1.本发明涉及激光电弧复合焊技术领域,更具体地说涉及一种大功率激光电弧复合焊对接接头。
背景技术:
2.激光电弧复合焊接技术是近年快速发展的高效焊接方法之一,具有焊接速度快、热影响区小、焊接应力和变形小、焊接稳定、可靠性高等优点,逐步应用于多种板厚尺寸构件的生产制造中。其结合了激光和电弧两个独立热源各自的优点,极大程度地避免了二者的缺点,同时二者的有机结合衍生出了很多新的特点,使之成为具有极大应用前景的新型焊接热源。
3.现有技术中,为了提高效率常采用大功率的激光器,接头配合采用大钝边。但在单面焊双面成形要求下,需要保证一定的激光匙孔稳定性才能获得稳定的焊接质量。特别是在生产应用过程中,匙孔稳定性与多种因素有关,坡口钝边加工质量、根部间隙、钝边厚度一致性等等都需要对应工序保证,其操作工人、工装精度、装配精度均会影响匙孔稳定性,从而影响焊接质量。
4.传统的高功率激光电弧复合焊提高稳定性的方法主要采用工艺参数控制、工序控制的方法,其中工艺参数控制需要对工艺提前进行优化试验,时间周期长、成本高、而且试验过程与实际生产过程难以保证很好的一致性,换言之优化后的参数对焊接质量的控制程度仍需要实际生产中检验验证;采用工序控制方法需要对坡口钝边机加工质量、钝边厚度公差严格控制,且焊接前的组对根部间隙也要控制到百微米级别,对批量化的生产工序产生较高要求,特别是部分靠人工生产的工序,难以保证规模化生产的一致性,从而对焊接过程质量的一致性也会产生波动影响。
5.公开号为cn112108771a、公开日为2020年12月22日的发明专利文献,公开了一种碳钢对接接头激光电弧复合焊工艺参数设计方法,解决现有激光电弧复合焊的工艺可靠性也随着焊接效率的提升而下降的问题,包括完成坡口设计和设计工艺参数的步骤;坡口设计过程中,需要确定坡口钝边厚度与角度;设计工艺参数则按照激光功率、焊接电流、焊接速度、激光光束的工作角度及作用位置、焊枪工作角度、光丝间距、离焦量、保护气流量及成分以及焊丝直径的顺序调整工艺参数并进行焊接测试,直到获得合格的焊接结果。该发明在激光电弧复合焊工艺设计中将复杂的焊接参数进行排序,有针对性的对某些焊接参数按照顺序进行调整,获得初步工艺参数。提高工艺设计效率、节约人力、物力成本。
6.但是,上述专利提供的方法,采用传统y型坡口结构形式,在钝边大于2mm情况下工艺窗口窄,进而在焊接长大焊缝时,工艺稳定性不足,导致焊缝质量不稳定。
7.综上所述,亟需一种大功率激光电弧复合焊对接接头,能够稳定、高效的实现激光匙孔稳定性的控制。
技术实现要素:
8.为了克服上述现有技术中存在的缺陷,本发明的目的是提供一种大功率激光电弧复合焊对接接头,通过接头的特殊结构控制熔池匙孔的稳定性,能够从结构角度控制原有工艺过程的不稳定因素,从而极大的保证焊接初始条件的一致性,进而提高焊接过程中的匙孔稳定性,提高批量生产中的焊接质量。
9.为了实现以上目的,本发明采用的技术方案:
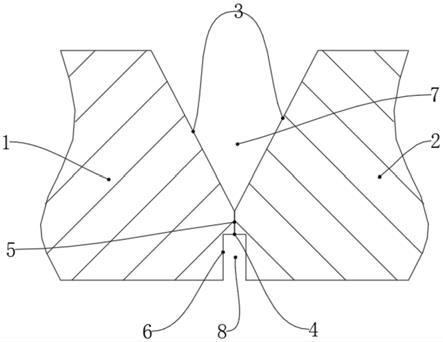
10.一种大功率激光电弧复合焊对接接头,包括相对设置的第一待焊接头和第二待焊接头;所述第一待焊接头和第二待焊接头的内端由上至下均依次设置有坡口和普通钝边,所述普通钝边上部为控制钝边,下部开设有l型口;第一待焊接头和第二待焊接头的坡口对称设置构成开口向上的v型槽,第一待焊接头和第二待焊接头的控制钝边相互接触,第一待焊接头和第二待焊接头的l型口对称设置构成开口向下的u型槽。
11.本发明中,开口向上的v型槽用于降低打底焊总厚度,避免接头未熔透缺陷的产生,开口向下的u型槽用于改善匙孔稳定性,实现单面焊双面成形,进而提高焊接效率,控制钝边用于接头装配,待焊工件通过此区域的无间隙贴合组对,从而实现稳定可靠的接头装配状态,该状态同样会影响长大焊缝的焊接质量稳定性。
12.在焊接过程中,熔池通过光致等离子体与激光电弧复合焊热源进行能量交换,在大功率激光电弧复合焊接中,依靠焊接热源能量的作用,在熔池深处形成贯穿至接头底部的匙孔,匙孔内表面承受着来自于熔池的重力作用,因此减少焊接热源处的熔池金属体积,将会提高匙孔稳定性,从而改善焊缝背部成形效果。本发明通过设置上述形式的控制钝边和u型槽,为激光匙孔提供稳定的空间,进而控制焊接过程的稳定性及单面焊双面成形效果。
13.进一步的是,所述坡口的角度θ为:
[0014][0015]
其中,t为待焊接头的厚度。
[0016]
进一步的是,所述普通钝边的厚度t为:
[0017][0018]
其中,p
max
为工艺参数的最大激光功率,k为材料激光参数,一般碳钢取k=1mm/kw。
[0019]
进一步的是,所述控制钝边的厚度d为:
[0020][0021]
其中,t为普通钝边的厚度。
[0022]
进一步的是,所述l型口的宽度s为:
[0023]
[0024]
其中,d
min
为激光头的聚焦最小光斑直径。
[0025]
本发明的有益效果:
[0026]
1、本发明提供的大功率激光电弧复合焊对接接头,通过接头的特殊结构控制熔池匙孔的稳定性,能够从结构角度控制原有工艺过程的不稳定因素,从而极大的保证焊接初始条件的一致性,进而提高焊接过程中的匙孔稳定性,从而提高批量生产中的焊接质量。
[0027]
2、本发明提供的大功率激光电弧复合焊对接接头,将坡口结构设计与焊接质量的关键影响因素——熔池匙孔稳定性关联起来,通过量化参数实现不同接头厚度、不同激光参数时的坡口结构参数,使原有通过相对不稳定的工序和工艺参数保证的一致性采用坡口结构保证,从而提高了焊前准备一致性及焊接过程匙孔稳定性,进而改善焊接质量。
附图说明
[0028]
图1为本发明对接接头的示意图;
[0029]
图2为本发明待焊接头的示意图;
[0030]
图3为实施例1焊接后的焊缝背部成形图;
[0031]
图4为实施例1焊接后的焊缝截面金相图;
[0032]
图5为对比例1焊接后的焊缝背部成形图;
[0033]
图6为对比例1焊接后的焊缝截面金相图;
[0034]
附图标记:
[0035]
1、第一待焊接头;2、第二待焊接头;3、坡口;4、普通钝边;5、控制钝边;6、l型口;7、v型槽;8、u型槽。
具体实施方式
[0036]
以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整的描述,以充分地理解本发明的目的、特征和效果。
[0037]
实施例1
[0038]
一种大功率激光电弧复合焊对接接头,如图1和2所示,包括相对设置的第一待焊接头1和第二待焊接头2;第一待焊接头1和第二待焊接头2的内端由上至下均依次设置有坡口3和普通钝边4,普通钝边4上部为控制钝边5,下部开设有l型口6;第一待焊接头1和第二待焊接头2的坡口3对称设置构成开口向上的v型槽7,第一待焊接头1和第二待焊接头2的控制钝边5相互接触,第一待焊接头1和第二待焊接头2的l型口6对称设置构成开口向下的u型槽8。
[0039]
在焊接时,熔池通过光致等离子体与激光电弧复合焊热源进行能量交换,在大功率激光电弧复合焊接中,依靠焊接热源能量的作用,在熔池深处形成贯穿至接头底部的匙孔,匙孔内表面承受着来自于熔池的重力作用。本实施例通过设置u型槽8,能够将熔池内的金属引流至其内,进而减少焊接热源处的熔池金属体积,提高匙孔稳定性。
[0040]
优选的,所述坡口的角度θ为:
[0041]
[0042]
其中,t为待焊接头的厚度。
[0043]
优选的,所述普通钝边的厚度t为:
[0044][0045]
其中,p
max
为工艺参数的最大激光功率,k为材料激光参数,一般碳钢取k=1mm/kw。
[0046]
优选的,所述控制钝边的厚度d为:
[0047][0048]
其中,t为普通钝边的厚度。
[0049]
优选的,所述l型口的宽度s为:
[0050][0051]
其中,d
min
为激光头的聚焦最小光斑直径。
[0052]
本实施例提供的对接接头,待焊接头的厚度t为10mm,坡口的角度θ为22.5度,普通钝边的厚度t为8mm,控制钝边的厚度d为2mm,l型口的宽度s为0.3mm。
[0053]
将上述实施例1提供的对接接头进行焊接,焊接后的焊缝背部成形图如图3所示,焊缝截面金相图如图4所示。从图3中可以看出,焊接后的背部成形稳定一致;从图4中可以看出,焊接后的截面金相图底部成形良好。
[0054]
对比例1
[0055]
对比例1采用现有技术y型坡口的对接接头结构,焊接后的焊缝背部成形图如图5所示,焊缝截面金相图如图6所示。从图5中可以看出,焊接后的背部成形不稳定;从图6中可以看出,焊接后的截面金相图底部成形不佳。
[0056]
将实施例1和对比例1焊接后的产品,进行各项参数的测量,如表1所示
[0057]
表1实施例1和对比例1各项测量参数
[0058][0059][0060]
表1中,余高的方差代表了余高的波动大小,反向说明了工艺过程的稳定性,对比例1相比实施例1的方差高了一个数量级,说明对比例1的焊缝背部成形波动大,工艺过程稳定性不足实例1。
[0061]
因此,实施例1提供的对接接头,通过设置控制钝边和u型槽,控制了熔池匙孔的稳定性,能够从结构角度控制原有工艺过程的不稳定因素,从而极大的保证焊接初始条件的一致性,进而提高焊接过程中的匙孔稳定性,从而提高批量生产中的焊接质量。
[0062]
以上对本发明的实施方式进行了具体说明,但本发明并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种等同变型或替换,这些等同或替换均包含在本发明权利要求所限定的范围内。