1.本发明涉及一种包覆切削工具。
背景技术:
2.以往,在钢等的切削加工中广泛使用包含超硬合金或立方晶氮化硼(cbn)烧结体的切削工具。其中,在超硬合金基材表面包括一层或两层以上tin层、tialn层等硬质包覆膜的表面包覆切削工具由于通用性较高,所以被用于各种加工中。
3.例如,专利文献1中提出,在基材上具有由(alatibmc)x[其中,m表示选自由zr、hf、v、nb、ta、cr、mo、w、y、b及si构成的群的至少一种元素,x表示选自由c、n及o构成的群的至少一种元素,a表示al元素相对于al元素、ti元素和m元素的总量的原子比,b表示ti元素相对于al元素、ti元素和m元素的总量的原子比,c表示m元素相对于al元素、ti元素和m元素的总量的原子比,a、b、c满足0.30≦a≦0.65,0.35≦b≦0.70,0≦c≦0.20,a+b+c=1]所表示的层,通过使该层的平均粒径大于200nm,与以往相比,耐磨损性提升。
[0004]
另外,专利文献2中提出,特征在于,在基材上满足(al
1-x
ti
x
)n[0.40≦x≦0.65],该层由包含上述al与ti的复合氮化物的粒状组织的薄层a与包含柱状组织的薄层b的交替叠层结构所构成,构成薄层a的粒状晶体的平均晶体粒径为30nm以下,且构成薄层b的柱状晶体的平均粒径为50~500nm,蒸镀有该覆膜层的切削工具与以往相比,耐崩裂性、耐磨损性优异。
[0005]
现有技术文献
[0006]
专利文献
[0007]
专利文献1:国际公开第2014/136755号公报
[0008]
专利文献2:日本专利第5594575号公报
[0009]
技术课题
[0010]
近年来,不锈钢等难切削材料的车削加工有高速化及高进给化的趋势,在切削条件比以往更严苛的趋势下,要求进一步提高耐磨损性及耐缺损性,以延长工具寿命。上述专利文献1的层,由于从整体上而言,层的粒径大于200nm,因此,推测一方面可发挥优异的耐磨损性,另一方面,容易产生突发性的缺损或崩裂。上述专利文献2的包覆切削工具是以同一成分交替地层叠柱状晶体的a层与粒状晶体的b层而成,界面整合性较高,因此,应变较小,层的硬度不足。结果,耐磨损性不足,从而难以延长工具寿命。
[0011]
本发明是鉴于上述情况而完成,其目的在于提供一种包覆切削工具,其耐磨损性及耐缺损性提升,工具寿命长。
技术实现要素:
[0012]
本发明人对包覆切削工具的工具寿命的延长进行了反复研究,发现若使包覆切削工具为特定构成,则能够使其耐磨损性及耐缺损性提升,结果,能够延长包覆切削工具的工具寿命,从而完成本发明。
[0013]
即,本发明的主旨如下所述。
[0014]
[1]
[0015]
一种包覆切削工具,包括基材以及形成于所述基材表面的包覆层,
[0016]
所述包覆层具有将第一层与第二层分别交替地叠层一层以上而成的叠层结构,
[0017]
所述第一层是包含由下式(1)所表示的组成的化合物层,
[0018]
ti(c
xn1-x
)
ꢀꢀꢀ
(1)
[0019]
式中,x表示c元素相对于c元素与n元素的总量的原子比,满足0.02≦x≦0.30;
[0020]
所述第二层是包含由下式(2)所表示的组成的化合物层,
[0021]
(tiyal
1-y
)n
ꢀꢀꢀ
(2)
[0022]
式中,y表示ti元素相对于ti元素与al元素的总量的原子比,满足0.25≦y≦0.75;
[0023]
所述叠层结构从所述基材侧向所述包覆层的表面侧依次包括第一叠层结构、第二叠层结构以及第三叠层结构,
[0024]
所述第一叠层结构中的所述第一层及所述第二层各自的每一层的平均厚度超过500nm且为3000nm以下,
[0025]
所述第二叠层结构中的所述第一层及所述第二层各自的每一层的平均厚度超过50nm且为500nm以下,
[0026]
所述第三叠层结构中的所述第一层及所述第二层各自的每一层的平均厚度为5nm以上50nm以下,
[0027]
所述第一叠层结构的平均厚度超过1.0μm且为6.0μm以下,
[0028]
所述第二叠层结构的平均厚度超过0.1μm且为2.0μm以下,
[0029]
所述第三叠层结构的平均厚度为0.1μm以上2.0μm以下。
[0030]
[2]
[0031]
根据[1]所述的包覆切削工具,其中,在从所述基材与所述包覆层的界面向所述包覆层的表面侧移动300nm的位置处,构成所述包覆层的晶粒的平均粒径为50nm以上500nm以下,
[0032]
在从所述第三叠层结构中与所述基材相反的一侧的表面向所述基材侧移动100nm的位置处,构成所述包覆层的晶粒的平均粒径为5nm以上且小于50nm。
[0033]
[3]
[0034]
根据[1]或[2]所述的包覆切削工具,其中,所述包覆层在所述第三叠层结构中与所述基材相反的一侧的表面具有上部层,
[0035]
所述上部层是包含选自由ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y构成的群的至少一种元素、以及选自由c、n、o及b构成的群的至少一种元素的化合物(其中,包含所述式(1)所表示的组成的化合物及包含所述式(2)所表示的组成的化合物除外)的单层或叠层,
[0036]
所述上部层的平均厚度为0.1μm以上3.5μm以下。
[0037]
[4]
[0038]
根据[1]至[3]中任一项所述的包覆切削工具,其中,所述包覆层整体的平均厚度为4.0μm以上12.0μm以下。
[0039]
[5]
[0040]
根据[1]至[4]中任一项所述的包覆切削工具,其中,所述基材是超硬合金、金属陶
瓷、陶瓷或立方晶氮化硼烧结体中的任一种。
[0041]
根据本发明,能够提供一种包覆切削工具,其耐磨损性及耐缺损性提升,工具寿命较长。
附图说明
[0042]
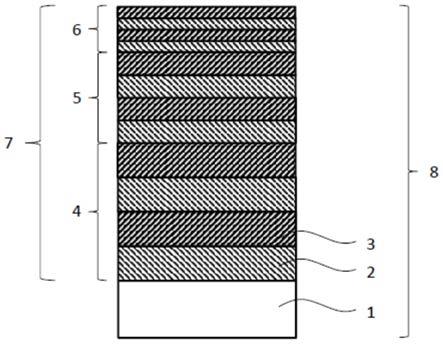
图1是示出本发明的包覆切削工具的一例的示意图。
[0043]
主要元件符号说明
[0044]
基材
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ1[0045]
第二层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ2[0046]
第一层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ3[0047]
第一叠层结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ4[0048]
第二叠层结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ5[0049]
第三叠层结构
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ6[0050]
包覆层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ7[0051]
包覆切削工具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ8具体实施方式
[0052]
以下,对本发明的具体实施方式(以下简称为“本实施方式”)详细地进行说明,但本发明并不限于下述本实施方式。本发明在不脱离其主旨的范围内可进行各种变形。另外,在附图中,对于相同要素标注相同符号,并省略反复说明。并且,若无特别说明,上下左右等位置关系是基于附图所示的位置关系。此外,附图的尺寸比例并不限于图示的比例。
[0053]
本实施方式的包覆切削工具包括基材以及形成于基材表面的包覆层,包覆层具有将第一层与第二层分别交替地叠层一层以上而成的叠层结构,
[0054]
第一层是包含由下式(1)所表示的组成的化合物层,
[0055]
ti(c
xn1-x
)
ꢀꢀꢀ
(1)
[0056]
式中,x表示c元素相对于c元素与n元素的总量的原子比,满足0.02≦x≦0.30;
[0057]
第二层是包含由下式(2)所表示的组成的化合物层,
[0058]
(tiyal
1-y
)n
ꢀꢀꢀ
(2)
[0059]
式中,y表示ti元素相对于ti元素与al元素的总量的原子比,满足0.25≦y≦0.75;
[0060]
叠层结构从基材侧向包覆层的表面侧依次包括第一叠层结构、第二叠层结构以及第三叠层结构,第一叠层结构中的第一层及第二层各自的每一层的平均厚度超过500nm且为3000nm以下,第二叠层结构中的第一层及第二层各自的每一层的平均厚度超过50nm且为500nm以下,第三叠层结构中的第一层及第二层各自的每一层的平均厚度为5nm以上50nm以下,第一叠层结构的平均厚度超过1.0μm且为6.0μm以下,第二叠层结构的平均厚度超过0.1μm且为2.0μm以下,第三叠层结构的平均厚度为0.1μm以上2.0μm以下。
[0061]
这种包覆切削工具的耐磨损性及耐缺损性提升、工具寿命较长的具体原因虽不明确,本发明人认为其原因如下。不过原因并不限于此。即,在形成包覆层的第一层中,若ti(c
xn1-x
)中的x为0.02以上,则硬度较高,因此,包覆切削工具的耐磨损性提升,另外,通过进行微粒化,易于赋予压缩应力,龟裂的扩展得到抑制,因此,包覆切削工具的耐缺损性提升。
另外,若ti(c
xn1-x
)中的x为0.30以下,则与第二层的密接性优异,因此,由剥离引起的缺损得到抑制。另外,在形成包覆层的第二层中,若(tiyal
1-y
)n中的y为0.25以上,则因含有ti而具有以下效果,即,通过抑制高温强度或六方晶的形成,包覆切削工具的耐磨损性提升。进一步地,若(tiyal
1-y
)n中的y为0.75以下,则耐热性提升,因此,即使在高速加工或负荷较大的加工等切削温度较高的加工中,也能够抑制反应磨损,结果,包覆切削工具的耐磨损性提升。另外,本实施方式的包覆切削工具若在包覆层中具有将第一层与第二层分别交替地叠层一层以上而成的叠层结构,则界面整合性较低,因此硬度较高,结果,耐磨损性提升。进一步地,本实施方式的包覆切削工具通过在包覆层中具有将第一层与第二层交替地叠层一层以上而成的叠层结构,各层彼此的密接性也会提升,从而能够抑制由耐剥离性引起的缺损。另外,在本实施方式的包覆切削工具中,叠层结构从基材侧向包覆层的表面侧依次包括分别将第一层及第二层各自的每一层的平均厚度(以下也记作“叠层周期”)控制在特定范围内的第一叠层结构、第二叠层结构以及第三叠层结构,由此,使各层彼此的密接性提升,从而能够抑制由剥离引起的缺损。结果,例如在难切削材料的车削加工中,本实施方式的包覆切削工具的耐磨损性及耐缺损性能够同时提升。具体来说,本实施方式的包覆切削工具是将基材侧的第一叠层结构的叠层周期设为超过500nm且为3000nm以下,将包覆层的表面侧的第三叠层结构的叠层周期设为5nm以上50nm以下,将第一叠层结构与第三叠层结构之间的第二叠层结构的叠层周期设为超过50nm且为500nm以下。叠层结构是这种结构,即,从基材侧向包覆层的表面侧逐步缩短叠层周期,由此,各层彼此的密接性优异,从而能够抑制由耐剥离性引起的缺损。推测各层彼此的密接性提升是因为能够抑制包覆层整体的压缩应力增大。若第一叠层结构的叠层周期超过500nm,则能够使第一叠层结构中包含的晶粒的平均粒径较大,由此,密接性提升,因此能够抑制由剥离引起的缺损。另一方面,若第一叠层结构的叠层周期为3000nm以下,则第一层及第二层的平均厚度较厚,由此,能够抑制因压缩应力增大而产生龟裂,因此,包覆切削工具的耐缺损性提升。另外,若第二叠层结构的叠层周期超过50nm,则第一叠层结构与第二叠层结构的密接性提升。推测这是因为第一叠层结构及第二叠层结构中包含的晶粒的平均粒径与压缩应力得到了良好的平衡。另一方面,若第二叠层结构的叠层周期为500nm以下,则第二叠层结构与第三叠层结构的密接性提升。推测这是因为第二叠层结构及第三叠层结构中包含的晶粒的平均粒径与压缩应力得到了良好的平衡。另外,若第三叠层结构的叠层周期为5nm以上,则能够抑制加工过程中产生的龟裂向基材扩展,因此,包覆切削工具的耐缺损性提升。除此以外,可推测仅包覆层的表面侧崩裂,基材侧的包覆层得以保留,结果,包覆切削工具的耐磨损性提升。另一方面,若第三叠层结构的叠层周期为50nm以下,则能够使第三叠层结构中包含的晶粒的平均粒径较小,由此,能够抑制包覆层的表面侧的压缩应力增大,因此,可抑制龟裂产生,从而包覆切削工具的耐缺损性提升。另外,若第一叠层结构的平均厚度超过1.0μm,则获得具有第一叠层结构所带来的效果,若第一叠层结构的平均厚度为6.0μm以下,则能够抑制因第二叠层结构或第三叠层结构的厚度相对减小而导致的耐缺损性下降。进一步地,若第二叠层结构的平均厚度超过0.1μm,则获得具有第二叠层结构所带来的效果,若第二叠层结构的平均厚度为2.0μm以下,则能够抑制因第一叠层结构或第三叠层结构的厚度相对减小而导致的密接性下降及耐缺损性下降。另外,若第三叠层结构的平均厚度为0.1μm以上,则获得具有第三叠层结构所带来的效果,若第三叠层结构的平均厚度为2.0μm以下,则能够抑制因第一叠层结构或第二叠
层结构的厚度相对减小而导致的密接性下降。这些效果相辅相成,使得本实施方式的包覆切削工具的耐磨损性及耐缺损性提升,工具寿命长。
[0062]
本实施方式的包覆切削工具包括基材以及形成于该基材表面的包覆层。本实施方式中所使用的基材只要可以用作包覆切削工具的基材即可,并无特别限定。作为基材的例子,可列举超硬合金、金属陶瓷、陶瓷、立方晶氮化硼烧结体、金刚石烧结体及高速钢。其中,若基材为选自超硬合金、金属陶瓷、陶瓷及立方晶氮化硼烧结体中的一种以上,则包覆切削工具的耐缺损性更加优异,因此更加优选。
[0063]
在本实施方式的包覆切削工具中,包覆层整体的平均厚度优选为4.0μm以上12.0μm以下。在本实施方式的包覆切削工具中,若包覆层整体的平均厚度为4.0μm以上,则有耐磨损性提升的趋势。以往,若ticn层的c的原子比增加,则压缩应力增大,密接性下降,因此,通常难以使包覆层较厚。本实施方式的包覆切削工具通过将第一层与第二层交替地叠层,能够抑制压缩应力增大,即便使包覆层整体的平均厚度较厚,也能够在密接性不下降的情况下使耐磨损性进一步提升。另外,在本实施方式的包覆切削工具中,若包覆层整体的平均厚度为12.0μm以下,则有主要由于包覆层的剥离得到抑制而使耐缺损性提升的趋势。尤其是在不锈钢加工中,容易因被切削件焊接至包覆切削工具后进行分离而产生压接分离损伤。为了进一步抑制该损伤,包覆层整体的平均厚度更优选为10.0μm以下。其中,从与上述同样的观点出发,包覆层整体的平均厚度进一步优选为4.5μm以上9.0μm以下,特别优选为4.8μm以上8.8μm以下。
[0064]
[第一层]
[0065]
在本实施方式的包覆切削工具中,第一层是包含由下式(1)所表示的组成的化合物层。
[0066]
ti(c
xn1-x
)
ꢀꢀꢀ
(1)
[0067]
[式中,x表示c元素相对于c元素与n元素的总量的原子比,满足0.02≦x≦0.30]
[0068]
在形成包覆层的第一层中,若ti(c
xn1-x
)中的x为0.02以上,则硬度较高,因此,包覆切削工具的耐磨损性提升,另外,通过进行微粒化,易于赋予压缩应力,龟裂的扩展得到抑制,因此,包覆切削工具的耐缺损性提升。另外,若ti(c
xn1-x
)中的x为0.30以下,则与第二层的密接性优异,因此,由剥离引起的缺损得到抑制。从同样的观点出发,ti(c
xn1-x
)中的x优选为0.04以上0.30以下,更优选为0.15以上0.30以下。
[0069]
另外,在本实施方式中,将各化合物层的组成记为ti(c
0.20n0.80
)时,意味着c元素相对于c元素与n元素的总量的原子比为0.20,n元素相对于c元素与n元素的总量的原子比为0.80。即,意味着c元素的量相对于c元素与n元素的总量为20原子%,n元素的量相对于c元素与n元素的总量为80原子%。
[0070]
[第二层]
[0071]
在本实施方式的包覆切削工具中,第二层是包含由下式(2)所表示的组成的化合物层。
[0072]
(tiyal
1-y
)n
ꢀꢀꢀ
(2)
[0073]
[式中,y表示ti元素相对于ti元素与al元素的总量的原子比,满足0.25≦y≦0.75]。
[0074]
在形成包覆层的第二层中,若(tiyal
1-y
)n中的y为0.25以上,则通过含有ti,能够
抑制高温强度或六方晶的形成,结果,包覆切削工具的耐磨损性提升。另外,若(tiyal
1-y
)n中的y为0.75以下,则耐热性提升,因此,即使在高速加工或负荷较大的加工等切削温度较高的加工中,也能够抑制反应磨损,因此,覆切削工具的耐磨损性提升。从同样的观点出发,(tiyal
1-y
)n中的y优选为0.27以上0.73以下,更优选为0.30以上0.72以下。
[0075]
另外,在本实施方式的包覆切削工具中,优选在未形成下述下部层的情况下,先在基材表面形成第二层。在本实施方式的包覆切削工具中,若先在基材表面形成第二层,则有基材与包覆层的密接性提升的趋势。
[0076]
[叠层结构]
[0077]
本实施方式的包覆切削工具在包覆层中具有将第一层与第二层分别交替地叠层一层以上而成的叠层结构。本实施方式的包覆切削工具若在包覆层中具有将第一层与第二层分别交替地叠层一层以上而成的叠层结构,则界面整合性较低,因此硬度较高,结果,耐磨损性提升。另外,本实施方式的包覆切削工具通过在包覆层中具有将第一层与第二层交替地叠层一层以上而成的叠层结构,各层彼此的密接性也会提升,因此,能够抑制由耐剥离性引起的缺损。
[0078]
另外,在本实施方式的包覆切削工具中,叠层结构从基材侧向包覆层的表面侧依次包括分别将第一层及第二层各自的每一层的平均厚度、即叠层周期控制在特定范围内的第一叠层结构、第二叠层结构以及第三叠层结构。由此,本实施方式的包覆切削工具能够使各层彼此的密接性提升,从而抑制由剥离引起的缺损,例如,在难切削材料的车削加工中,能够使耐磨损性及耐缺损性同时提升。
[0079]
具体来说,本实施方式的包覆切削工具是将基材侧的第一叠层结构的叠层周期设为超过500nm且为3000nm以下,将包覆层的表面侧的第三叠层结构的叠层周期设为5nm以上50nm以下,将第一叠层结构与第三叠层结构之间的第二叠层结构的叠层周期设为超过50nm且为500nm以下。在本实施方式的包覆切削工具中,叠层结构是这种结构,即,从基材侧向包覆层的表面侧逐步缩短叠层周期,由此,各层彼此的密接性优异,从而能够抑制由耐剥离性引起的缺损。推测各层彼此的密接性提升是因为能够抑制包覆层整体的压缩应力增大。
[0080]
若第一叠层结构的叠层周期超过500nm,则能够使第一叠层结构中包含的晶粒的平均粒径较大,由此,密接性提升,因此能够抑制由剥离引起的缺损。另一方面,若第一叠层结构的叠层周期为3000nm以下,则第一层及第二层的平均厚度较厚,由此,能够抑制因压缩应力增大而产生龟裂,因此,包覆切削工具的耐缺损性提升。从同样的观点出发,第一叠层结构的叠层周期优选为505nm以上2900nm以下,更优选为510nm以上2800nm以下。
[0081]
另外,若第二叠层结构的叠层周期超过50nm,则第一叠层结构与第二叠层结构的密接性提升。推测这是因为第一叠层结构及第二叠层结构中包含的晶粒的平均粒径与压缩应力得到了良好的平衡。另一方面,若第二叠层结构的叠层周期为500nm以下,则第二叠层结构与第三叠层结构的密接性提升。推测这是因为第二叠层结构及第三叠层结构中包含的晶粒的平均粒径与压缩应力得到了良好的平衡。从同样的观点出发,第二叠层结构的叠层周期优选为55nm以上490nm以下,更优选为60nm以上480nm以下。
[0082]
另外,若第三叠层结构的叠层周期为5nm以上,则能够抑制加工过程中产生的龟裂向基材扩展,因此,包覆切削工具的耐缺损性提升。另外,可推测仅包覆层的表面侧崩裂,基材侧的包覆层得以保留,结果,包覆切削工具的耐磨损性提升。另一方面,若第三叠层结构
的叠层周期为50nm以下,则能够使第三叠层结构中包含的晶粒的平均粒径较小,由此,能够抑制包覆层的表面侧的压缩应力增大。结果,可抑制龟裂产生,从而包覆切削工具的耐缺损性提升。
[0083]
从同样的观点出发,第三叠层结构的叠层周期优选为5nm以上48nm以下,更优选为6nm以上45nm以下。
[0084]
另外,在本实施方式的包覆切削工具中,第一叠层结构的平均厚度超过1.0μm且为6.0μm以下。若第一叠层结构的平均厚度超过1.0μm,则获得具有第一叠层结构所带来的效果,若第一叠层结构的平均厚度为6.0μm以下,则能够抑制因第二叠层结构或第三叠层结构的厚度相对减小而导致的耐缺损性下降。从同样的观点出发,第一叠层结构的平均厚度优选为2.0μm以上5.8μm以下,更优选为2.2μm以上5.6μm以下。
[0085]
另外,在本实施方式的包覆切削工具中,第二叠层结构的平均厚度超过0.1μm且为2.0μm以下。若第二叠层结构的平均厚度超过0.1μm,则获得具有第二叠层结构所带来的效果,若第二叠层结构的平均厚度为2.0μm以下,则能够抑制因第一叠层结构或第三叠层结构的厚度相对减小而导致的密接性下降及耐缺损性下降。从同样的观点出发,第二叠层结构的平均厚度优选为0.12μm以上1.95μm以下,更优选为0.12μm以上1.92μm以下。
[0086]
另外,在本实施方式的包覆切削工具中,第三叠层结构的平均厚度为0.1μm以上2.0μm以下。若第三叠层结构的平均厚度为0.1μm以上,则获得具有第三叠层结构所带来的效果,若第三叠层结构的平均厚度为2.0μm以下,则能够抑制因第一叠层结构或第二叠层结构的厚度相对减小而导致的密接性下降。从同样的观点出发,第三叠层结构的平均厚度优选为0.15μm以上0.60μm以下,更优选为0.20μm以上0.54μm以下。
[0087]
另外,在本实施方式的包覆切削工具中,在从基材与包覆层的界面向包覆层的表面侧移动300nm的位置处,构成包覆层的晶粒的平均粒径优选为50nm以上500nm以下。若在从基材与包覆层的界面向包覆层的表面侧移动300nm的位置处,构成包覆层的晶粒的平均粒径为50nm以上,则粒子的脱落得到抑制,因此,有密接性提升的趋势。另外,若在从基材与包覆层的界面向包覆层的表面侧移动300nm的位置处,构成包覆层的晶粒的平均粒径为500nm以下,则压缩应力较大,因此,有包覆切削工具的耐缺损性提升的趋势。从同样的观点出发,在从基材与包覆层的界面向包覆层的表面侧移动300nm的位置处,构成包覆层的晶粒的平均粒径更优选为52nm以上495nm以下,进一步优选为54nm以上492nm以下。
[0088]
另外,在本实施方式的包覆切削工具中,在从第三叠层结构中与基材相反的一侧的表面向基材侧移动100nm的位置处,构成包覆层的晶粒的平均粒径优选为5nm以上且小于50nm。若在从第三叠层结构中与基材相反的一侧的表面向基材侧移动100nm的位置处,构成包覆层的晶粒的平均粒径为5nm以上,则能够抑制压缩应力过大,由此,能够进一步抑制剥离,因此,有密接性提升的趋势。另外,若在从第三叠层结构中与基材相反的一侧的表面向基材侧移动100nm的位置处,构成包覆层的晶粒的平均粒径小于50nm,则压缩应力较大,因此,龟裂的扩展进一步得到抑制,结果,有包覆切削工具的耐缺损性提升的趋势。从同样的观点出发,在从第三叠层结构中与基材相反的一侧的表面向基材侧移动100nm的位置处,构成包覆层的晶粒的平均粒径更优选为5nm以上48nm以下,进一步优选为5nm以上45nm以下。
[0089]
本实施方式的包覆切削工具如上所述,在包覆层与基材的界面附近的包覆层中,伴随着将叠层周期控制在相对较大的范围内,能够使构成包覆层的晶粒的平均粒径较大。
结果,本实施方式的包覆切削工具能够抑制粒子脱落,因此,有密接性提升,能够抑制由耐剥离性引起的缺损的趋势。本实施方式的包覆切削工具如上所述,在包覆层中与基材相反的一侧的表面附近,构成包覆层的晶粒的平均粒径较小,由此,压缩应力较大,因此,有耐崩裂性及耐缺损性提升的趋势。
[0090]
此外,在本实施方式中,构成包覆层的晶粒的平均粒径是沿与基材表面平行的方向划线,将该线的长度除以该线上存在的晶粒的数量所得的值。具体来说,构成包覆层的晶粒的平均粒径能够通过下述实施例中所述的方法进行测定。另外,构成包覆层的晶粒包括包含式(1)所表示的组成的化合物的晶粒、包含式(2)所表示的组成的化合物的晶粒中的任一种,或者,包括包含式(1)所表示的组成的化合物的晶粒及包含式(2)所表示的组成的化合物的晶粒这两者。
[0091]
在本实施方式的包覆切削工具中,第一叠层结构中第一层与第二层的反复次数优选为1次以上12次以下,更优选为1次以上10次以下,进一步优选为1次以上8次以下,特别优选为1次以上5次以下。
[0092]
在本实施方式的包覆切削工具中,第二叠层结构中第一层与第二层的反复次数优选为1次以上40次以下,更优选为1次以上30次以下,进一步优选为1次以上20次以下,特别优选为1次以上10次以下。
[0093]
在本实施方式的包覆切削工具中,第三叠层结构中第一层与第二层的反复次数优选为1次以上400次以下,更优选为2次以上300次以下,进一步优选为3次以上200次以下,特别优选为5次以上100次以下。
[0094]
另外,在本实施方式中,在第一层与第二层各形成有一层的情况下,“反复次数”为1次。
[0095]
图1是示出本实施方式的包覆切削工具的一例的剖视示意图。包覆切削工具8包括基材1、以及形成于该基材1的表面上的包覆层7。包覆层7具有从基材1侧将第二层2与第一层3依次交替反复形成6次而成的叠层结构。该叠层结构从基材1侧向包覆层7的表面侧依次包括第一叠层结构4、第二叠层结构5以及第三叠层结构6。
[0096]
[上部层]
[0097]
本实施方式中所使用的包覆层也可以在第三叠层结构中与基材相反的一侧的表面具有上部层。上部层优选为包含选自由ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y构成的群的至少一种元素、以及选自由c、n、o及b构成的群的至少一种元素的化合物(其中,包含式(1)所表示的组成的化合物及包含式(2)所表示的组成的化合物除外)的单层或叠层。若上部层是这种化合物的单层或叠层,则耐磨损性更加优异,因此更加优选。另外,从与上述同样的观点出发,上部层更优选包括包含选自由ti、v、nb、ta、cr、mo、w、al、si及y构成的群的至少一种元素、以及选自由c、n、o及b构成的群的至少一种元素的化合物(其中,包含式(1)所表示的组成的化合物及包含式(2)所表示的组成的化合物除外),进一步优选包括包含选自由ti、nb、ta、cr、w、al、si及y构成的群的至少一种元素、以及n的化合物(其中,包含式(2)所表示的组成的化合物除外)。另外,上部层既可为单层,也可为两层以上的多层(叠层)。
[0098]
在本实施方式中所使用的包覆层中,上部层的平均厚度优选为0.1μm以上3.5μm以下。若上部层的平均厚度为0.1μm以上3.5μm以下,则显示出耐磨损性更加优异的趋势。从同样的观点出发,上部层的平均厚度更优选为0.2μm以上3.0μm以下,进一步优选为0.3μm以上
2.5μm以下。
[0099]
[下部层]
[0100]
本实施方式中所使用的包覆层优选在基材和第一层与第二层的叠层结构之间具有下部层。由此,有基材与包覆层的密接性进一步提升的趋势。其中,从与上述同样的观点出发,下部层优选包括包含选自由ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y构成的群的至少一种元素、以及选自由c、n、o及b构成的群的至少一种元素的化合物(其中,包含式(1)所表示的组成的化合物及包含式(2)所表示的组成的化合物除外),更优选包括包含选自由ti、v、nb、ta、cr、mo、w、al、si及y构成的群的至少一种元素、以及选自由c、n、o及b构成的群的至少一种元素的化合物(其中,包含式(1)所表示的组成的化合物及包含式(2)所表示的组成的化合物除外),进一步优选包括包含选自由ti、ta、cr、w、al、si及y构成的群的至少一种元素、以及n的化合物(其中,包含式(2)所表示的组成的化合物除外)。另外,下部层既可为单层,也可为两层以上的多层。
[0101]
在本实施方式中所使用的包覆层中,下部层的平均厚度优选为0.1μm以上3.5μm以下。若下部层的平均厚度为0.1μm以上3.5μm以下,则显示出基材与包覆层的密接性进一步提升的趋势。从同样的观点出发,下部层的平均厚度更优选为0.2μm以上3.0μm以下,进一步优选为0.3μm以上2.5μm以下。
[0102]
[包覆层的制造方法]
[0103]
本实施方式的包覆切削工具中的包覆层的制造方法并无特别限定,例如可列举离子镀法、电弧离子镀法、溅射法及离子混合法等物理蒸镀法。若使用物理蒸镀法形成包覆层,则能够形成锐边,因此较为优选。其中,电弧离子镀法使包覆层与基材的密接性更加优异,因此更优选。
[0104]
[包覆切削工具的制造方法]
[0105]
下面,使用具体例对本实施方式的包覆切削工具的制造方法进行说明。此外,本实施方式的包覆切削工具的制造方法只要能够实现该包覆切削工具的构成即可,并无特别限制。
[0106]
首先,将加工成工具形状的基材收容于物理蒸镀装置的反应容器内,将金属蒸发源设置在反应容器内。之后,对反应容器内抽真空,直到成为压力为1.0
×
10-2
pa以下的真空,利用反应容器内的加热器将基材加热至其温度达到200℃~700℃。加热后,将ar气体导入至反应容器内,使反应容器内的压力为0.5pa~5.0pa。在压力为0.5pa~5.0pa的ar气体气氛下,对基材施加-500v~-350v的偏置电压,使40a~50a的电流通过反应容器内的钨丝,对基材表面实施利用ar气体的离子轰击处理。在对基材表面实施离子轰击处理后,对反应容器内抽真空,直到成为压力为1.0
×
10-2
pa以下的真空。
[0107]
当形成本实施方式中所使用的下部层时,将基材加热至其温度达到400℃~600℃。加热后,将气体导入至反应容器内,使反应容器内的压力为0.5pa~5.0pa。作为气体,例如,在下部层由包含选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及n的化合物构成的情况下,可列举n2气体,在下部层由包含选自ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y中的至少一种元素、以及n和c的化合物构成的情况下,可列举n2气体与c2h2气体的混合气体。混合气体的体积比例并无特别限定,例如可为n2气体:c2h2气体=95:5~85:15。接着,对基材施加-80v~-40v的偏置电压,通过电弧电流为100a~200a的电弧放电使与各
层的金属成分相应的金属蒸发源蒸发而形成下部层即可。
[0108]
当形成本实施方式中所使用的第一层时,控制基材使其温度成为350℃~550℃,将氮气(n2)导入至反应容器内,使反应容器内的压力为1.0pa~5.0pa。之后,对基材施加-60v~-40v的偏置电压,通过80a~150a的电弧放电使tic蒸发源蒸发而形成第一层即可。
[0109]
当形成本实施方式中所使用的第二层时,控制基材使其温度达到350℃~550℃。此外,若使该基材的温度与形成第一层时的基材的温度相同,则能够连续地形成第一层与第二层,因此较为优选。在对温度进行控制后,将n2气体导入至反应容器内,使反应容器内的压力为1.0pa~5.0pa。接着,对基材施加-100v~-20v的偏置电压,通过电弧电流为80a~150a的电弧放电使与第二层的金属成分相应的金属蒸发源蒸发而形成第二层即可。
[0110]
为了形成将第一层与第二层分别交替地叠层一层以上而成的叠层结构,通过在上述条件下,利用电弧放电使tic蒸发源及金属蒸发源交替地蒸发,来交替地形成各层即可。通过分别调整tic蒸发源及金属蒸发源的电弧放电时间,能够对构成叠层结构的各层的厚度进行控制,从而能够形成将叠层周期控制在特定范围内的第一叠层结构、第二叠层结构及第三叠层结构。
[0111]
在形成第一层时,若使反应容器内的压力较大,则在式(1)所表示的组成中,n元素的比例较小,从而能够使c元素的比例(x)较大。
[0112]
为了使本实施方式中所使用的第一层中的晶粒的平均粒径为预定值,在上述形成第一层的过程中,调整偏置电压或c元素的原料(tic)的量即可。更具体地来说,在形成第一层的过程中,若增大负的偏置电压(远离零的一侧),则有第一层中的晶粒的平均粒径减小的趋势。在形成第一层的过程中,若增加c元素的原料的量,则有第一层中的晶粒的平均粒径减小的趋势。另外,若第一层的每一层的平均厚度变薄,则有第一层中的晶粒的平均粒径减小的趋势。
[0113]
为了使本实施方式中所使用的第二层中的晶粒的平均粒径为预定值,在上述形成第二层的过程中,调整偏置电压即可。更具体地来说,在形成第二层的过程中,若增大负的偏置电压(远离零的一侧),则有第二层中的晶粒的平均粒径减小的趋势。有通过第二层中的晶粒的平均粒径减小而使长径比增大的趋势。另外,若第二层的每一层的平均厚度变薄,则有第二层中的晶粒的平均粒径减小的趋势。
[0114]
当形成本实施方式中所使用的上部层时,在与上述下部层相同的制造条件下形成即可。即,首先,将基材加热至其温度达到400℃~600℃。加热后,将气体导入至反应容器内,使反应容器内的压力为0.5pa~5.0pa。作为气体,例如,在上部层由包含选自由ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y构成的群的至少一种元素、以及n的化合物构成的情况下,可列举n2气体,在上部层由包含选自由ti、zr、hf、v、nb、ta、cr、mo、w、al、si及y构成的群的至少一种元素、以及n和c的化合物构成的情况下,可列举n2气体与c2h2气体的混合气体。混合气体的体积比例并无特别限定,例如可为n2气体:c2h2气体=95:5~85:15。接着,对基材施加-80v~-40v的偏置电压,通过电弧电流为100a~200a的电弧放电使与各层的金属成分相应的金属蒸发源蒸发而形成上部层即可。
[0115]
本实施方式的包覆切削工具中的构成包覆层的各层的厚度可以根据包覆切削工具的截面组织,使用光学显微镜、扫描型电子显微镜(sem)、透射型电子显微镜(tem)等进行测定。此外,本实施方式的包覆切削工具中的各层的平均厚度可以根据从与金属蒸发源相
对的面的刀头棱线部向该面的中心部移动50μm的位置附近的三处以上的截面,对各层的厚度进行测定,并计算其平均值(算数平均值)而求得。
[0116]
另外,本实施方式的包覆切削工具中的构成包覆层的各层的组成可以根据本实施方式的包覆切削工具的截面组织,使用能量色散型x射线分析装置(eds)或波长色散型x射线分析装置(wds)等进行测定。
[0117]
可认为本实施方式的包覆切削工具至少由于耐磨损性及耐缺损性优异,而起到与以往相比能够延长工具寿命的效果(其中,能够延长工具寿命的原因并不限定于上述内容)。作为本实施方式的包覆切削工具的种类,具体来说,可列举铣削加工用或车削加工用的更换刀头型切削刀片、钻具及立铣刀等。
[0118]
【实施例】
[0119]
下面,通过实施例对本发明更详细地进行说明,但本发明不限于这些实施例。
[0120]
(实施例1)
[0121]
准备cnmg120408-sm的刀片(具有89.6wc-9.8co-0.6cr3c2(以上为质量%)的组成的超硬合金)作为基材。在电弧离子镀装置的反应容器内配置tic蒸发源及金属蒸发源,以成为表1及表2所示的各层的组成。将准备好的基材固定于反应容器内的旋转工作台的固定配件上。
[0122]
之后,对反应容器内抽真空,直到成为压力为5.0
×
10-3
pa以下的真空。抽真空后,通过反应容器内的加热器,将基材加热至其温度达到450℃。加热后,将ar气体导入至反应容器内,使其压力成为2.7pa。
[0123]
在压力为2.7pa的ar气体气氛下,对基材施加-400v的偏置电压,使40a的电流流过反应容器内的钨丝,对基材表面实施30分钟利用ar气体的离子轰击处理。离子轰击处理结束后,对反应容器内抽真空,直到成为压力为5.0
×
10-3
pa以下的真空。
[0124]
对于发明品1~21,抽真空后,控制基材使其温度达到表3所示的温度(成膜开始时的温度),将氮气(n2)导入至反应容器内,将反应容器内调整为表3所示的压力。之后,对基材施加表3所示的偏置电压,通过表3所示的电弧电流的电弧放电,按照表1所示的最下层最先形成于基材表面的顺序,使成为表1所示的组成的第一层的tic蒸发源与成为表1所示的组成的第二层的金属蒸发源交替地蒸发,来交替地形成第一层与第二层,从而依次形成第一叠层结构、第二叠层结构及第三叠层结构。此时,进行控制以成为表3所示的反应容器内的压力。另外,第一层的厚度及第二层的厚度、以及第一叠层结构、第二叠层结构及第三叠层结构的厚度是通过调整各自的电弧放电时间进行控制,从而达到表1所示的厚度。
[0125]
对于比较品1~17,抽真空后,控制基材使其温度达到表4所示的温度(成膜开始时的温度),将氮气(n2)导入至反应容器内,将反应容器内调整为表4所示的压力。之后,对基材施加表4所示的偏置电压,通过表4所示的电弧电流的电弧放电,按照表2所示的最下层最先形成于基材表面的顺序,使表2所示的组成的a层的tic蒸发源与表2所示的组成的b层的金属蒸发源交替地蒸发,按照表2所示的最下层成为基材的初始表面的顺序,交替地形成a层与b层,从而依次形成第一叠层结构、第二叠层结构及第三叠层结构。此时,进行控制以成为表4所示的反应容器内的压力。另外,a层的厚度及b层的厚度、以及第一叠层结构、第二叠层结构及第三叠层结构的厚度是通过调整各自的电弧放电时间进行控制,从而达到表2所示的厚度。
[0126]
在基材表面将各层及叠层结构形成为表1及表2所示的预定的平均厚度后,断开加热器的电源,在样品温度达到100℃以下后,从反应容器内取出样品。
[0127]
【表1】
[0128][0129]
【表2】
[0130][0131]
【表3】
[0132][0133]
【表4】
[0134][0135]
在从包覆切削工具的与金属蒸发源相对的面的刀尖棱线部向该面的中心部移动50μm的位置附近,对三处截面进行tem观察,对各层的厚度进行测定,并计算其平均值(算数平均值),由此,求出所获得的样品的各层的平均厚度。将这些结果一并示于表1及表2。
[0136]
在从包覆切削工具的与金属蒸发源相对的面的切削刃棱线部向中心部移动50μm的位置附近的截面中,使用与tem配套的eds,对所获得的样品的各层的组成进行测定。将测定结果示于表1及表2。此外,表1及表2的各层的金属元素的组成比表示构成各层的金属化合物中各金属元素相对于金属元素整体的原子比。
[0137]
[平均粒径]
[0138]
对于所获得的样品,如下所述,使用市售的透射型显微镜(tem),对从基材与包覆层的界面向包覆层的表面侧移动300nm的位置(以下也简写为“距基材300nm的位置”)处的晶粒的平均粒径、及从第三叠层结构的与基材相反的一侧的表面向基材侧移动100nm的位
置(以下也简写为“距第三叠层结构的表面100nm的位置”)处的晶粒的平均粒径进行测定。首先,使用聚焦离子束(fib)加工机,制作以包覆层的截面(与观察包覆层的厚度时为相同的方向的截面:与基材表面垂直的方向)为观察面的薄膜样品。对所制作的样品的观察面拍摄扫描透射电子图像(stem图像)的照片。在拍摄到的照片中距基材300nm的位置处,沿与基材表面平行的方向划直线,并对该线上存在的晶粒的数量进行测定。使用将该直线的长度除以该线上存在的晶粒的数量所得的值作为距基材300nm的位置处的晶粒的平均粒径。此时,使直线的长度为10μm以上。同样地,在拍摄到的照片中距第三叠层结构的表面100nm的位置处,沿与基材表面平行的方向划直线,使用将该直线的长度除以该线上存在的晶粒的数量所得的值作为距第三叠层结构的表面100nm的位置处的晶粒的平均粒径。将测定结果示于表5及表6。
[0139]
【表5】
[0140][0141]
【表6】
[0142][0143]
使用所获得的样品进行以下切削试验,并进行评价。
[0144]
[切削试验]
[0145]
被切削件:sus304
[0146]
被切削件形状:120mm
×
400mm的圆棒
[0147]
切削速度:150m/min
[0148]
每一刃的进给:0.25mm/rev
[0149]
切入深度:2.0mm
[0150]
冷却剂:使用
[0151]
评价项目:将样品缺损(在样品的切削刃部产生缺口)时、或后刀面磨损宽度达到0.30mm时设为已到工具寿命,对到工具寿命之前的加工时间进行测定。另外,通过sem观察加工时间为10分钟时的损伤形态。此外,加工时间为10分钟时的损伤形态为“崩裂”是指能够继续加工的程度的缺口。另外,加工时间较长是指耐缺损性及耐磨损性优异。将所得到的评价结果示于表7及表8。
[0152]
【表7】
[0153][0154]
【表8】
[0155][0156]
根据表7及表8所示结果,发明品的加工时间为22分钟以上,长于所有比较品的加工时间。
[0157]
根据以上结果可知,通过使耐磨损性及耐缺损性提升,发明品的工具寿命较长。
[0158]
产业上的可利用性
[0159]
本发明的包覆切削工具由于耐磨损性及耐缺损性优异,因此,与以往相比能够延长工具寿命,在这一点上产业上的可利用性高。