1.本实用新型涉及自动锁螺丝机器人代替人工锁螺丝领域,尤其涉及一种全自动双电批双工位锁螺丝机器人。
背景技术:
2.螺丝是利用物体的斜面圆形旋转和摩擦力的物理学和数学原理,循序渐进地紧固器物机件的工具。螺丝是紧固件的通用说法,日常口头语。螺丝为日常生活中不可或缺的工业必需品:如照相机、眼镜、钟表、电子等使用的极小的螺丝;电视、电气制品、乐器、家具等的一般螺丝;至于工程、建筑、桥梁则使用大型螺丝、螺帽;交通器具、飞机、电车、汽车等则为大小螺丝并用。螺丝在工业上负有重要任务,只要地球上存在着工业,则螺丝的功能永远重要,螺丝的作用主要是把两个工件连在一起,起紧固的作用。
3.在现有技术中,组装产品锁螺丝是通过人工拿取螺丝,手动螺丝批人工锁入,严重浪费人力(传统需要3-4人完成),生产效率低,漏锁螺丝不良率高。
4.因此,有必要提供一种全自动双电批双工位锁螺丝机器人解决上述技术问题。
技术实现要素:
5.本实用新型提供一种全自动双电批双工位锁螺丝机器人,解决了现有技术中,组装产品锁螺丝是通过人工拿取螺丝,手动螺丝批人工锁入,严重浪费人力(传统需要3-4人完成),生产效率低,漏锁螺丝不良率高的问题。为解决上述技术问题,本实用新型提供的一种全自动双电批双工位锁螺丝机器人,包括基座,其特征在于:所述基座顶部的两侧均对称固定设置有吸气式自动供料装置,所述基座的一侧固定设置有自动移动安装装置。所述自动移动安装装置包括固定板,所述固定板的一侧固定连接有第二电动滑动轨道,所述第二电动滑动轨道的表面均对称滑动设置有第三电动滑动轨道,所述第三电动滑动轨道的表面均对称固定连接有固定套块,所述固定套块的内腔均对称固定套接有电动螺丝批。所述吸气式自动供料装置包括连接板,所述连接板的顶部均对称固定连接有连接杆,所述连接杆的一端均固定连接有吸气式自动供料系统。
6.优选的,所述基座的顶部均对称固定连接有第一电动滑动轨道,所述第一电动滑动轨道的顶部滑动套接有滑动板,所述滑动板相对的一侧转动套接有产品定位治具,所述滑动板的一侧均对称固定连接有治具旋转气缸,所述滑动板一侧的顶部均对称固定设置有红外自动传感器。
7.优选的,所述基座表面的一侧固定设置有启动开关。
8.优选的,所述基座表面的另一侧固定设置有快速切换程序面板。
9.优选的,所述固定板底部的一侧与基座的一侧固定连接。
10.优选的,所述连接板的底部均对称固定在基座顶部的两侧上。
11.优选的,所述第三电动滑动轨道均在第二电动滑动轨道的同一侧表面上相对滑动。
12.与相关技术相比较,本实用新型提供的一种全自动双电批双工位锁螺丝机器人具有如下有益效果:
13.1、本实用新型提供一种全自动双电批双工位锁螺丝机器人,通过组装产品放在产品定位治具的表面上,通过由吸气式自动供料系统自动上料,螺丝通过吸气式自动供料系统自动摆正,运行至电动螺丝批取料固定位置,检测到电动螺丝批取料完成后自动循环,在启动固定板一侧的第二电动滑动轨道,使第二电动滑动轨道表面的第三电动滑动轨道进行相对一侧的滑动,使第三电动滑动轨道表面的固定套块固定的电动螺丝批滑动到产品定位治具顶部放置产品的位置上,在启动第三电动滑动轨道,使第三电动滑动轨道带动电动螺丝批进行向下的移动,来使电动螺丝批取料的螺丝安装在产品螺丝孔的位置上,通过启动第一电动滑动轨道可以来调节滑动板前后的运动,使电动螺丝批可以完成对产品定位治具顶部产品不同螺丝孔的安装,解决用自动锁螺丝机器人取代人力传统锁螺丝,大大节省人力,由原来3人完成,节省至1人操作;产能较之前比较提升1.5-2倍,同时避免由于人力疲劳造成的产能下降及品质不良的问题。
14.2、本实用新型提供一种全自动双电批双工位锁螺丝机器人,通过出现供料器缺料、卡料,电批无法准确取料,设备会通过快速切换程序面板自动声光报警,双电动螺丝批自动取料、按快速切换程序面板编程顺序来使自动移动安装装置位置来锁付产品定位治具产品上的螺丝,另外通过红外自动传感器自动检测产品,未检测到产品或完成后未取出产品,设备停止运行,防止重复动作,以及治具旋转气缸自动压住产品调整角度,实现多面锁付螺丝工艺一次完成的问题。
附图说明
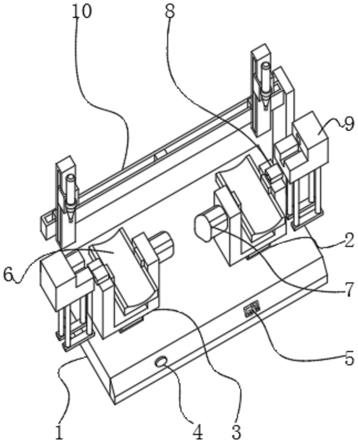
15.图1为本实用新型提供的一种全自动双电批双工位锁螺丝机器人的一种较佳实施例的结构示意图;
16.图2为图1所示吸气式自动供料装置的结构示意图;
17.图3为图1所示自动移动安装装置的结构示意图。
18.图中标号:1、基座;2、第一电动滑动轨道;3、滑动板;4、启动开关;5、快速切换程序面板;6、产品定位治具;7、治具旋转气缸;8、红外自动传感器;9、吸气式自动供料装置;91、连接板;92、连接杆;93、吸气式自动供料系统;10、自动移动安装装置;101、固定板;102、第二电动滑动轨道;103、第三电动滑动轨道;104、固定套块;105、电动螺丝批。
具体实施方式
19.下面结合附图和实施方式对本实用新型作进一步说明。
20.请结合参阅图1、图2和图3,其中,图1为一种全自动双电批双工位锁螺丝机器人的一种较佳实施例的结构示意图,一种全自动双电批双工位锁螺丝机器人,包括基座1,基座1顶部的两侧均对称固定设置有吸气式自动供料装置9,基座1的一侧固定设置有自动移动安装装置10,基座1的顶部均对称固定连接有第一电动滑动轨道2,第一电动滑动轨道2的顶部滑动套接有滑动板3,滑动板3相对的一侧转动套接有产品定位治具6,滑动板3的一侧均对称固定连接有治具旋转气缸7,滑动板3一侧的顶部均对称固定设置有红外自动传感器8,基座1表面的一侧固定设置有启动开关4,基座1表面的另一侧固定设置有快速切换程序面板
5。图2为图1所示吸气式自动供料装置的结构示意图,吸气式自动供料装置9包括连接板91,连接板91的顶部均对称固定连接有连接杆92,连接杆92的一端均固定连接有吸气式自动供料系统93,连接板91的底部均对称固定在基座1顶部的两侧上。图3为图1所示自动移动安装装置的结构示意图,自动移动安装装置10包括固定板101,固定板101的一侧固定连接有第二电动滑动轨道102,第二电动滑动轨道102的表面均对称滑动设置有第三电动滑动轨道103,第三电动滑动轨道103的表面均对称固定连接有固定套块104,固定套块104的内腔均对称固定套接有电动螺丝批105,固定板101底部的一侧与基座1的一侧固定连接,第三电动滑动轨道均在第二电动滑动轨道的同一侧表面上相对滑动。
21.本实用新型提供的一种全自动双电批双工位锁螺丝机器人的工作原理如下:
22.首先将组装产品放在产品定位治具6的表面上,通过由吸气式自动供料系统93自动上料螺丝,螺丝通过吸气式自动供料系统93自动摆正,运行至电动螺丝批105取料固定位置,检测到电动螺丝批105取料完成后自动循环,在启动固定板101一侧的第二电动滑动轨道102,使第二电动滑动轨道102表面的第三电动滑动轨道103进行相对一侧的滑动,使第三电动滑动轨道103表面的固定套块104固定的电动螺丝批105滑动到产品定位治具6顶部放置产品的位置上,在启动第三电动滑动轨道103,使第三电动滑动轨道103带动电动螺丝批105进行向下的移动,来使电动螺丝批105取料的螺丝安装在产品螺丝孔的位置上,通过启动第一电动滑动轨道2可以来调节滑动板3前后的运动,使电动螺丝批105可以完成对产品定位治具6顶部产品不同螺丝孔的安装,例如电动螺丝批105取料周期在1s以内,如出现供料器缺料、卡料,电批无法准确取料,设备会通过快速切换程序面板5自动声光报警,双电动螺丝批105自动取料螺丝、按快速切换程序面板5编程顺序来使自动移动安装装置10位置来锁付产品定位治具6产品上的螺丝,另外通过红外自动传感器8自动检测产品,未检测到产品或完成后未取出产品,设备停止运行,防止重复动作,以及治具旋转气缸7自动压住产品调整角度,实现多面锁付螺丝工艺一次完成,
23.在本实施例中需要说明的是,自动移动安装装置10中采用精密伺服电机闭环电机及快速切换程序面板5内部的软件运算控制,且伺服电机的型号为y2,有效保障位置及重复精度在
±
0.02mm之内,吸气式自动供料系统93使可以将螺丝自动运动进行排列,并且进行摆正的结构,方便电动螺丝批105的取料,治具旋转气缸7的信号为msqb-10a,另外第一电动滑动轨道2、第二电动滑动轨道102和第三电动滑动轨道103的型号为x6,红外自动传感器8的型号为mik-al-10。
24.与相关技术相比较,本实用新型提供的一种全自动双电批双工位锁螺丝机器人具有如下有益效果:
25.1、本实用新型提供一种全自动双电批双工位锁螺丝机器人,通过组装产品放在产品定位治具6的表面上,通过由吸气式自动供料系统93自动上料螺丝,螺丝通过吸气式自动供料系统93自动摆正,运行至电动螺丝批105取料固定位置,检测到电动螺丝批105取料完成后自动循环,在启动固定板101一侧的第二电动滑动轨道102,使第二电动滑动轨道102表面的第三电动滑动轨道103进行相对一侧的滑动,使第三电动滑动轨道103表面的固定套块104固定的电动螺丝批105滑动到产品定位治具6顶部放置产品的位置上,在启动第三电动滑动轨道103,使第三电动滑动轨道103带动电动螺丝批105进行向下的移动,来使电动螺丝批105取料的螺丝安装在产品螺丝孔的位置上,通过启动第一电动滑动轨道2可以来调节滑
动板3前后的运动,使电动螺丝批105可以完成对产品定位治具6顶部产品不同螺丝孔的安装,解决用自动锁螺丝机器人取代人力传统锁螺丝,大大节省人力,由原来3人完成,节省至1人操作;产能较之前比较提升1.5-2倍,同时避免由于人力疲劳造成的产能下降及品质不良的问题。
26.2、本实用新型提供一种全自动双电批双工位锁螺丝机器人,通过出现供料器缺料、卡料,电批无法准确取料,设备会通过快速切换程序面板5自动声光报警,双电动螺丝批105自动取料螺丝、按快速切换程序面板5编程顺序来使自动移动安装装置10位置来锁付产品定位治具6产品上的螺丝,另外通过红外自动传感器8自动检测产品,未检测到产品或完成后未取出产品,设备停止运行,防止重复动作,以及治具旋转气缸7自动压住产品调整角度,实现多面锁付螺丝工艺一次完成的问题。
27.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。