一种用于首饰行业的cnc片料激光雕铣批花复合一体机
技术领域
1.本发明涉及机械设备技术领域,具体涉及一种用于首饰行业的cnc片料激光雕铣批花复合一体机。
背景技术:
2.数控机床是数字控制机床(computer numerical control machine tools, cnc)的简称,是一种装有程序控制系统的自动化机床。其控制系统发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是一种典型的机电一体化产品。
3.珠宝首饰最初都是由手工打造而成,cnc设备引入珠宝首饰领域后,由于cnc机床的加工精度高,使生产的珠宝首饰具有了稳定的加工质量。但是现有的cnc机床中通常不具备激光加工功能,且在首饰片料加工中多为三轴平面雕铣和批花复合机,或是三轴激光平面加工,无法翻转工作台,需要双面加工时需掉头装夹,手工装夹会有定位误差。而且,装夹片料工件时为手动装夹,生产效率较低。
技术实现要素:
4.有鉴于此,有必要提供一种具有激光加工功能、且能够自动翻转片料工件的用于首饰行业的cnc片料激光雕铣批花复合一体机。
5.一种用于首饰行业的cnc片料激光雕铣批花复合一体机,包括复合加工装置、设于所述复合加工装置下方的片料翻转装置、及驱动所述复合加工装置和所述片料翻转装置移动的加工中心装置,所述加工中心装置包括x轴模组、y轴模组和两个z轴模组,所述x轴模组、所述y轴模组和所述z轴模组两两相互垂直设置,所述复合加工装置包括批花组件、激光组件和主轴组件,所述x轴模组、所述y轴模组和两个所述z轴模组分别移动和/或旋转所述批花组件、所述激光组件、所述主轴组件和所述片料翻转装置,使所述批花组件、所述激光组件和所述主轴组件分别对放置于所述工件翻转装置上的片料工件的正反两面进行加工处理。
6.进一步地,还包括工作台和设于所述工作台上的设备支架,所述x轴模组水平设置于所述设备支架上;两个所述z轴模组互相平行且竖直设置于所述x轴模组上,并与所述x轴模组互相垂直设置;所述y轴模组水平设置于所述设备支架下方的所述工作台上,并与所述x轴模组互相垂直设置。
7.进一步地,所述x轴模组包括x轴伺服电机、x轴滚珠丝杆、x轴活动件和设于所述x轴滚珠丝杆两侧的x轴直线导轨组,所述x轴滚珠丝杆水平方向安装于所述设备支架的横梁上,所述x轴活动件设于所述x轴直线导轨组上,两个所述z轴模组平行设置于所述x轴活动件上,所述x轴伺服电机驱动所述x轴活动件和两个所述z轴模组沿所述x轴滚珠丝杆方向在所述x轴直线导轨组上左右移动。
8.进一步地,两个所述z轴模组包括第一z轴模组和第二z轴模组,所述第一z轴模组和所述第二z轴模组平行安装于所述x轴活动件上;所述第一z轴模组包括第一z轴伺服电机、第一z轴滚珠丝杆、第一设备连接板和设于所述第一z轴滚珠丝杆两侧的第一z轴直线导轨组,所述第一设备连接板设于所述第一z轴直线导轨组上,所述第一z轴伺服电机驱动所述第一设备连接板沿所述第一z轴滚珠丝杆方向在所述第一z轴直线导轨组上方上下移动,所述第一设备连接板上安装有所述批花组件和所述激光组件;所述第二z轴模组包括第二z轴伺服电机、第二z轴滚珠丝杆、第二设备连接板和设于所述第二z轴滚珠丝杆两侧的第二z轴直线导轨组,所述第二设备连接板设于所述第二z轴直线导轨组上,所述第二z轴伺服电机驱动所述第二设备连接板沿所述第二z轴滚珠丝杆方向在所述第二z轴直线导轨组上方上下移动,所述第二设备连接板上安装有所述主轴组件。
9.进一步地,所述批花组件包括批花动力气缸、批花直线导轨组、角度伺服电机、角度减速机、批花旋转伺服电机、批花刀盘和限位块,所述角度伺服电机、所述角度减速机、所述批花旋转伺服电机和所述批花刀盘依次设置,竖直安装于所述批花直线导轨组上,并由所述批花动力气缸推动,沿所述批花直线导轨组上下移动,所述限位块安装于所述批花直线导轨组的一侧,所述限位块用于限制所述批花组件的移动范围;所述批花刀盘上安装有批花刀具,所述角度伺服电机和所述角度减速机使所述批花刀盘以z轴方向为轴摆动角度,所述批花旋转伺服电机带动所述批花刀盘旋转。
10.进一步地,所述激光组件竖直安装于所述第一设备连接板上,并与所述批花组件平行设置,所述激光组件包括激光头,所述激光头突出于所述第一设备连接板的底侧边缘,所述批花组件上移时,所述批花刀盘的高度高于所述激光头的高度。
11.进一步地,所述主轴组件通过主轴抱夹固定安装于所述第二设备连接板上,所述主轴组件包括主轴旋转电机和刀具座,所述刀具座设于所述主轴旋转电机的末端,所述刀具座上安装有加工刀具,所述主轴旋转电机驱动所述刀具座旋转。
12.进一步地,所述y轴模组包括y轴伺服电机、y轴滚珠丝杆、y轴推板、y轴支撑架和设于所述y轴滚珠丝杆两侧的y轴直线导轨组,所述y轴滚珠丝杆水平安装于所述工作台上,并与所述x轴模组垂直设置,所述y轴推板安装于所述y轴直线导轨组的上方,并在所述y轴伺服电机的推动下沿所述y轴滚珠丝杆和所述y轴直线导轨组前后移动,所述y轴支撑架固定安装于所述y轴推板上。
13.进一步地,所述片料翻转装置安装于所述y轴支撑架的顶端,所述片料翻转装置包括片料支撑架、u型固定板、翻转旋转伺服电机、翻转减速机和对刀仪,所述片料支撑架通过轴承旋转安装于所述u型固定板的相对的两个侧板之间,所述翻转旋转伺服电机和所述翻转减速机安装于所述u型固定板的一个侧板的外侧,并驱动所述片料支撑架旋转;所述对刀仪安装于另一个侧板的外侧;所述片料支撑架包括托料板、夹料板和压料气缸,所述托料板呈框体,所述夹料板和所述压料气缸设于框体的内侧边沿,所述压料气缸推动所述压料板转动,使所述压料板和所述托料板夹紧片料工件。
14.进一步地,还包括刀库组件,所述刀库组件通过刀库固定板固定安装于所述设备支架的立柱上,所述刀库组件包括刀库伺服电机、刀库减速机、刀库底板和旋转刀盘,所述旋转刀盘和所述刀库伺服电机、刀库减速机分别安装于所述刀库底板的两侧,所述旋转刀盘在所述刀库伺服电机和所述刀具减速机的驱动下转动,所述旋转刀盘安装有多个卡爪,
多个所述卡爪设置于以所述旋转刀盘的圆心为圆心的同一圆周上,所述卡爪上安装有刀具。
15.上述用于首饰行业的cnc片料激光雕铣批花复合一体机中,所述主轴组件、所述激光组件和所述批花组件分别片料工件进行多种加工工艺的复合加工,完成多个加工工序,且所述工件翻转装置能够自动翻转片料工件,使片料工件的正反两面均可以朝向所述主轴组件、所述激光组件和所述批花组件,避免了手工翻转带来的装夹误差,且所述主轴组件、所述激光组件和所述批花组件等各个加工设备自动复合加工,使片料工件的正面和反面的图案能够达到完全对称,提高了产品质量和美观度,且减少了不良品率,提高了生产效率。本发明的结构简单,易于实现,成本低廉,便于推广。
附图说明
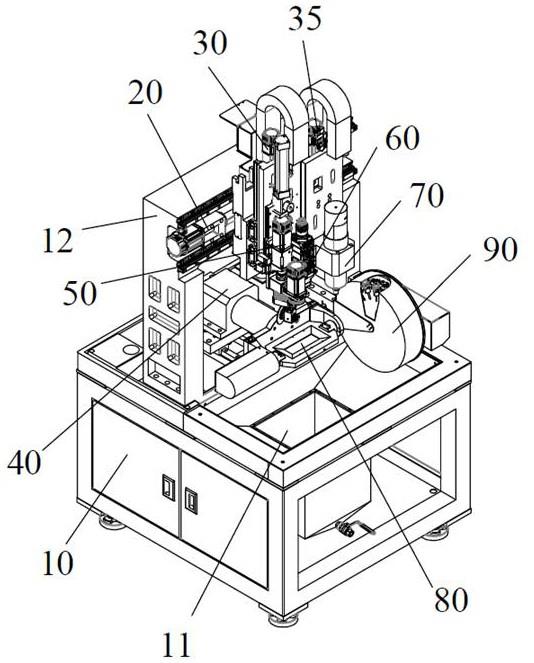
16.图1是本发明实施例用于首饰行业的cnc片料激光雕铣批花复合一体机的结构示意图。
17.图2是本发明实施例用于首饰行业的cnc片料激光雕铣批花复合一体机的x轴模组和y轴模组的结构示意图。
18.图3是本发明实施例用于首饰行业的cnc片料激光雕铣批花复合一体机的z轴模组和复合加工装置的结构示意图一。
19.图4是本发明实施例用于首饰行业的cnc片料激光雕铣批花复合一体机的z轴模组和复合加工装置的结构示意图二。
20.图5是本发明实施例用于首饰行业的cnc片料激光雕铣批花复合一体机的片料翻转装置的结构示意图。
21.图6是本发明实施例用于首饰行业的cnc片料激光雕铣批花复合一体机的刀库组件的结构示意图。
具体实施方式
22.本实施例以用于首饰行业的cnc片料激光雕铣批花复合一体机为例,以下将结合具体实施例和附图对本发明进行详细说明。
23.请参阅图1、图2、图3、图4、图5和图6,示出本发明实施例提供的一种用于首饰行业的cnc片料激光雕铣批花复合一体机100,包括复合加工装置、设于所述复合加工装置下方的片料翻转装置80、及驱动所述复合加工装置和所述片料翻转装置80移动的加工中心装置,所述加工中心装置包括x轴模组20、y轴模组40和两个z轴模组,所述x轴模组20、所述y轴模组40和所述z轴模组两两相互垂直设置,所述复合加工装置包括批花组件50、激光组件60和主轴组件70,所述x轴模组20、所述y轴模组40和两个所述z轴模组分别移动和/或旋转所述批花组件50、所述激光组件60、所述主轴组件70和所述片料翻转装置80,使所述批花组件50、所述激光组件60和所述主轴组件70分别对放置于所述工件翻转装置上的片料工件的正反两面进行加工处理。
24.进一步地,还包括工作台10和设于所述工作台10上的设备支架12,所述x轴模组20水平设置于所述设备支架12上;两个所述z轴模组互相平行且竖直设置于所述x轴模组20上,并与所述x轴模组20互相垂直设置;所述y轴模组40水平设置于所述设备支架12下方的
所述工作台10上,并与所述x轴模组20互相垂直设置。
25.具体地,所述设备支架12采用龙门架,所述设备支架12包括横梁121和横梁121两端的立柱122,所述横梁121水平放置,并支撑于立柱122的顶端。
26.具体地,所述x轴模组20、所述y轴模组40和所述z轴模组组成空间立体直角坐标系,所述片料翻转装置80采用a轴模组,使片料工件以x轴方向为轴旋转,在由x轴模组20、y轴模组40、z轴模组和a轴模组组成的四轴加工中心。在本实施例中,两个所述z轴模组平行设置,使所述批花组件50、所述激光组件60和所述主轴组件70能够单独对片料工件进行加工处理,从而实现所述主轴组件70、所述激光组件60和所述批花组件50分别对片料工件的正面和反面进行切割、车、铣、雕刻和批花等操作。
27.具体地,所述x轴模组20带动两个所述z轴模组及所述批花组件50、所述激光组件60和所述主轴组件70水平左右移动,两个所述z轴模组分别带动所述批花组件50、所述激光组件60和所述主轴组件70竖直上下移动,所述y轴模组40带动所述工件翻转装置水平前后移动,所述工件翻转装置带动片料工件以x轴方向为轴旋转。
28.进一步地,所述x轴模组20包括x轴伺服电机21、x轴滚珠丝杆22、x轴活动件24和设于所述x轴滚珠丝杆22两侧的x轴直线导轨组23,所述x轴滚珠丝杆22水平方向安装于所述设备支架12的横梁121上,所述x轴活动件24设于所述x轴直线导轨组23上,两个所述z轴模组平行设置于所述x轴活动件24上,所述x轴伺服电机21驱动所述x轴活动件24和两个所述z轴模组沿所述x轴滚珠丝杆22方向在所述x轴直线导轨组23上左右移动。
29.进一步地,两个所述z轴模组包括第一z轴模组30和第二z轴模组35,所述第一z轴模组30和所述第二z轴模组35平行安装于所述x轴活动件24上;所述第一z轴模组30包括第一z轴伺服电机31、第一z轴滚珠丝杆、第一设备连接板34和设于所述第一z轴滚珠丝杆两侧的第一z轴直线导轨组33,所述第一设备连接板34设于所述第一z轴直线导轨组33上,所述第一z轴伺服电机31驱动所述第一设备连接板34沿所述第一z轴滚珠丝杆方向在所述第一z轴直线导轨组33上方上下移动,所述第一设备连接板34上安装有所述批花组件50和所述激光组件60;所述第二z轴模组35包括第二z轴伺服电机36、第二z轴滚珠丝杆、第二设备连接板35和设于所述第二z轴滚珠丝杆两侧的第二z轴直线导轨组38,所述第二设备连接板35设于所述第二z轴直线导轨组38上,所述第二z轴伺服电机36驱动所述第二设备连接板35沿所述第二z轴滚珠丝杆方向在所述第二z轴直线导轨组38上方上下移动,所述第二设备连接板35上安装有所述主轴组件70。
30.具体地,在本实施例中,所述第一z轴模组30和所述第二z轴模组35独立设置,所述批花组件50、所述激光组件60和所述主轴组件70独立工作。
31.具体地,在另一实施例中,所述复合一体机包括一个z轴模组,所述批花组件50、所述激光组件60和所述主轴组件70等多个加工设备安装于一个z轴模组的设备连接板上,每一个加工设备与设备连接板之间具有上下移动的滑轨,或者各个设备采用可伸缩方式设置;即当一个加工设备工作时,该设备向下移动,其他设备向上移动,或者,需要工作的加工设备伸出设备连接板范围以外,其他设备的操作头收缩至设备连接板范围内。例如,所述激光组件60、所述主轴组件70和所述批花组件50安装于同一块所述设备连接板上,当所述主轴组件70工作时,所述激光组件60和所述批花组件50向上移动,将工作头收缩至所述设备连接板范围内,避免影响所述主轴组件70工作。
32.具体地,在另一实施例中,所述复合一体机包括多个z轴模组,所述批花组件50、所述激光组件60和所述主轴组件70等多个加工设备分别安装于一个z轴模组的设备连接板上,每一个加工设备对应地具有一个z轴模组,当一个加工设备工作时,该设备在对应的z轴模组的带动下向下移动,其他设备向上移动,各个z轴模组之间互相独立工作。
33.进一步地,所述批花组件50包括批花动力气缸51、批花直线导轨组、角度伺服电机53、角度减速机54、批花旋转伺服电机55、批花刀盘56和限位块57,所述角度伺服电机53、所述角度减速机54、所述批花旋转伺服电机55和所述批花刀盘56依次设置,竖直安装于所述批花直线导轨组上,并由所述批花动力气缸51推动,沿所述批花直线导轨组上下移动,所述限位块57安装于所述批花直线导轨组的一侧,所述限位块57用于限制所述批花组件50的移动范围;所述批花刀盘56上安装有批花刀具,所述角度伺服电机53和所述角度减速机54使所述批花刀盘56以z轴方向为轴摆动角度,所述批花旋转伺服电机55带动所述批花刀盘56旋转。
34.进一步地,所述激光组件60竖直安装于所述第一设备连接板34上,并与所述批花组件50平行设置,所述激光组件60包括激光头61,所述激光头61突出于所述第一设备连接板34的底侧边缘,所述批花组件50上移时,所述批花刀盘56的高度高于所述激光头61的高度。
35.进一步地,所述主轴组件70通过主轴抱夹固定安装于所述第二设备连接板35上,所述主轴组件70包括主轴旋转电机71和刀具座72,所述刀具座72设于所述主轴旋转电机71的末端,所述刀具座72上安装有加工刀具,所述主轴旋转电机71驱动所述刀具座72旋转。
36.具体地,所述批花组件50采用可伸缩结构,使所述批花刀盘56伸出或者收缩;当需要对片料工件进行加工时,所述批花刀盘56伸出所述第一设备连接板34的底边并进行相应的操作;当操作完毕后,所述批花刀盘56收缩,避免由于误操作对片料工件造成损伤。
37.具体地,所述激光组件60、所述主轴组件70和所述批花组件50分别使用不同的加工工艺对片料工件进行加工处理,其中,所述激光组件60用于对片料工件的切割等操作,所述主轴组件70用于对片料工件的车、铣等操作,所述批花组件50用于对片料工件的批花等操作,使所述激光雕铣批花复合一体机能够对片料工件实现一次装夹、多种工序的复合加工。
38.进一步地,所述y轴模组40包括y轴伺服电机、y轴滚珠丝杆42、y轴推板44、y轴支撑架45和设于所述y轴滚珠丝杆42两侧的y轴直线导轨组43,所述y轴滚珠丝杆42水平安装于所述工作台10上,并与所述x轴模组20垂直设置,所述y轴推板44安装于所述y轴直线导轨组43的上方,并在所述y轴伺服电机的推动下沿所述y轴滚珠丝杆42和所述y轴直线导轨组43前后移动,所述y轴支撑架45固定安装于所述y轴推板44上。
39.进一步地,所述片料翻转装置80安装于所述y轴支撑架45的顶端,所述片料翻转装置80包括片料支撑架82、u型固定板81、翻转旋转伺服电机83、翻转减速机84和对刀仪85,所述片料支撑架82通过轴承旋转安装于所述u型固定板81的相对的两个侧板之间,所述翻转旋转伺服电机83和所述翻转减速机84安装于所述u型固定板81的一个侧板的外侧,并驱动所述片料支撑架82旋转;所述对刀仪85安装于另一个侧板的外侧;所述片料支撑架82包括托料板821、夹料板822和压料气缸823,所述托料板821呈框体,所述夹料板822和所述压料气缸823设于框体的内侧边沿,所述压料气缸823推动所述压料板转动,使所述压料板和所
述托料板821夹紧片料工件。
40.具体地,所述对刀仪85和所述翻转旋转伺服电机83分别安装于所述u型固定板81的相对的两个侧板的外侧,所述对刀仪85用于对刀具进行倒盘中的测量和补偿。
41.具体地,所述托料板821呈具有一定厚度的框体,所述托料板821的相对的两侧框体的内侧具有下沉的凹台,所述压料气缸823和所述夹料板822平行设置于所述凹台上,将片料工件放置于所述托料板821的框体中央,使片料工件的边缘置于两侧凹台上,所述压料气缸823推动所述夹料板822旋转压紧片料工件。
42.具体地,所述翻转旋转伺服电机83和所述翻转减速机84带动所述片料支撑架82旋转,使片料工件正面朝上或者反面朝上。
43.进一步地,还包括刀库组件90,所述刀库组件90通过刀库固定板91固定安装于所述设备支架12的立柱122上,所述刀库组件90包括刀库伺服电机92、刀库减速机93、刀库底板94和旋转刀盘95,所述旋转刀盘95和所述刀库伺服电机92、刀库减速机93分别安装于所述刀库底板94的两侧,所述旋转刀盘95在所述刀库伺服电机92和所述刀具减速机的驱动下转动,所述旋转刀盘95安装有多个卡爪96,多个所述卡爪96设置于以所述旋转刀盘95的圆心为圆心的同一圆周上,所述卡爪96上安装有刀具。
44.具体地,所述旋转刀盘95外侧罩设有刀库罩,所述刀库罩上具有刀库活动板,所述刀库活动板覆盖于所述刀库罩的开口处,在需要换刀时打开所述刀库活动板,所述刀库伺服电机92和所述刀库减速机93旋转所述旋转刀盘95,将所需更换的刀具转动至所述刀库罩的开口处。
45.具体地,所述工作台10上设有碎屑收集孔11,所述碎屑收集孔11设于所述片料翻转装置80的下方,所述碎屑收集孔11为漏斗式下沉孔,使片料的加工碎屑沿所述碎屑收集孔11的内侧壁聚集于所述碎屑收集孔11的底部。
46.具体地,工件加工时产生的碎屑落入所述工作台10上的所述碎屑收集孔11内,沿所述碎屑收集孔11的内侧壁滑落至所述碎屑收集孔11的底部,提高了碎屑的回收率。
47.上述用于首饰行业的cnc片料激光雕铣批花复合一体机中,所述主轴组件70、所述激光组件60和所述批花组件50分别片料工件进行多种加工工艺的复合加工,完成多个加工工序,且所述工件翻转装置能够自动翻转片料工件,使片料工件的正反两面均可以朝向所述主轴组件70、所述激光组件60和所述批花组件50,避免了手工翻转带来的装夹误差,且所述主轴组件70、所述激光组件60和所述批花组件50等各个加工设备自动复合加工,使片料工件的正面和反面的图案能够达到完全对称,提高了产品质量和美观度,且减少了不良品率,提高了生产效率。本发明的结构简单,易于实现,成本低廉,便于推广。
48.需要说明的是,以上所述仅为本发明的优选实施例,并不用于限制本发明,对于本领域技术人员而言,本发明可以有各种改动和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。