4,固定台4上设有多个空腔5,该容纳5用于容纳端子6上的限位臂7和电感线圈8,空腔5沿固定台4的长度方向等间隔分布;空腔5所容纳的电感线圈8的引入端和引出端位于电感线圈8的同一侧,本实施例中的电感线圈8为圆形线圈,也可以扁平线圈;空腔5的左右两侧设有连通固定台4侧面的切槽9,切槽9与端子6上的电极脚10对应;空腔5内垂直设有一中柱11,该中柱11能够使电感线圈8快速定位安装在空腔5内,并且防止电感线圈8在点焊过程中在空腔5内发生滑动;空腔5的后侧设有两出线槽12,一出线槽12与电感线圈8的引入端对应,另一出线槽12与电感线圈8的引出端对应;盖板2盖设在底座1上且设有与多个压块16,压块16沿盖板2的长度方向等间隔分布且与切槽9一一对应配合,从而压紧端子6上的电极脚10;同时,每个压块16上设有避位空腔17,避位空腔17与固定台4上的空腔5相对,有效防止在点焊过程电感线圈8被点焊极头刮伤,盖板2的两端通过设置在底座1上的锁紧件固定;点焊时,点焊机焊头需要向线圈引脚和端子焊点施加作用力,
端子槽对端子产生相应的反作用力以抵消该作用力;因此,本实施例中的用于电感线圈与端子点焊的治具能够防止端子在点焊时发生外扩变形,从而提高一体成型电感的生产质量。
25.本实施例中的端子槽3的左右两侧设有多根定位销13,定位销13沿端子槽3的长度方向等间隔分布且与设置在端子6框架上的定位口对应配合,使端子6能够快速定位安装在端子槽3内,并且防止端子6在点焊的过程中在端子槽3内发生滑动,从而不但提高一体成型电感的生产效率,而且进一步提高一体成型电感的生产质量。
26.本实施例中的锁紧件设有两组,一组锁紧件设置在靠近端子槽3的前端,另一组锁紧件设置在靠近端子槽3的后端,盖板2的前后两端均设有与锁紧件配合的凸缘15;每组锁紧件包括两固定安装在底座1上的固定块14,两固定块14相互左右间隔设置形成与凸缘15对应的卡槽且与盖板2的端面挡止配合;从而使盖板能够快速定位固定在底座上且罩盖端子槽。
27.本实用新型的上述实施例并不是对本实用新型保护范围的限定,本实用新型的实施方式不限于此,凡此种种根据本实用新型的上述内容,按照本领域的普通技术知识和惯用手段,在不脱离本实用新型上述基本技术思想前提下,对本实用新型上述结构做出的其它多种形式的修改、替换或变更,均应落在本实用新型的保护范围之内。