1.本发明涉及不锈钢波纹管加工装置领域,具体是涉及一种燃气用具用不锈钢波纹管接头自动成型装置。
背景技术:
2.不锈钢波纹管被广泛应用在燃气用具与燃气管道连接,不锈钢波纹管通常是由波纹管内管、橡胶套及接头体三部分组成,其中,橡胶套包覆在波纹管内管的外部,用于对波纹管内管进行防护,接头体设置在波纹管内管的端部。
3.不锈钢波纹管的生存制造中,接头体的安装最为关键,接头体的安装形式直接影响到不锈钢波纹管使用状态下的密封性。而接头体通常包括旋转螺母、固定螺母和密封圈三部分,其中旋转螺母以不可分离的形式套在不锈钢波纹管的端部,固定螺母与旋转螺母螺纹连接,密封圈夹设在旋转螺母和固定螺母之间,连接燃气管道或者燃气用具时,通过转动旋转螺母将密封圈压紧,以实现将燃气管道的接头或者燃气用具的接头抱紧的目的。其中,旋转螺母与不锈钢波纹管之间的不可分离连接以及旋转螺母尾孔出的泄露问题尤为重要。
4.中国专利cn201920425455.6公开了一种具有插入式接口的燃气用具连接用不锈钢波纹管,采用金属材质的缩口法兰抱紧不锈钢波纹管的被覆层,现场安装无需配备焊接工具,降低现场安装成本,解除了现场安装时需要焊接作业的安全风险:缩紧后的缩口法兰刚度高,抱紧力大时不会扭曲变形,解决了传统结构中弹性材质增强环密封性差的缺点;在固定螺母内增加增强卡环,当插入式密封套进一步被压缩时会将增强卡环施加向外侧的压力,增强卡环受到固定螺母内侧的锥形抵触面的阻挡后形成收缩并卡住格林接头,达到加强对格林接头抱紧力的效果,使得格林接头不易松动,连接更加稳定。
5.该不锈钢波纹管的缩口法兰需由人工安装再对波纹管进行压平,操作较为繁琐。
技术实现要素:
6.为解决上述技术问题,提供一种燃气用具用不锈钢波纹管接头自动成型装置。
7.为达到以上目的,本发明采用的技术方案为:一种燃气用具用不锈钢波纹管接头自动成型装置,包括,回转工作台,包括依次沿其周向均匀分布的第一工位、第二工位和第三工位;径向缩口组件,沿竖直方向同轴向设置在第一工位、第二工位和第三工位的顶端,所述径向缩口组件用于沿径向挤压缩口法兰;第一工位、第二工位和第三工位的顶部均设置有过料孔,且过料孔与径向缩口组件同轴;还包括有,逆止组件,沿周向均匀布置在过料孔的顶端,逆止组件用于缩口法兰能够自下而上穿过过料孔,并使得缩口法兰无法自上而下脱离过料孔;顶升推料组件,同轴设置在第二工位的底部,且顶升推料组件的工作端竖直朝上,顶升推料组件用于将第二工位上的缩口法兰沿竖直方向顶升至径向缩口组件内;顶升压平组件,同轴设置在第三工位的底部,且顶升压平组件的工作端竖直朝上,顶升压平组件用于向上压平波纹管的裸露段。
8.优选地,逆止组件包括有,转动座,转动座固定设置在过料孔的顶端外沿,且转动座上设置有沿过料孔径向延伸的转动槽,转动槽的顶侧一侧设置有止动板,且转动槽之间还设置有沿水平方向延伸的固定销,固定销与过料孔的径向平行,且固定销位于止动板的底部;抵接杆,抵接杆沿竖直方向转动设置在固定销上,抵接杆朝向过料孔轴线的一端设置有第一抵接点,抵接杆的另一端设置有能够倾斜抵接在止动板底端的第二抵接点;拉簧,拉簧的两端分别与止动板及第二抵接点固定连接,且拉簧非形变状态下,第一抵接点高于第二抵接点。
9.优选地,顶升推料组件包括有,第一直线驱动器,第一直线驱动器设置在第二工位的底部,且第一直线驱动器的工作端竖直朝上;第一顶升筒,第一顶升筒同轴固定设置在第一直线驱动器的输出轴上,且第一顶升筒沿竖直方向贯穿回转工作台并与第二工位上的过料孔同轴。
10.优选地,第一顶升筒的顶端外周设置有第一锥面,且第一锥面最小外径小于缩口法兰的内径,第一锥面的最大直径大于缩口法兰的内径。
11.优选地,顶升压平组件包括有,第二直线驱动器,第二直线驱动器设置在第三工位的底部,且第二直线驱动器的工作端竖直朝上;第二顶升筒,第二顶升筒同轴固定设置在第二直线驱动器的工作端,且第二顶升筒与位于第三工位上的过料孔同轴,第二顶升筒的外径小于波纹管体的内径;压平圈,压平圈同轴套设在第二顶升筒上,且压平圈的外径小于过料孔的内径。
12.优选地,第二顶升筒的外周顶端设置有第二锥面。
13.优选地,顶升压平组件还包括有卡块,卡块沿周向均匀布置在第二顶升筒的外周,卡块位于压平圈的顶部,且当压平圈沿径向抵接裸露段时,卡块沿径向卡接在波纹管体的内峰谷中。
14.优选地,第二顶升筒上沿周向均匀布置有第二锥面,且第二锥面沿第二顶升筒的轴向延伸;卡块朝向第二顶升筒轴向的一端设置有第一铰接耳;顶升压平组件还包括有,滑动圈,滑动圈同轴滑动设置在第二顶升筒中,且滑动圈的圆周面上设置有固定耳,固定耳与滑槽沿竖直方向滑动配合,滑动圈的顶端还均匀布置有第二铰接耳;固定圈,固定圈同轴固定设置在第二顶升筒内,且固定圈位于滑动圈的底部;光杆,光杆同轴固定设置在第二顶升筒内,且滑动圈与光杆沿轴向滑动配合;复位弹簧,复位弹簧同轴套设在光杆上,且复位弹簧的两端分别抵接在滑动圈和固定圈的相对端;连杆,连杆的两端分别与第一铰接耳和第二铰接耳铰接,且第一铰接耳与第二顶升筒轴线的距离小于第二铰接耳与第二顶升筒轴线的距离。
15.优选地,卡块的卡接端的纵向宽度沿第二顶升筒的径向向外逐渐减小。
16.优选地,还包括有输送机,输送机沿径向设置在第一工位,且输送机的出料端位于第一工位的过料孔的底部。
17.本发明与现有技术相比具有的有益效果是:1.本发明通过在回转工作台上实现缩口法兰的自动进给,并通过逆止组件和顶升推料组件使得缩口法兰能够被约束至径向缩口组件内,通过径向缩口组件使得缩口法兰固定在被覆层上,且通过顶升推料组件能够实现对裸露段的压平,进而能够实现不锈钢波纹管接头的自动成型目的,以提高生产效率;
2.本发明通过能够在转动座上单向偏转的抵接杆,能够使得缩口法兰沿轴向穿过过料孔后而无法脱离,进而便于后续的加工成型;3.本发明通过第一直线驱动器和第一顶升筒,能够自动将缩口法兰沿竖直方向顶升并穿过过料孔,从而便于后续的加工;4.本发明通过第一锥面能够便于第一顶升筒将缩口法兰顶升至径向缩口组件中,且便于第一顶升筒的复位;5.本发明通过第二直线驱动器、第二顶升筒和压平圈,能够实现对波纹管的裸露段的自动压平;6.本发明通过在第二顶升筒的外周的顶端设置第二锥面,进而便于第二顶升筒同轴插接在波纹管体中,从而便于压平;7.本发明通过卡块能够使得压平圈在压平时,波纹管体不易在被覆层内发生滑动;8.本发明通过压平圈及连杆,能够引导卡块沿径向移动,进而便于卡接波纹管路的内峰谷,以便实现波纹管结构的自动成型目;9.本发明通过使得卡块的卡接端的纵向宽度沿第二顶升筒的径向向外逐渐减小,进而便于卡块沿径向稳定卡接在波纹管内峰谷中;10.本发明通过输送机能够连续向回转工作台的第一工位有序输送轴线竖直的缩口法兰,从而便于对波纹管结构连续加工。
附图说明
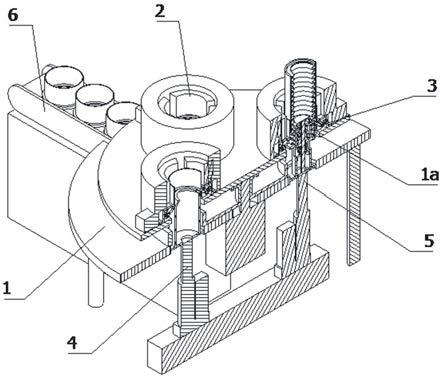
18.图1为波纹管接头的成型示意图;图2和图3分别为本发明在两种不同视角下的立体图;图4为本发明的俯视图;图5为本发明的侧视图;图6为图5的d-d截面处的立体剖视图;图7为图5的d-d截面处的剖视图;图8为图7的e处局部放大图;图9和图10分别为本发明的逆止组件在两种不同视角下的立体图;图11为图7的f处局部放大图;图12为图7的g处局部放大图;图13为本发明的顶升压平组件的立体图;图14为本发明的滑动圈的立体图;图15为本发明的回转工作台的部分结构示意图。
19.图中标号为:a-波纹管体;b-被覆层;c-缩口法兰;c1-环形槽;c2-内卡环;1-回转工作台;1a-过料孔;2-径向缩口组件;
3-逆止组件;3a-转动座;3a1-转动槽;3a2-止动板;3a3-固定销;3b-抵接杆;3c-拉簧;4-顶升推料组件;4a-第一直线驱动器;4b-第一顶升筒;4b1-第一锥面;5-顶升压平组件;5a-第二直线驱动器;5b-第二顶升筒;5b1-第二锥面;5b2-滑槽;5c-压平圈;5d-卡块;5d1-第一铰接耳;5e-滑动圈;5e1-固定耳;5e2-第二铰接耳;5f-固定圈;5g-光杆;5h-复位弹簧;5i-连杆;6-输送机。
具体实施方式
20.以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变型。
21.为了解决燃气不锈钢波纹管的接头需由人工装配成型的技术问题,如图1-15所示,提供以下技术方案:一种燃气用具用不锈钢波纹管接头自动成型装置,包括,回转工作台1,包括依次沿其周向均匀分布的第一工位、第二工位和第三工位;径向缩口组件2,沿竖直方向同轴向设置在第一工位、第二工位和第三工位的顶端,所述径向缩口组件2用于沿径向挤压缩口法兰;第一工位、第二工位和第三工位的顶部均设置有过料孔1a,且过料孔1a与径向缩口组件2同轴;还包括有,逆止组件3,沿周向均匀布置在过料孔1a的顶端,逆止组件3用于缩口法兰能够自下而上穿过过料孔1a,并使得缩口法兰无法自上而下脱离过料孔1a;顶升推料组件4,同轴设置在第二工位的底部,且顶升推料组件4的工作端竖直朝上,顶升推料组件4用于将第二工位上的缩口法兰沿竖直方向顶升至径向缩口组件2内;顶升压平组件5,同轴设置在第三工位的底部,且顶升压平组件5的工作端竖直朝上,顶升压平组件5用于向上压平波纹管的裸露段。
22.具体的,如图1所示,不锈钢波纹管接头包括有波纹管体a和缩口法兰c,波纹管体a的外周套设有被覆层b,缩口法兰c的一端设置有环形槽c1和内卡环c2,缩口法兰c的内径大于被覆层b的外径;不锈钢波纹管接头的成型步骤:首先对被覆层b的一端进行部分剥离,进而使得波纹管体a的一端外露形成裸露段,将缩口法兰c同轴套设在被覆层b上,且环形槽c1和内卡环c2同轴朝向裸露段,对缩口法兰c进行缩口,使得缩口法兰c的内径减小,进而使得缩口法兰c固定在被覆层b上,然后沿轴向对裸露段进行压平,进而使得裸露段压缩并抵接在环形槽c1中,从而实现不锈钢波纹管接头的自动成型目的;回转工作台1的工作端能够在第一工位、第二工位和第三工位之间往复回转,在第一工位内进行上料,使得缩口法兰c沿径向移动至位于第一工位的过料孔1a的顶部,进而使得回转工作台1的工作端能够带动第一工位的缩口法兰c沿周向移动至第二工位;启动顶升推料组件4,即其工作端沿竖直方向顶升缩口法兰c,进而使得缩口法兰c同轴向穿过第二工位的过料孔1a,以及穿过沿周向均匀布置在过料孔1a的逆止组件3的内
侧,进而使得缩口法兰c位于第二工位的径向缩口组件2内;再次使得回转工作台1的工作端回转,使其工作端将处于第二工位并位于径向缩口组件2内的缩口法兰c移动至第三工位;将已经剥离被覆层b的波纹管体a同轴插接在径向缩口组件2内,并使得位于第三工位的的缩口法兰c同轴套设在被覆层b上,依次启动位于第三工位上的径向缩口组件2和顶升推料组件4,即使得径向缩口组件2沿径向对缩口法兰c进行缩口,即使得缩口法兰c被固定在被覆层b上,然后顶升推料组件4的工作端沿竖直方向顶升,在此过程中,顶升推料组件4的工作端能沿竖直方向压平裸露段,进而实现不锈钢波纹管接头的自动成型目的。
23.进一步的:为了解决逆止组件3如何使得缩口法兰c能够自下而上穿过过料孔1a,而无法自上而下穿过过料孔1a的技术问题,如图8、图9和图10所示,提供以下技术方案:逆止组件3包括有,转动座3a,转动座3a固定设置在过料孔1a的顶端外沿,且转动座3a上设置有沿过料孔1a径向延伸的转动槽3a1,转动槽3a1的顶侧一侧设置有止动板3a2,且转动槽3a1之间还设置有沿水平方向延伸的固定销3a3,固定销3a3与过料孔1a的径向平行,且固定销3a3位于止动板3a2的底部;抵接杆3b,抵接杆3b沿竖直方向转动设置在固定销3a3上,抵接杆3b朝向过料孔1a轴线的一端设置有第一抵接点,抵接杆3b的另一端设置有能够倾斜抵接在止动板3a2底端的第二抵接点;拉簧3c,拉簧3c的两端分别与止动板3a2及第二抵接点固定连接,且拉簧3c非形变状态下,第一抵接点高于第二抵接点。
24.具体的,因抵接杆3b通过固定销3a3沿竖直方向转动设置在转动槽3a1之间,且第二抵接点通过拉簧3c与固定销3a3连接,而第二抵接点抵接在止动板3a2的底端,使得第一抵接点只能单向向上偏转,即拉簧3c被拉伸,使得第一抵接点能够沿径向远离过料孔1a的轴线,进而使得缩口法兰c能够沿轴向穿过过料孔1a,且当缩口法兰c穿过抵接杆3b时,拉簧3c恢复形变,即使得第一抵接点复位,从而抵接在缩口法兰c的底端,进而防止缩口法兰c沿轴向脱离过料孔1a。
25.进一步的:为了解决顶升推料组件4如何将第二工位上的缩口法兰c沿竖直方向顶入径向缩口组件2内的技术问题,如图7所示,提供以下技术方案:顶升推料组件4包括有,第一直线驱动器4a,第一直线驱动器4a设置在第二工位的底部,且第一直线驱动器4a的工作端竖直朝上;第一顶升筒4b,第一顶升筒4b同轴固定设置在第一直线驱动器4a的输出轴上,且第一顶升筒4b沿竖直方向贯穿回转工作台1并与第二工位上的过料孔1a同轴。
26.具体的,当第一工位上的缩口法兰c回转至第二工位时,启动第一直线驱动器4a,即使其输出轴沿竖直方向顶升第一顶升筒4b,进而使得第一顶升筒4b沿竖直方向顶升缩口法兰c,从而使得第二工位上的缩口法兰c能够沿竖直方向穿过过料孔1a,进而便于后续的加工。
27.进一步的:为了解决第一顶升筒4b能够稳定顶升缩口法兰c的技术问题,如图11所示,提供以下技术方案:第一顶升筒4b的顶端外周设置有第一锥面4b1,且第一锥面4b1最小外径小于缩口法兰c的内径,第一锥面4b1的最大直径大于缩口法兰c的内径。
28.具体的,因第一锥面4b1最小外径小于缩口法兰c的内径,第一锥面4b1的最大直径大于缩口法兰c的内径,即使得第一顶升筒4b沿竖直方向顶升缩口法兰c,使得缩口法兰c能够同轴套设在第一锥面4b1上,进而便于将第一锥面4b1穿过过料孔1a,且便于第一顶升筒4b复位。
29.进一步的:为了解决顶升推料组件4如何将裸露段压平至环形槽c1中的技术问题,如图7和图12所示,提供以下技术方案:顶升压平组件5包括有,第二直线驱动器5a,第二直线驱动器5a设置在第三工位的底部,且第二直线驱动器5a的工作端竖直朝上;第二顶升筒5b,第二顶升筒5b同轴固定设置在第二直线驱动器5a的工作端,且第二顶升筒5b与位于第三工位上的过料孔1a同轴,第二顶升筒5b的外径小于波纹管体的内径;压平圈5c,压平圈5c同轴套设在第二顶升筒5b上,且压平圈5c的外径小于过料孔1a的内径。
30.具体的,当位于第二工位的缩口法兰c回转至第三工位时,将波纹管体a的裸露段同轴插接在径向缩口组件2中,并使得被覆层b同轴插接在缩口法兰c中,启动第二直线驱动器5a,使其输出轴沿竖直方向顶升第二直线驱动器5a,使得第二直线驱动器5a同轴插接在波纹管体a中,进而使得压平圈5c同轴抵接在裸露段的底端,从而对裸露段进行压平。
31.进一步的:为了解决第二顶升筒5b能够沿竖直方向精准插接在波纹管体内,使得压平圈5c能够对裸露段精准压平的技术问题,如图13所示,提供以下技术方案:第二顶升筒5b的外周顶端设置有第二锥面5b1。
32.具体的,通过在第二顶升筒5b的外周的顶端设置第二锥面5b1,进而便于第二顶升筒5b同轴插接在波纹管体a中,从而便于压平。
33.进一步的:当压平圈5c沿竖直方向压平裸露段时,波纹管体易相对被覆层发生滑动,进而使得压平效果不佳,为了解决这一技术问题,如图12和图13所示,提供以下技术方案:顶升压平组件5还包括有卡块5d,卡块5d沿周向均匀布置在第二顶升筒5b的外周,卡块5d位于压平圈5c的顶部,且当压平圈5c沿径向抵接裸露段时,卡块5d沿径向卡接在波纹管体的内峰谷中。
34.具体的,当第二顶升筒5b同轴向插接在波纹管体a内,且压平圈5c同轴抵接在裸露段底端时,卡块5d能够相对第二顶升筒5b沿径向扩张,进而使得卡块5d能卡接在波纹管体的内峰谷内,使得压平过程中,波纹管体a不易在被覆层b内发生滑动。
35.进一步的:为了解决卡块5d能够沿径向自动卡接在波纹管体的内峰谷的技术问题,如图12、图13、图14所示,提供以下技术方案:第二顶升筒5b上沿周向均匀布置有第二锥面5b1,且第二锥面5b1沿第二顶升筒5b的轴向延伸;卡块5d朝向第二顶升筒5b轴向的一端设置有第一铰接耳5d1;顶升压平组件5还包括有,滑动圈5e,滑动圈5e同轴滑动设置在第二顶升筒5b中,且滑动圈5e的圆周面上设置有固定耳5e1,固定耳5e1与滑槽5b2沿竖直方向滑动配合,滑动圈5e的顶端还均匀布置有第二铰接耳5e2;固定圈5f,固定圈5f同轴固定设置在第二顶升筒5b内,且固定圈5f位于滑动圈5e的底部;光杆5g,光杆5g同轴固定设置在第二顶升筒5b内,且滑动圈5e与光杆5g沿轴向滑动配合;复位弹簧5h,复位弹簧5h同轴套设在光杆5g上,且复位弹簧5h的两端分别抵接在滑动圈5e和固定圈5f的相对端;连杆5i,连杆5i的两端分别与第一铰接耳5d1和第二铰接耳5e2铰接,且第一铰接耳5d1与第二顶升筒5b轴线的距离小于第二铰接耳5e2与第二顶升筒5b轴线的距离。
36.具体的,当压平圈5c沿竖直方向抵接在裸露段底端并持续向上移动时,固定耳5e1在滑槽5b2上沿竖直方向滑动,即滑动圈5e克服复位弹簧5h的弹力而靠近固定圈5f,即滑动圈5e与卡块5d之间的轴向距离增大,而连杆5i的两端分别与第一铰接耳5d1和第二铰接耳5e2铰接,且第一铰接耳5d1与第二顶升筒5b轴线的距离小于第二铰接耳5e2与第二顶升筒5b轴线的距离,即通过连杆传导作用,使得卡块5d能够沿径向远离第二顶升筒5b的轴线,从而使得卡块5d能够沿径向抵接在波纹管体a的内峰谷中;且当压平圈5c复位时,复位弹簧5h恢复形变,即使得滑动圈5e和卡块5d之间的轴向距离减小,进而使得卡块5d复位至第二顶升筒5b中,从而便于后续的压平,且光杆5g用于稳定设置复位弹簧5h,防止复位弹簧5h沿径向发生形变。
37.进一步的:为了解决卡块5d能够稳定卡接在波纹管内峰谷的技术问题,如图12所示,提供以下技术方案:卡块5d的卡接端的纵向宽度沿第二顶升筒5b的径向向外逐渐减小。
38.具体的,通过使得卡块5d的卡接端的纵向宽度沿第二顶升筒5b的径向向外逐渐减小,进而便于卡块5d沿径向稳定卡接在波纹管内峰谷中。
39.进一步的:为了解决能够在第一工位稳定输送缩口法兰c的技术问题,如图15所示,提供以下技术方案:还包括有输送机6,输送机6沿径向设置在第一工位,且输送机6的出料端位于第一工位的过料孔1a的底部。
40.具体的,通过输送机6能够连续向回转工作台1的第一工位有序输送轴线竖直的缩口法兰c,从而便于对波纹管结构连续加工。
41.以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。