1.本发明涉及汽轮发电机领域,尤其涉及一种大型汽轮发电机转子联轴器装配工艺方法。
背景技术:
2.部分大型汽轮发电机转子与联轴器联接采用多对楔形键的过盈配合。汽轮发电机运行时,楔形键将扭矩从联轴器传递给汽轮发电机转子。每对楔形键由大头键和小头键组成。在试装前,需研磨大头键和小头键中间的斜面。将每对楔形键按图纸紧程组装,按图纸测量大头键上表面和小头键下表面厚度,必要时需进行加工,以保证平行度要求。传统装配工艺为刮研汽轮发电机转子键槽和联轴器键槽后,按图纸要求将楔形键冷态安装在汽轮发电机转子键槽上,进行试装。打紧楔形键,测量大头键和小头键尖端差的距离尺寸,去除紧程后,根据斜度确定高度方向配加工的尺寸,以保证楔形键紧程。拆卸楔形键,根据计算结果,进行配刨大头键上表面和小头键下表面,加工后再次进行试装。此过程需要反复进行,直到楔形键在冷态下满足图纸紧程要求。此种工艺方法需要操作工人多次手工测量,测量误差大;大头键和小头键存在斜度,配刨时加工误差大,容易使得楔形键紧程失效,楔形键通常为热处理后的材料,重新补做浪费时间与制造成本。通过新的装配工艺,能够减少楔形键在机械设备上的配加工次数,最大限度的减少测量误差及加工误差带来的影响,从而避免楔形键紧程失效。
技术实现要素:
3.有鉴于此,本发明提供一种大型汽轮发电机转子联轴器装配工艺方法。所述方法是通过如下步骤实现的:
4.步骤一:试装前准备工作:研磨每对楔形键大头键和小头键中间的斜面,刮研汽轮发电机转子键槽和联轴器键槽;
5.步骤二:试装、确定配加工量:将楔形键冷态安装在汽轮发电机转子键槽内,打紧楔形键,测量大头键和小头键)尖端差的尺寸a,尺寸a去除紧程后,在去除0.08mm得到尺寸b;
6.步骤三:配加工键:根据尺寸b,在长度方向配加工大头键,得到修配后的大头键;
7.步骤四:研配键:根据图纸紧程要求,研配大头键,直至满足图纸装配要求;
8.步骤五:热套联轴器:加热联轴器到既定的温度,吊装联轴器,当发电机转子键槽与联轴器键槽对应时,套装联轴器后,同时打入多对楔形键;
9.步骤六:后续收尾工作:切去楔形键多余的部分,在联轴器端面小头键与发电机转子接触的非承载部分钻孔、攻丝、装入螺钉、冲孔固定。
10.在上述大型汽轮发电机转子联轴器装配工艺方法中:所述步骤二中以汽轮发电机转子键槽为基准对楔形键进行修配。
11.本发明与现有技术相比包含的有益效果是:
12.采用楔形键结构的大型汽轮发电机转子联轴器,在满足试装条件时,需反复试装、测量、配加工楔形键。测量尺寸、装夹加工楔形键均存在着误差,容易造成楔形键紧程失效。本发明通过深入分析楔形键失效的原因,改变了传统工艺中加工的位置,并引入部分装配工研配裕度以最大限度的消除测量与加工误差带来的影响,从而减少楔形键在机械设备的配加工次数,避免楔形键紧程失效,增加制造成本。
附图说明
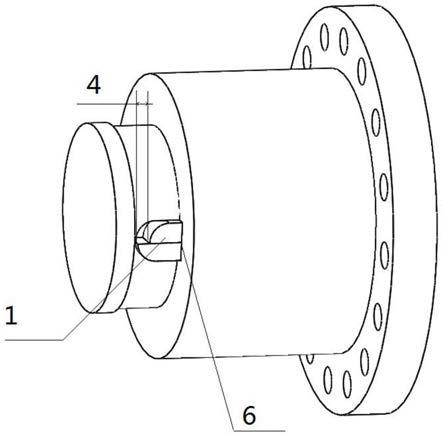
13.图1为试装时打紧楔形键测量尺寸示意图。
14.图2为楔形键配加工示意图。
15.图3为联轴器套装示意图。
16.图中标记说明:1-楔形键、2-大头键、3-小头键、4-紧程、5-汽轮发电机转子键槽、6-联轴器键槽、7-尺寸a、8-尺寸b、9-修配后的大头键。
具体实施方式
17.下面结合附图对本申请作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本申请的保护范围。
18.本实施方式提供一种大型汽轮发电机转子联轴器装配工艺方法,所述方法是通过如下步骤实现的:
19.步骤一:试装前准备工作:如图1所示,楔形键1由大头键2和小头键3构成,研磨每对楔形键1大头键2和小头键3中间的斜面,刮研汽轮发电机转子键槽5和联轴器键槽6。
20.步骤二:试装、确定配加工量:将楔形键1冷态安装在汽轮发电机转子键槽5内,打紧楔形键1,测量大头键2和小头键3尖端差的尺寸a7,尺寸a7去除紧程4后,在去除0.08mm得到尺寸b8,通过增加研配余量0.08mm,以减少测量误差和加工误差带来的影响,从而避免楔形键紧程失效。
21.步骤三:配加工键:如图2所示,尺寸b8为大头键修配尺寸,根据尺寸b8,在长度方向配加工大头键2,得到修配后的大头键9,改变了楔形键1配加工的位置,一次加工到位,避免多次刨床配加工、减少加工带有斜面键造成的装夹误差。
22.步骤四:研配键:根据图纸紧程要求,研配大头键2,直至满足图纸装配紧程4要求。
23.步骤五:热套联轴器:加热联轴器到既定的温度,吊装联轴器,如图3所示,当发电机转子键槽5与联轴器键槽6对应时,套装联轴器后,同时打入多对楔形键1,即先装入修配后的大头键9到既定位置,然后逐渐打入小头键3;同时对多对楔形键1进行操作,以保证联轴器能在正确的位置固定。
24.步骤六:后续收尾工作:切去楔形键1多余的部分,在联轴器端面小头键与发电机转子接触的非承载部分钻孔、攻丝、装入螺钉、冲孔固定,此步骤需要联轴器冷却后进行,以确保各部件处于正确的位置。
25.进一步地,所述步骤二中以汽轮发电机转子键槽5为基准对楔形键1进行修配,有利于保证楔形键1修配的准确性,避免楔形键紧程失效。
26.本发明只是对本发明的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本发明的精神实质,都在本发明的保护范围内。
技术特征:
1.一种大型汽轮发电机转子联轴器装配工艺方法,其特征括如下步骤:步骤一:试装前准备工作:研磨每对楔形键(1)大头键(2)和小头键(3)中间的斜面,刮研汽轮发电机转子键槽(5)和联轴器键槽(6);步骤二:试装和确定配加工量:将楔形键(1)冷态安装在汽轮发电机转子键槽(5)内,打紧楔形键(1),测量大头键(2)和小头键(3)尖端差的尺寸a(7),尺寸a(7)去除紧程(4)后,在去除0.08mm得到尺寸b(8);步骤三:配加工键:根据尺寸b(8),在长度方向配加工大头键(2),得到修配后的大头键(9);步骤四:研配键:根据图纸紧程要求,研配大头键(2),直至满足图纸装配要求;步骤五:热套联轴器:加热联轴器到既定的温度,吊装联轴器,当发电机转子键槽(5)与联轴器键槽(6)对应时,套装联轴器后,同时打入多对楔形键(1);步骤六:后续收尾工作:切去楔形键(1)多余的部分,在联轴器端面小头键与发电机转子接触的非承载部分钻孔、攻丝、装入螺钉、冲孔固定。2.根据权利要求1所述的一种大型汽轮发电机转子联轴器装配工艺方法,其特征在于:所述步骤二中,以汽轮发电机转子键槽(5)为基准对楔形键(1)进行修配。
技术总结
本发明公开一种大型汽轮发电机转子联轴器装配工艺方法,通过对楔形键配加工位置进行创新,以避免多次刨床配加工、减少加工带有斜面键造成的装夹误差;通过增加研配余量,以减少测量误差和加工误差,从而避免楔形键紧程失效的发生。效的发生。效的发生。
技术研发人员:牛彦文 李屹 李冰 张虹 季聪 丁旭东 许策 尹璐 贺云龙 李津剑 宋强义 陈政 侯松涛 李国珺 赵博强 王明伟 马聪 徐佩宏 王铭心 史殿成 方明 杨申申 靳影 魏巍 刘宇 赵祥龙
受保护的技术使用者:哈尔滨电机厂有限责任公司
技术研发日:2021.11.11
技术公布日:2022/2/18