1.本发明涉及轨道交通焊接技术领域,更具体地,涉及一种轨道交通无缝线路合拢口的焊接方法。
背景技术:
2.无缝线路是轨道交通领域的重要关键技术,它不但保证了线路的平顺性,更保证了线路及车辆的安全性。无缝线路是将钢厂生产的定尺钢轨采用焊接的方法连接成长钢轨再铺设到线路上形成的。钢轨焊接接头的成形方法包括工厂焊(或基地焊)和现场焊两种。钢轨现场焊接施工中难度最大、最关键的就是合拢口的焊接。原因在于,为了保证无缝线路在温度变化时不至于产生过大的内应力,需要在特定的温度下完成钢轨焊接,此温度即为锁定轨温。当现场焊接温度低于锁定轨温时,需要对钢轨进行拉伸以满足锁定轨温的要求。合拢口,作为无缝线路最后焊接的接口,其质量保证难度较大,是整个无缝线路的重要接头。目前,合拢口的主要焊接方式是铝热焊接。这种焊接方式形成的接头为铸态组织,力学性能较差,是无缝线路的薄弱环节,限制了无缝线路质量的提升。合拢口的另一种常用施工方式是焊接和锁定分步进行,即先由非自行闪光焊轨车进行焊接,然后进行接头粗磨;再采用热处理作业车进行感应热处理;最后,进行拉伸或自然放散,锁定线路及后续精磨,上述焊接作业流程长,作业效率较低。
3.目前,“青藏铁路自行式气压焊轨车线上锁定焊接施工技术”提出了采用气压焊轨车进行合拢口的焊接试验,其采用了拨弯拉伸法进行施工,通过复杂的计算确定施工区段长度和拨弯量。但是,这种方法在焊接完成后还需对固定段重新放散应力,而且,采用这种方式仍有两个合拢口需采用铝热焊完成焊接。
4.无缝线路线上单元焊广泛采用移动式闪光焊接的方式将500米长钢轨进行连接,该方法与基地焊的接头成型方式相同,具有焊接过程自动化控制、焊缝缺陷少、焊接接头性能较好、质量稳定的优势,是非常可靠的无缝线路接头成型方式。然而,就当前的施工工艺而言,采用移动式闪光焊接法实现合拢口的线上锁定焊面临的问题如下:1)焊后热处理占用了比焊接更长的时间,尤其是热处理作业车的使用,增加了整个焊轨作业的时间和调配精力,热处理作业车和焊轨车的连挂顺序也影响现场的作业调配;2)线下焊钢轨置于砟肩处,由于卸轨与焊轨环境温度差异,一般都存在顺直不良的问题,另外,接头正火,尤其是火焰正火时,容易产生变形,影响接头质量;3)线上焊施工较为复杂,作业流程长,作业效率低。
技术实现要素:
5.有鉴于此,本发明的目的在于提出一种轨道交通无缝线路合拢口的焊接方法,以优化施工工序,提高焊接质量,提高作业效率。
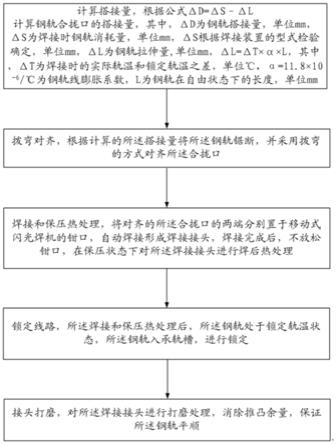
6.基于上述目的,本发明提供一种轨道交通无缝线路合拢口的焊接方法,包括以下步骤:计算搭接量,根据公式δd=δs
–
δl计算钢轨合拢口的搭接量,其中,δd为钢轨搭接
量,单位mm,δs为焊接时钢轨消耗量,单位mm,δs根据焊接装置的型式检验确定,单位mm,δl为钢轨拉伸量,单位mm,δl=δt
×
α
×
l,其中,δt为焊接时的实际轨温和锁定轨温之差,单位℃,α=11.8
×
10-6/℃为钢轨线膨胀系数,l为钢轨在自由状态下的长度,单位mm;拨弯对齐,根据计算的所述搭接量将所述钢轨锯断,并采用拨弯的方式对齐所述合拢口;焊接和保压热处理,将对齐的所述合拢口的两端分别置于移动式闪光焊机的钳口,自动焊接形成焊接接头,焊接完成后,不放松钳口,在保压状态下对所述焊接接头进行焊后热处理;锁定线路,所述焊接和保压热处理后,所述钢轨处于锁定轨温状态,所述钢轨入承轨槽,进行锁定;接头打磨,对所述焊接接头进行打磨处理,消除推凸余量,保证所述钢轨平顺。
7.可选的,还包括位移观测量核算,所述位移观测量核算在所述焊后热处理之后及所述锁定线路之前进行,用于核算所述钢轨拉伸量。
8.可选的,当l为84.75m时,所述实际轨温和锁定轨温之差的数值与所述钢轨拉伸量的数值相等。
9.可选的,所述拨弯对齐时,将所述钢轨向所述钢轨的外侧拨弯。
10.可选的,其特征在于,所述闪光焊接包括加热阶段和顶锻阶段,所述钢轨在所述加热阶段时处于自由状态,所述钢轨的拉伸在所述顶锻阶段进行,且最大的所述钢轨拉伸量小于或等于所述闪光焊接设备的最大顶锻量。
11.可选的,还包括闪光焊接和感应热处理一体机,用于完成在保压状态下对所述焊接接头进行焊接和焊后热处理。
12.本发明提供的轨道交通无缝线路合拢口的焊接方法,先根据公式计算出搭接量,再根据搭接量锯断钢轨,并将钢轨拨弯对齐合拢口;然后,将合拢口处的两端钢轨进行闪光焊接,形成焊接接头,并在焊接后原位保压进行焊后热处理,提高了焊接质量;最后,钢轨处于锁定轨温状态,钢轨入承轨槽,进行锁定后对焊接接头进行打磨工艺,保证钢轨平顺,优化了施工工序,提高了作业效率。
附图说明
13.下面将通过附图详细描述本发明中优选实施例,将有助于理解本发明的目的和优点,其中:
14.图1为本发明一实施例的轨道交通无缝线路合拢口的焊接方法的流程示意图;
15.图2为本发明一实施例的轨道交通无缝线路合拢口的焊接方法的原理示意图。
16.附图标记说明:
17.1:锁定钢轨;2:钢轨拉伸方向;3:拨弯时钢轨状态。
具体实施方式
18.下面结合实施例对本发明进行详细说明。其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
19.如图1和图2所示,本发明提供的轨道交通无缝线路合拢口的焊接方法,包括以下步骤:计算搭接量,根据公式δd=δs
–
δl计算钢轨合拢口的搭接量,其中,δd为钢轨搭接量,单位mm,δs为焊接时钢轨消耗量,单位mm,δs根据焊接装置的型式检验确定,单位mm,
δl为钢轨拉伸量,单位mm,δl=δt
×
α
×
l,其中,δt为焊接时的实际轨温和锁定轨温之差,单位℃,α=11.8
×
10-6/℃为钢轨线膨胀系数,l为钢轨在自由状态下的长度,单位mm;拨弯对齐,根据计算的搭接量将钢轨锯断,并采用拨弯的方式对齐合拢口;焊接和保压热处理,将对齐的合拢口的两端分别置于移动式闪光焊机的钳口,自动焊接形成焊接接头,焊接完成后,不放松钳口,在保压状态下对焊接接头进行焊后热处理;锁定线路,焊接和保压热处理后,钢轨处于锁定轨温状态,钢轨入承轨槽,进行锁定;接头打磨,对焊接接头进行打磨处理,消除推凸余量,保证钢轨平顺。
20.需要说明的是:δs根据焊接装置的型式检验确定是指:焊轨机上线工作前都要提前做实验,确定焊接参数,焊接参数确定了,焊接时钢轨消耗量δs就确定了。
21.本发明提供的轨道交通无缝线路合拢口的焊接方法,先根据公式计算出搭接量,再根据搭接量锯断钢轨,并将钢轨拨弯对齐合拢口;然后,将合拢口处的两端钢轨进行闪光焊接,形成焊接接头,并在焊接后原位保压进行焊后热处理,提高了焊接质量;最后,钢轨处于锁定轨温状态,钢轨入承轨槽,进行锁定后对焊接接头进行打磨工艺,保证钢轨平顺,优化了施工工序,提高了作业效率。
22.本发明一实施例中,例如某无缝线路合拢口设计锁定轨温为25℃,焊接现场实际轨温18℃,将待拉伸钢轨自由段长度设定为84.75m,型式检验确定焊接过程钢轨消耗量32mm,根据式δl=δt
×
α
×
l)计算钢轨拉伸量:
23.δl=δt
×
α
×
l=(25-18)
×
11.8
×
10-6
×
84.75=7(mm)
24.根据式δd=δs
–
δl计算钢轨搭接量:δd=δs
–
δl=32-7=25(mm)
25.根据上述计算的搭接量25mm将钢轨锯断,并采用拨弯的方式对齐合拢口的钢轨两端。
26.本发明一实施例中,轨道交通无缝线路合拢口的焊接方法还包括位移观测量核算,位移观测量核算在焊后热处理之后及锁定线路之前进行,用于核算钢轨拉伸量,能够监测钢轨拉伸量的均匀性,进而监测钢轨的拉伸质量。具体地,可以将钢轨在自由状态下的长度l和l/2处作为位移观测点,并分别测量钢轨在此处的位移移动长度,例如,钢轨长度为84.75m时,分别在42.375m和84.75m位置处作为位移观测点,钢轨的位移移动长度分别为δt/2mm和δtmm,从而监测钢轨拉伸的均匀性,进一步监测了钢轨的拉伸质量,提高了轨道交通无缝线路合拢口的焊接方法的焊接质量。
27.本发明一实施例中,当l为84.75m时,实际轨温和锁定轨温之差的数值与钢轨拉伸量的数值相等,84.75m长钢轨拉伸量与锁定轨温差换算(最大拉伸量16mm)见表1:
[0028][0029]
表1
[0030]
两种84.75m长钢轨拉伸力与锁定轨温之差换算见表2:
[0031][0032]
表2
[0033]
以84.75m钢轨作为拉伸区间,拉伸16℃需要的最大拉伸力(拉伸力和摩擦力),60kg/m钢轨为314.72kn,75kg/m钢轨为386.37kn。
[0034]
如图2所示,拨弯对齐时,将钢轨向钢轨的外侧拨弯。本实施例中,将钢轨向外侧拨弯,从而使操作空间更大些,操作更方便,提高了轨道交通无缝线路合拢口的焊接方法的操作方便性,提高了作业效率。
[0035]
本发明一实施例中,闪光焊接包括加热阶段和顶锻阶段,钢轨在加热阶段时处于自由状态,钢轨的拉伸在顶锻阶段进行,且最大的钢轨拉伸量小于或等于闪光焊接设备的最大顶锻量,使得在闪光焊接的加热阶段时,钢轨处于无应力状态,进而保证了焊接接头的焊接质量的稳定性。
[0036]
本发明一实施例中,还包括闪光焊接和感应热处理一体机,用于完成在保压状态下对焊接接头进行焊接和焊后热处理,实现了全自动连续作业,从而实现了钢轨闪光焊接后直接原位保压进行焊后热处理作业,减少了受热的焊接接头被拉伤拉细的风险,优化了施工工序,提高了作业效率。
[0037]
本发明一实施例中,闪光焊接和感应热处理一体机作业流程:待焊接头对位、夹持对中、闪光焊接(顶锻、推瘤)、加热线圈自动到位夹紧(线圈处于推凸刀架和推凸刀之间)、焊后喷风快冷(喷风嘴在加热线圈上)、感应正火、到温后喷风快速冷却、回收焊机、拆卸推瘤刀、除瘤。采用钢轨闪光焊接和感应热处理一体机进行拉伸锁定焊接时,只需要25~30分钟完成焊接接头,将闪光焊接和热处理两种作业一机化,使钢轨焊接相关装备减少,焊接接头质量稳定,节省了作业人员投入,同时提高了现场作业效率。
[0038]
本发明另一实施例中,长钢轨拉伸线上锁定焊接作业流程及方法如下:
[0039]
1)待换区段新旧钢轨更换,前端接头准备常规线上闪光焊接;
[0040]
2)完成前端接头线上闪光焊接、热处理等成套工序;
[0041]
3)新轨区段应力放散锁定;
[0042]
4)完成后松开后端接头至离后端接头84.75m区域钢轨为自由状态;
[0043]
5)根据当时轨温计算钢轨搭接量,按照搭接量要求进行左右股锯轨;
[0044]
6)进行左右股离后端接头40~60m区域往外侧拨弯,使待焊接头前后对齐;
[0045]
7)进行焊前对轨、位移观测点设置;
[0046]
8)采用闪光焊接和感应热处理一体机进行钢轨焊接和热处理作业,在焊接的过程中离后端接头40~60m区域钢轨会慢慢回直,并进行拉伸锁定,在接头高温时间段,一体机全程保压,保护高温接头不受应力影响;
[0047]
9)对接头作业过程中的拉伸钢轨位移观测量数据进行记录和质量判定。
[0048]
本发明提供的轨道交通无缝线路合拢口的焊接方法,先根据公式计算出搭接量,再根据搭接量锯断钢轨,并将钢轨拨弯对齐合拢口;然后,将合拢口处的两端钢轨进行闪光焊接,形成焊接接头,并在焊接后原位保压进行焊后热处理,提高了焊接质量;最后,钢轨处于锁定轨温状态,钢轨入承轨槽,进行锁定后对焊接接头进行打磨工艺,保证钢轨平顺,优化了施工工序,提高了作业效率。
[0049]
最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。