1.本发明属于航天设备技术领域,尤其是涉及一种球冠箱底与短壳对接环缝立式装配方法。
背景技术:
2.搅拌摩擦焊接技术是自激光焊技术问世以来又一项革命性的焊接技术,这种焊接技术从根本上解决了铝合金材料的焊接缺陷问题,是一种绿色、高效、优质、焊后变形小、残余应力低的非熔化固相连接技术。搅拌摩擦焊接技术通过高速旋转的搅拌头与工件接触产生摩擦热,摩擦热使工件材料达到塑形化状态,在搅拌头高速旋转与前进的共同组用下,塑形化状态的工件材料会填充搅拌针后方所形成的空腔,在轴肩和搅拌针的挤压和搅拌作用下形成完整的焊接接头。目前搅拌摩擦焊接技术已经成功应用到新一代运载火箭以及现役运载火箭的筒段结构焊接制造过程中,随着搅拌摩擦焊技术的工程化应用研发、关键技术攻关和装配焊接设备平台的升级应用,搅拌摩擦焊技术在国家的航空航天重大工程中的应用也会越来越广泛。
3.运载火箭的球冠底过渡环位于箱底底部,截面形状如图1所示,过渡环包括三个焊接端:接筒段端、接短壳端和接底端。目前箱底与短壳对接环缝采用单面单层tig焊接工艺进行焊接,这种焊接方法对于操作人员的依赖性很大,操作人员需要根据熔池状态随时调整焊接电流、送丝速度、焊接速度和弧压等焊接参数,由于过渡环结构特殊,判断焊透熔池临界点对人员经验水平和职业技能要求很高。未焊透和烧穿等焊接缺陷容易产生,在x射线底片判读时,不同人员判读的焊接缺陷检测结论不同,给后期产品修补和产品质量都带来了严峻的挑战。
4.随着国家战略形势的紧张,对于型号运载火箭对焊接接头高稳定性、高可靠性要求的不断提高,采用传统的熔焊工艺方法无法从根本上解决焊接缺陷问题,经过多年技术攻关,目前国内已经逐步开展并实现了搅拌摩擦焊技术在球冠箱底和短壳的工程应用。
5.以目前的箱底与短壳对接环缝焊接工艺方法来看,主要存在以下缺点:
6.(1)传统tig焊接工艺方法需要操作人员根据熔池状态随时调整焊接工艺参数,对操作人员依赖性大,产品焊接质量得不到保障,不适用于大批量产品制造。
7.(2)焊接缺陷得不到根本性消除,给x射线底片判读带来的巨大压力和挑战。
技术实现要素:
8.有鉴于此,本发明旨在提出一种球冠箱底与短壳对接环缝立式装配方法,以解决φ5000mm级球冠箱底与短壳对接环缝传统熔焊方法产生的不可避免的焊接缺陷问题。
9.为达到上述目的,本发明的技术方案是这样实现的:
10.一种一种球冠箱底与短壳对接环缝立式装配方法,包括以下步骤:
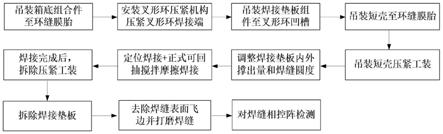
11.s1、吊装箱底组合件至环缝膜胎;
12.s2、安装叉形环压紧机构,压紧叉形环焊接端,并通过8个点预调叉形环焊接端被
撑出后的圆度;
13.s3、吊装焊接板组件至叉形环凹槽内部;
14.s4、吊装短壳至环缝膜胎;
15.s5、吊装短壳压紧工装;
16.s6、调节焊接垫板内外撑出量和焊缝圆度;
17.s7、采用定位焊接加正式可回抽搅拌摩擦焊接;
18.s8、焊接完成后,拆除压紧工装;
19.s9、拆除焊接垫板;
20.s10、取出焊缝表面飞边并打磨焊缝;
21.s11、对焊缝相控阵检测。
22.进一步的,在步骤s3中的所述焊接板组件包括支撑板、焊接垫板、胀紧板和浮动接头,支撑板焊接至叉形环压紧机构的叉形环凹槽内部,支撑板顶部一侧开设有焊接槽,焊接槽内壁一侧设有焊接垫板,焊接槽内壁另一侧设有胀紧板,胀紧板顶部固定连接至浮动接头。
23.进一步的,所述支撑板与叉形环压紧机构的叉形环内部凹槽型面相匹配。
24.进一步的,所述焊接垫板、胀紧板的正视图均为梯形结构。
25.进一步的,在步骤s3中的吊装焊接板组件至叉形环凹槽内部包括以下步骤:
26.s31、支撑板与叉形环内部凹槽两端接触;
27.s32、拧紧螺栓,带动胀紧板向下运动;
28.s33、焊接垫板向外运动,与产品背部进行贴胎,并控制贴胎间隙。
29.进一步的,在步骤s33中的贴胎间隙范围小于等于0.3mm。
30.进一步的,在步骤s4中的吊装短壳至环缝膜胎包括以下步骤:
31.s41、将短壳沿着焊接垫板向下运动;
32.s42、用8根压紧杆一端顶紧短壳的端部位置;
33.s43、用另外8根压紧杆压紧焊接垫板上端面位置。
34.进一步的,在步骤s6中的所述焊缝圆度范围小于等于0.5mm。
35.相对于现有技术,本发明所述的一种球冠箱底与短壳对接环缝立式装配方法具有以下优势:
36.(1)本发明所述的一种球冠箱底与短壳对接环缝立式装配方法,提出了一种5m直径箱底与短壳对接环缝立式装配搅拌摩擦焊接理念,开发了一种用于5m直径贮箱箱底与短壳立式装配工艺方法,首次实现了5m大直径箱底与短壳在立式状态下的装配搅拌摩擦焊接。
37.(2)本发明所述的一种球冠箱底与短壳对接环缝立式装配方法,开发了“对称8点式”预撑紧+加力撑紧调圆+辅助压杆压紧垫板上表面的装配方法,解决了箱底与短壳对接环缝和焊接垫板不贴胎、产品圆度变化急剧的问题以及垫板在撑紧力作用下向短壳上方错动的问题,装配圆度控制在0.5mm以内,贴胎间隙控制在0.3mm以内。
附图说明
38.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实
施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
39.图1为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法过渡环示意图;
40.图2为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法对接环缝工艺流程图;
41.图3为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法装配箱底组合件示意图;
42.图4为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法焊接板组件示意图;
43.图5为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法焊接板组件放大图;
44.图6为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法调整焊接垫板的模块拉出与下压过程示意图;
45.图7为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法调整焊接垫板的拉出螺钉过程示意图;
46.图8为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法装配短壳示意图;
47.图9为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法安装压紧工装示意图;
48.图10为本发明实施例所述的一种球冠箱底与短壳对接环缝立式装配方法吊离工装示意图。
49.附图标记说明:
50.1、箱底组合件;2、环缝膜胎;3、叉形环压紧机构;4、焊接板组件;41、支撑板;42、焊接垫板;43、胀紧板;44、浮动接头;5、短壳。
具体实施方式
51.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
52.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
53.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是
两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
54.下面将参考附图并结合实施例来详细说明本发明。
55.如图1至图10所示,一种球冠箱底与短壳对接环缝立式装配方法,包括以下步骤:
56.s1、吊装箱底组合件1至环缝膜胎2;
57.s2、安装叉形环压紧机构3,压紧叉形环焊接端,并通过8个点预调叉形环焊接端被撑出后的圆度;
58.s3、吊装焊接板组件4至叉形环凹槽内部;
59.s4、吊装短壳5至环缝膜胎2;
60.s5、吊装短壳压紧工装;
61.s6、调节焊接垫板42内外撑出量和焊缝圆度;
62.s7、进行焊接,采用定位焊接加正式可回抽搅拌摩擦焊接;
63.s8、焊接完成后,拆除压紧工装;
64.s9、拆除焊接垫板;
65.s10、取出焊缝表面飞边并打磨焊缝;
66.s11、对焊缝相控阵检测。本发明是为解决φ5000mm级球冠箱底与短壳对接环缝传统熔焊方法产生的不可避免的焊接缺陷问题,以搅拌摩擦焊技术为依托,采用了箱底与短壳立式装配焊接方法,即在箱底环缝工位先装配箱底组件,再装配短壳,焊接时主轴旋转固定不动,通过旋转膜胎完成对接环缝焊接工作,解决了球冠箱底过渡环焊缝背部悬空,内测空间狭小,焊缝支撑垫板结构设计受限的问题,从而实现了搅拌摩擦焊接技术在φ5000mm级球冠箱底与短壳对接环缝中的推广应用。本发明提出了一种5m直径箱底与短壳对接环缝立式装配搅拌摩擦焊接理念,开发了一种用于5m直径贮箱箱底与短壳立式装配工艺方法,首次实现了5m大直径箱底与短壳在立式状态下的装配搅拌摩擦焊接。
67.在步骤s3中的所述焊接板组件4包括支撑板41、焊接垫板42、胀紧板43和浮动接头44,支撑板41焊接至叉形环压紧机构3的叉形环凹槽内部,所述支撑板41与叉形环压紧机构3的叉形环内部凹槽型面相匹配。支撑板41顶部一侧开设有焊接槽,焊接槽内壁一侧设有焊接垫板42,焊接槽内壁另一侧设有胀紧板43,胀紧板43顶部固定连接至浮动接头44。所述焊接垫板42、胀紧板43的正视图均为梯形结构。这样的益处是以便于采用整体分块式吊装方法,而且操作简单,经济实用。
68.在步骤s3中的吊装焊接板组件4至叉形环凹槽内部包括以下步骤:
69.s31、支撑板41与叉形环内部凹槽两端接触;
70.s32、拧紧螺栓,带动胀紧板43向下运动;
71.s33、焊接垫板42向外运动,与产品背部进行贴胎,并控制贴胎间隙。传统的5m箱底与短壳对接环缝均在5m型架上进行装配焊接,焊接效率低,焊接质量得不到有效保障。球冠箱底过渡环外侧伸出,焊缝背部悬空,内测空间狭小,焊缝支撑垫板结构设计受限,给搅拌摩擦焊工艺研究带来了巨大难度。通过开展球冠箱底与短壳对接环缝的搅拌摩擦焊接工艺研究,提出了箱底与短壳立式装配焊接理念,即在箱底环缝工位先装配箱底组件,再装配短壳,焊接时,主轴旋转固定不动,通过旋转膜胎完成对接环缝焊接工作,解决了箱底与短壳对接环缝焊接过程中对操作人员的依赖性以及焊接过程中易出现的质量隐患等问题,满足
箱底与短壳对接焊缝对于工艺可靠性、稳定性以及接头力学性能高、变形小的要求,达到搅拌摩擦焊接技术在φ5000mm级球冠箱底与短壳对接环缝中推广应用的目的。
72.在步骤s33中的贴胎间隙范围小于等于0.3mm。在步骤s6中的所述焊缝圆度范围小于等于0.5mm。在本实施例中,本发明开发了“对称8点式”预撑紧+加力撑紧调圆+辅助压杆压紧垫板上表面的装配方法,解决了箱底与短壳对接环缝和焊接垫板不贴胎、产品圆度变化急剧的问题以及垫板在撑紧力作用下向短壳上方错动的问题,装配圆度控制在0.5mm以内,贴胎间隙控制在0.3mm以内。
73.在步骤s4中的吊装短壳5至环缝膜胎2包括以下步骤:
74.s41、将短壳5沿着焊接垫板42向下运动;
75.s42、用8根压紧杆一端顶紧短壳5的端部位置;
76.s43、用另外8根压紧杆压紧焊接垫板42上端面位置。从而进一步调整焊缝圆度,达到工艺需求后采用定位焊接+正式可回抽搅拌摩擦焊接工艺对环缝进行焊接。
77.实施例1
78.在本实施例中,具体技术方案为:
79.1、吊装箱底组合件1至环缝膜胎2,依据理论高度通过底部调平装置调平箱底组合件1,安装叉形环压紧机构3,压紧叉形环焊接端,具体如图3所示,叉形环压紧工装和短壳压紧工装5同时压紧焊缝两侧,压杆压紧短壳上表面,限制在焊接时,短壳向上运动。
80.2、依次吊装4块焊接板组件4至叉形环凹槽内部,垫板主要由3部分组成,如图4-5所示,分别是楔块、焊接垫板、塞块胀紧板,这三部分通过螺栓固定在一起,采用整体分块式吊装方法,其原理是:白色的楔块部分与叉形环内部凹槽型面一致,如图6-7所示,装配后与叉形环内部凹槽两端接触,通过拧紧螺栓,黄色塞块部分向下运动,在外力以及楔形面作用下,推动红色部分的焊接垫板向外运动,在焊接垫板42向外撑出力的作用下,焊接垫板42与产品背部达到贴胎目的。需说明的是,箱底组件装配后,需通过8个点预调叉形环焊接端被撑出后的圆度,带劲后产品与垫板接触即可,圆度满足工艺要求后,再进行后续工作。
81.3、吊装短壳至环缝膜胎2,如图8所示,使短壳沿着焊接垫板42向下运动,吊装短壳压紧工装,通过图9所示的压紧装置,用8根压紧杆一端顶紧短壳的端部位置,另外8根压紧杆压紧焊接垫板42上端面位置,防止焊接时,垫板在外压力作用下沿着轴向方向移动,保证焊接过程平稳。同时需根据最终装配状态,通过螺栓调整焊接垫板42的内外撑出量,从而进一步调整焊缝圆度,达到工艺需求后进行焊接。
82.4、箱底组合件1与短壳对接环缝焊接完成后,拆除压紧工装,拆除焊接垫板,焊接垫板42通过十字吊具吊出,如图10所示,去除焊缝表面飞边并打磨焊缝,对焊缝做相控阵检测。
83.相对于其他箱底环缝厚度(4~7.2mm),箱底组合件1与短壳对接环缝的厚度取决于短壳的厚度,目前已知的条件是短壳厚度范围为(10~25mm),均属于大厚度材料焊接,因此需按照目前的搅拌头设计原则设计适用于10~25mm的铝合金板材可回抽搅拌头,轴肩直径按照24~35mm范围进行设计,搅拌针根部按照8~15mm范围进行设计。
84.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。