1.本发明涉及一种用于工件的激光焊接的光学设备,该光学设备包括:
[0002]-激光束源,该激光束源用于提供激光束;
[0003]-准直光学单元,该准直光学单元用于准直激光束源提供的激光束;
[0004]-分束器装置,该分束器装置用于将经准直的激光束划分成多个部分射束,其中,该分束器装置具有第一调节设备,通过该第一调节设备能够对如下进行可变地调节:将经准直的激光束划分成多个部分射束;以及
[0005]-聚焦光学单元,该聚焦光学单元用于将所述部分射束聚焦到待焊接的工件上。
背景技术:
[0006]
这种光学设备已经由de 102 61 422 a1公开。
[0007]
通过激光焊接(又称为激光束焊接)可以以相对高的焊接速度(进给速度)和小的热变形(thermischen verzug)制造工件。
[0008]
在激光焊接时还应确保焊缝的良好质量。在焊接过程期间,可能会在焊缝处形成不期望的飞溅物;同样,产生的焊缝可能具有不期望的波纹(welligkeit,英语“humping”,隆起)或不期望的边缘缺口(randkerben),并且总体上可能无法获得期望的机械强度。结果,激光焊接期间的生产率(焊接速度)通常受到限制。
[0009]
de 102 61 422 a1已经公开了将用于激光焊接的激光束划分成两个部分射束,其中,部分射束中的一个关于焊接方向超前另外的部分射束。在这种情况下,将激光束进行准直并通过相对于光束方向可横向移位的棱镜进行划分。部分射束中的一个穿过光斑变化透镜,并且两个部分射束都穿过聚焦透镜。由此应实现质量改善的焊接。
[0010]
在激光焊接期间将激光束划分成多个部分射束例如也已经被de 10 2015 112 537 a1、wo 2018/099851 a1、de 10 2016 105 214 a1、de 10 2017 208 979 a1或us 2018/0185960 a1公开。
[0011]
de 10 2010 003 750 a1已经公开了以多包层光纤(multiclad-faser)调节激光束的射束轮廓特征。在这种情况下,原始激光束尤其可以以第一部分耦合输入到芯光纤中,并且以第二部分耦合输入到围绕芯光纤的环光纤中。
[0012]
多包层光纤例如也已经由us 2002/0172485 a1或us 2006/0263024 a1公开。
[0013]
wo 2016/205805 a1描述了用于激光焊接的系统,在所述系统中可以使用多个激光光纤用于多个激光束,其中,提出了用于射束成形的衍射光学元件。
[0014]
如果激光焊接被构造为焊透(durchschweiβung),使得待焊接的工件的材料熔化至工件的与激光束入射侧相对置的下侧,则需要实现既关于工件的上侧又关于工件的下侧、例如关于飞溅物形成或波纹的良好的焊缝质量。
技术实现要素:
[0015]
本发明的任务是实现良好的焊缝质量以及相对高的进给速度,特别是针对以焊透的激光焊接。
[0016]
根据本发明,该任务通过开头提到的类型的光学设备来实现,该光学设备的特征在于:该激光束源包括多包层光纤和第二调节设备,该多包层光纤具有芯光纤和至少一个环光纤,其中,多包层光纤的第一光纤端部处的输入激光束能够借助该第二调节设备在芯光纤与至少一个环光纤之间可变地划分,其中,多包层光纤的第二光纤端部为准直光学单元提供激光束,并且分束器装置被构造用于将经准直的激光束划分成关于设置的焊接方向的至少两个上游的部分射束和一个下游的部分射束,其中,所述上游的部分射束相对于设置的焊接方向横向地排列,其中,借助第一调节设备能够实现调节在一方面至少两个上游的部分射束与另一方面下游的部分射束之间的能量分布。
[0017]
根据本发明,激光焊接可以借助(至少)两个上游的(前方的)部分射束和一个下游的(后方的)部分射束来实现。在这种情况下,可以通过第一调节设备以针对性方式调节上游的部分射束与下游的部分射束之间的能量分布。通过多包层光纤的使用能够获得待焊接工件上的射束轮廓,该射束轮廓具有用于相应的部分射束的(由芯光纤构成的)芯区和(由至少一个环光纤构成的)至少一个环区。芯区与环区之间的能量分布可以通过第二调节设备以针对性方式进行调节。通过所述自由度能够优化激光焊接过程,特别是对于以工件或待连接的工件部件的焊透的激光焊接。
[0018]
在本发明的范畴中,仅需要一个激光器,该激光器产生输入激光束,这从结构上看是特别简单的。利用光学设备,通过分束器装置可以获得由多包层光纤轮廓化的(profilierte)激光束的(至少)三个复制品。
[0019]
在本发明的范畴中,利用上游的部分射束能够在工件的上侧上实施焊入(einschweiβung)。在这种情况下,通过多包层光纤分别在上游的部分射束处建立的射束轮廓使得能够在焊缝的上侧上获得特别良好的质量。特别地,由于所述上游的部分射束相对于进给方向(焊接方向)和射束轮廓横向地排列,所以上游的部分射束的激光功率可以分布在相对较大的面积或宽度上。焊透可以利用下游的部分射束实施。在这种情况下,通过上游的部分射束制备工件使得也能够在工件的下侧上获得良好的焊缝质量。
[0020]
在本发明的范畴中,与具有简单的上游的部分射束并且没有建立根据本发明的射束轮廓的激光焊接相比,可以实现更高的进给速度,而不会(特别地在焊缝的上侧上、但是也在下侧上)出现相关的隆起或相关的缺口形成,并且不会(特别地在焊缝的下侧、但是也在上侧)出现相关的飞溅物形成。
[0021]
通常地,多包层光纤被构造为2合1光纤,即具有芯光纤和恰好一个环光纤。此外,经准直的激光束通常地被恰好地划分成两个上游的部分射束和一个下游的部分射束。
[0022]
第二调节设备可以例如使输入激光束相对于第一光纤端部相对于射束传播方向横向地移位,或者如此改变输入射束的聚焦,使得输入射束的宽度在第一光纤端部处变化,对此参见de 10 2010 003 750 a1。
[0023]
输入激光束优选地由固态激光器产生。
[0024]
优选实施例
[0025]
优选的是根据本发明的光学设备的实施方式,其设置如下:分束器装置为每个部
分射束构造有偏转区,并且通过第一调节设备使分束器装置可以相对于经准直的激光束的射束传播方向横向地在至少一个调节方向上移动,其中,这些部分射束之间的能量分布能够通过经准直的激光束与相应的偏转区的重叠来调节。这种分束器装置在结构上是简单的,且在操纵方面也是简单的。偏转区分别在与其他偏转区不同的方向上偏转经准直的激光束的截面的部分面(相应地,偏转区可以允许经准直的激光束不经偏转地穿过)。
[0026]
此实施例的一个有利的扩展方案设置如下:用于所述部分射束的偏转区围绕共同的中心布置,特别地,其中,用于下游的部分射束的偏转区围绕共同的中心占据180
°
的角区间,并且用于恰好两个上游的部分射束的两个偏转区分别围绕共同的中心占据90
°
,并且该调节方向沿着用于这两个上游的部分射束的两个偏转区的边界延伸。通过这种结构方式可以以简单的方式关于上游的部分射束实现两个部分射束之间的均匀划分,并且可以同时一方面全部的上游的部分射束与另一方面下游的部分射束之间实现可变能量划分。朝向共同的中心定向的经准直的激光束实现了一方面全部的上游的部分射束与另一方面下游的部分射束之间的能量的均匀分布。分束器装置可以相对于经准直的激光束沿着入射方向朝向上游的部分射束的偏转区移动,以便上游的部分射束获得大于50%的能量比例,或者可以朝向下游的部分射束的偏转区移动,以便下游的部分射束获得大于50%的能量比例。
[0027]
优选的是如下实施方式:在该实施方式中,分束器装置构造有折射光学元件,特别地,其中,分束器装置形成具有多个偏转区的楔形板,该多个偏转区相对于经准直的激光束的射束传播方向形成倾斜,并且关于射束传播方向具有不同的取向。这种分束器装置在构造方面是简单的,并且在操纵方面是直观的。注意,楔形板的偏转区也可以被构造为相对于射束传播方向没有倾斜,或者楔形板不覆盖经准直的x射线束的横截面的一部分,以便产生未偏转的部分射束。
[0028]
在替代的实施例中,分束器装置构造有衍射光学元件,特别地,其中,分束器装置具有形成锯齿光栅的多个衍射区,其中,这些锯齿光栅关于经准直的激光束的射束传播方向具有不同的取向和/或具有不同的构造。衍射光学元件可以制造简单,并且可以较紧凑地构造。锯齿光栅由分束器装置的表面形成为高度轮廓(厚度轮廓)。注意,衍射区也可以被构造为没有锯齿光栅,或者分束器装置不覆盖经准直的x射线束的横截面的一部分,以便产生未偏转的部分射束。衍射区(偏转区)分别向与其他衍射区不同的方向偏转经准直的激光束的横截面的部分区域。
[0029]
根据本发明的激光焊接方法
[0030]
在本发明的范畴中还包括一种用于工件的激光焊接的方法,其中,将工件通过多个部分射束沿焊接方向进行焊接,该方法的特征在于,将工件通过关于焊接方向的至少两个上游的部分射束以及一个下游的部分射束进行焊接,其中,这些上游的部分射束分别具有带有芯区和位于芯区周围的至少一个环区的射束轮廓,其中,这些上游的部分射束相对于焊接方向横向地排列,其中,在这些上游的部分射束的情况下,相应的芯区中的积分激光功率大于相应的至少一个环区中的积分激光功率,并且这些上游的部分射束在工件上实现焊入,并且下游的部分射束实现焊透。
[0031]
根据本发明的方法使得能够以高进给速度(焊接速度)以高焊缝质量既在工件的上侧上又在工件的下侧上以焊透来焊接工件或其工件部件。特别地,焊缝上的波纹(隆起)和缺口形成可以保持得低(特别是在上侧上、但是也在下侧下),且飞溅物形成可以保持得
低(特别是在下侧上、但是也在上侧上)。
[0032]
在本发明的范畴中,在相应的(上游的)部分射束的情况下,分配到芯区上的积分激光功率大于分配到至少一个环区上的积分激光功率。环区中的受限的功率输入有利于在上侧上的焊缝的质量;特别地,焊接熔池动态会因此变低。通过芯区能够确保足够的焊接深度,即使在上游的部分射束处的焊入的范畴中。
[0033]
芯区与至少一个(通常恰好一个)环区之间的功率分布可以针对期望的应用来特定地选择。例如,在部分射束的情况下,相应芯区中的积分激光功率分别相对于部分射束的总入射激光功率是至少60%、优选地至少65%、特别优选地至少70%,并且相应的至少一个环区中的积分激光功率分别相对于部分射束的总入射激光功率是最大40%、优选地最大35%、特别优选地最大30%。
[0034]
通常地,此外,上游的部分射束(vt)与下游的部分射束(nt)之间的能量分布在40%vt/60%nt到60%vt/40%nt之间。
[0035]
待焊接的工件(或待焊接起来(verschweiβende)的工件的两个部分工件)在焊接起来的位置处通常具有1mm到4mm的金属板厚度。
[0036]
具有芯区和环区的部分射束通常具有两级顶帽状辐射轮廓(top-hat-strahlprofil)。在这种情况下,相应环区内的激光强度基本上是均匀的,例如在围绕环区中的激光强度的平均值的+/-20%、优选+/-10%的范围内;同样地,相应芯区内的激光强度基本上是均匀的,例如在围绕芯区内的激光强度的平均值的+/-40%、优选+/-20%的范围内(在这种情况下,可以忽略芯区与环区之间、以及环区与周围环境/可选地另外的环区之间的过渡部在所述过渡部中激光强度“跳跃式地(sprunghaft)”变化,但是这些过渡部仅构成照射区域的一小部分,与相邻的芯区或环区相比通常分别小于15%、优选地小于10%)。
[0037]
通常设置如下:可以通过第一调节设备实现一方面上游的部分射束与另一方面下游的部分射束之间的能量分布的调节,以及可以通过第二调节设备实现相应环区与相应芯区之间的能量分布的调节。
[0038]
这可以用来改变焊接过程期间在相应工件上的能量分布,以便在焊接过程的不同阶段期间优化焊接,例如以便在激光束穿入(einstechen)到工件中的期间的焊接与在穿过焊缝时的焊接不同地实施。同样,能够在焊接相应工件期间通过具有调节设备的控制回路来优化焊接过程,其中,使用传感器来监控焊接;例如能够调节成特定(平均)熔池尺寸和/或熔池振荡的特定(例如最小)振幅和/或熔池振荡的特定频率。
[0039]
此外,可以焊接不同工件类型的工件,其中,根据工件类型不同地调节第一调节设备和第二调节设备。为此目的,有可能的是,对于待焊接的工件类型在测试焊接中尝试至少两个上游的部分射束与下游的部分射束之间的不同能量分布以及相应环区与相应芯区之间的不同能量分布,并且分别评估所获得的焊接质量,特别是包含了焊接期间的飞溅物形成和获得的焊缝的波纹和/或缺口频率并且考虑到上侧和下侧;并且基于测试焊接确定工件类型的一组最佳能量分布,特别是其中,使用该组最佳能量分布来焊接这种工件类型的多个工件。
[0040]
根据本发明的方法可以特别地在根据本发明的上述光学设备上进行。
[0041]
优选的方法变型方案
[0042]
在根据本发明的用于工件的激光焊接的方法的一个有利的变型方案中设置如下:下游的部分射束也具有带有芯区和位于芯区周围的至少一个环区的射束轮廓。这样使得能够以简单的方式由相同的输入激光束产生上游的部分射束和下游的部分射束,该输入激光束例如经受借助多包层光纤的射束成形。此外,焊缝下侧的质量也可以有利地受到射束轮廓的影响。
[0043]
优选的是此变型方案的进一步扩展方案,其设置如下:将输入激光束馈送到具有芯光纤和至少一个环光纤的多包层光纤的第一光纤端部中,由此在多包层光纤的第二光纤端部处提供激光束,通过准直光学单元从所述激光束产生经准直的激光束,其中,通过分束器装置由经准直的激光束产生至少两个上游的部分射束和一个下游的部分射束,并且,将所述部分射束通过聚焦光学单元聚焦到工件上。结果,能够以简单的方式仅由一个输入射束(并且相应地仅使用一个激光器)为上游的部分射束以及具有芯区和环区的下游的部分射束生成期望的射束轮廓。
[0044]
在一种有利的变型方案中设置如下:在工件上,这些上游的部分射束的环区分别与下游的部分射束的环区重叠,但是不与下游的部分射束的芯区重叠。因此,上游的部分射束和下游的部分射束总体上在工件上形成由激光辐射照射的连续区域。这样降低了熔池中的温度梯度,从而降低了熔池动态。
[0045]
在一种优选的变型方案中设置如下:在工件上,这些上游的部分射束的环区在相对于焊接方向横向的方向上在这些芯区之间重叠。于是至少上游的部分射束在工件上形成由激光辐射照射的连续区域。相对于进给方向横向的温度梯度、特别是在熔池中的温度梯度可以由此被降低,并且熔池动态在总体上可以被降低。
[0046]
在此变型方案的有利的进一步扩展方案中设置如下:这些上游的部分射束的环区的重叠如此设置,使得相应的一个上游的部分射束的环区基本上延伸至相应的其他上游的部分射束的芯区,但是不与相应的其他上游的部分射束的芯区重叠。这样进一步降低了熔池中的温度梯度,且特别是避免了局部特别高的功率输入。熔池动态可以被进一步降低。
[0047]
进一步优选的是一种变型方案,其设置如下:在工件上,对于相应芯区的直径dk和相应环区的直径dr适用如下:
[0048]
2*dk≤dr≤5*dk,
[0049]
优选地,2.5*dk≤dr≤4.5*dk,
[0050]
特别优选地,3*dk≤dr≤4*dk。通过这些尺寸关系产生特别良好的焊缝质量。激光能量可以分布在环区的足够的面积上,并且同时可以实现足够的焊接深度,芯区中的激光功率对此是特别重要的。
[0051]
同样进一步优选的是如下变型方案,在该变型方案中,在工件上对于相应芯区的直径dk和相应环区的直径dr适用如下:
[0052]
200μm≤dk≤600μm并且600μm≤dr≤1800μm,
[0053]
优选地,
[0054]
225μm≤dk≤500μm并且750μm≤dr≤1500μm,
[0055]
非常特别优选地,
[0056]
250μm≤dk≤400μm并且900μm≤dr≤1500μm。这些尺寸关系进而产生特别良好的焊缝质量,特别是在待焊接的金属板厚度为1mm到4mm的情况下。
[0057]
本发明的范畴还包括在根据本发明的上述方法中使用根据本发明的上述光学设备。由此能够实现具有良好焊缝质量和高生产率(进给速度)的激光焊接,其中,可以灵活地匹配上游的部分射束与下游的部分射束之间以及至少一个环区/环光纤与芯区/芯光纤之间的功率分布,以便优化激光焊接过程。
附图说明
[0058]
本发明的其他优点从说明书和附图中得出。同样,根据本发明,以上提及的特征和仍将进一步说明的那些特征可以分别单独地使用、或者多个以任何期望的组合使用。所示出和描述的实施例不应被理解为穷举,而是具有用于概述本发明的示例性特性。
[0059]
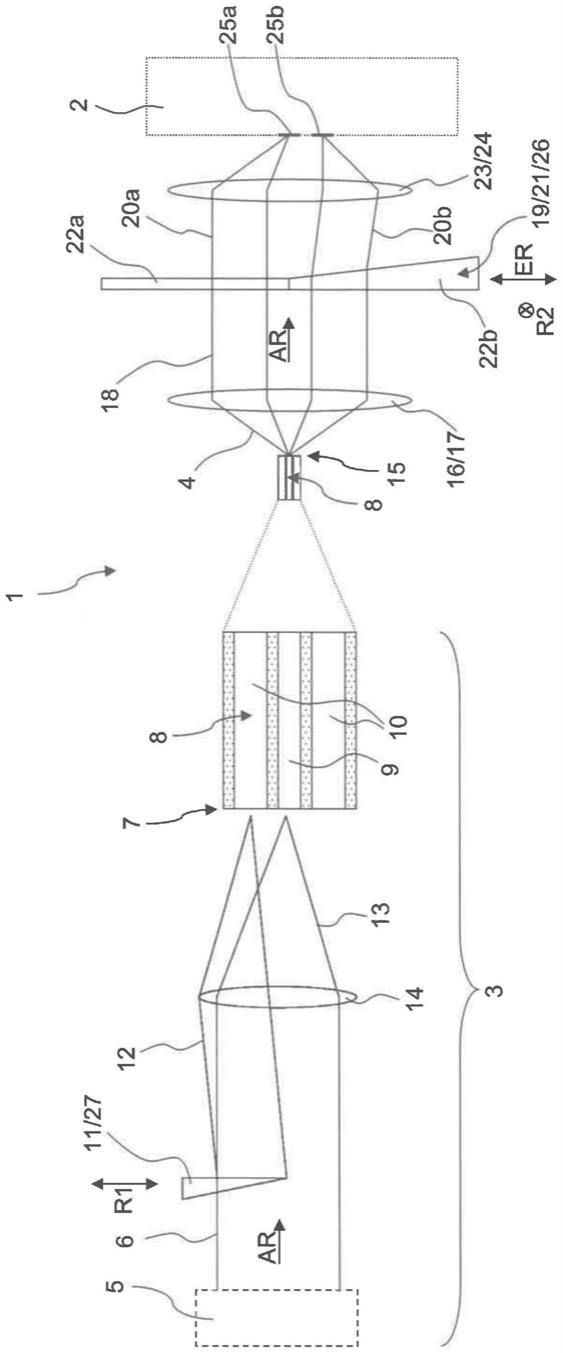
图1示出根据本发明的光学设备的一个实施例的示意图;
[0060]
图2示出用于本发明的构造楔形板的分束器装置的示意性斜视图;
[0061]
图3示出用于本发明的构造衍射光学元件的分束器装置的示意性斜视图以及衍射光学元件的高度图;
[0062]
图4示意性地示出根据本发明的用于工件的激光焊接的方法的第一变型方案的聚焦图像,其中,两个上游的部分射束和下游的部分射束不重叠;
[0063]
图5示意性地示出根据本发明的用于工件的激光焊接的方法的第二变型方案的聚焦图像,其中,上游的部分射束不相互重叠,而是与下游的部分射束重叠;
[0064]
图6示意性地示出根据本发明的用于工件的激光焊接的方法的第三变型方案的聚焦图像,其中,上游的部分射束不彼此重叠,而是与下游的部分射束重叠;
[0065]
图7示出本发明的上游的部分射束的射束轮廓中的能量分布的示意图;
[0066]
图8示出用于本发明的多包层光纤沿横截面的折射率变化过程的示意图。
具体实施方式
[0067]
图1以示意图示出了根据本发明的用于工件2的激光焊接的光学设备1。注意,图1中的光学设备1的左侧部分在此相对于设备1的右侧部分以放大视图示出,以便更好理解,并且放大过渡部处在多包层光纤8的区域中(参见点状圆锥体)。
[0068]
光学设备1包括用于提供激光束4的激光束源3,该激光束具有特定的射束轮廓,在此该射束轮廓具有芯区和围绕该芯区的环区。
[0069]
为此,激光束源3在此包括固态激光器5,该固态激光器在此提供经准直的输入激光束6。所述输入激光束6耦合输入到多包层光纤8的第一(输入端侧的)光纤端部7中。多包层光纤8在此具有芯光纤9和围绕该芯光纤的环光纤10;注意,在其他实施例中也可以设置围绕环光纤10的一个或多个另外的环光纤。由对输入激光束6透明、但进行光折射的材料构成的楔形物11在此突出(ragen)到输入激光束6中。由此,输入激光束6的一部分12被偏转。输入激光束6的偏转部分12和其余的未偏转部分13在此通过聚焦透镜14聚焦到第一光纤端部7上,其中,偏转部分12耦合输入到环光纤10中,并且其余的未偏转部分13耦合输入到芯光纤9中。
[0070]
在多包层光纤8的长度(在示意图中以缩短的方式示出)上,输入激光束6的耦合输入的部分12、13的激光功率基本上均匀地分布(取决于激光模式和多包层光纤的长度)在芯光纤9和环光纤10的整个横截面上。结果,在多包层光纤8的第二(输出端侧的)光纤端部15
处提供具有所谓的两级顶帽状射束轮廓的激光束4(在这方面也参见下文)。
[0071]
在第二光纤端部15处由激光束源3提供的经轮廓化的激光束4通过准直光学单元16准直(平行化)。准直光学单元16在此被构造有准直透镜17;例如在其他实施例中,也可以使用两个交叉柱面透镜阵列的组合。分束器装置19于是将经准直的激光束18划分成至少三个部分射束20a、20b,即两个上游的部分射束和一个下游的部分射束(不是所有的部分射束在图1中都直接可见;详见下文)。分束器装置19在此被构造为楔形板21,该楔形板具有多个偏转区22a、22b,这些偏转区被构造为具有不同倾斜度。楔形板21由对于激光束18透明但进行光折射的材料组成。相应地,部分射束20a、20b向(稍微)不同的方向偏转。然后部分射束20a、20b由聚焦光学单元23聚焦到工件2上,该聚焦光学单元在此构造有聚焦透镜24。由于分束器装置19处的部分射束20a、20b的不同偏转,部分射束25a、25b的射束斑25a、25b相对彼此(稍微)移位。射束斑25a、25b分别具有通过激光束源3和特别是那里的多包层光纤8(在这方面也参见下面的聚焦图像)调制的射束轮廓。
[0072]
楔形板21可以通过未进一步详细示出的机构、优选电动机构在此沿调节方向er和垂直于附图平面延伸的第二方向r2移动;调节方向er和第二方向r2两者都相对于经准直的激光束18的传播方向ar横向地并且还彼此垂直地延伸。由此可以改变由经准直的激光束18获得的部分射束20a、20b的比例(能量比例)。楔形板21或包括未示出的其他机构的分束器装置19相应地被称为第一调节设备26,借助该第一调节设备可以调节部分射束20a、20b之间的功率分布,并且在这种情况下特别是一方面上游的部分射束与另一方面下游的部分射束之间的功率分布。
[0073]
楔形物11可以通过未详细示出的另一机构、优选电动机构沿着相对于输入激光束6的传播方向ar横向地延伸的第一方向r1移动。由此可以改变输入激光束6的部分12和13的比例(能量比例)。包括未示出的机构的楔形物11相应地被称为第二调节设备27,借助该第二调节设备可以调节芯光纤9(或射束轮廓的芯区)与环光纤10(或射束轮廓的环区)之间的功率分布。
[0074]
图2示意性地示出了一种示例性的楔形板21,该楔形板可以在本发明的范畴中用作用于经准直的激光束18的分束器装置19(参见以虚线方式描绘的边界线)。
[0075]
楔形板21在此具有围绕中心34布置的三个偏转区31、32、33;楔形板21在此基本上被配置为圆盘状的构型。楔形板21的下侧在此以平面方式并且垂直于经准直的激光束18的传播方向ar地构造。然而,在上侧上,偏转区31、32、33以相对于传播方向ar的不同的倾斜度或取向构造。
[0076]
偏转区31围绕中心34占据180
°
的角区间。偏转区31以上侧垂直于传播方向ar/z方向(即“无”倾斜)地构造。经准直的激光束18的照射到该偏转区31上的部分由于近似垂直的照射而不会被楔形板21的上侧偏转。该部分形成下游的部分射束。注意,根据本发明,偏转区31也可以被构造为没有材料,即经准直的激光束18的所属的部分延伸经过楔形板21(“半元件”,未详细示出)。
[0077]
偏转区32围绕中心34占据90
°
的角区间。偏转区32的上侧相对于偏转区31的上侧或相对于垂直于经准直的激光束18的传播方向ar(为z方向)的平面稍微倾斜,例如相对于x方向倾斜-0.30
°
,以及相对于y方向倾斜-0.12
°
。经准直的激光束18的照射到偏转区32上的部分由于这种倾斜而偏转。此部分形成上游的部分射束。
[0078]
偏转区33同样围绕中心34占据90
°
的角区间。偏转区33的上侧同样相对于偏转区31的上侧或相对于垂直于经准直的激光束18的传播方向ar(为z方向)的平面稍微倾斜,但是与偏转区32相比关于xz平面镜像对称。偏转区33例如相对于x方向倾斜+0.30
°
,以及相对于y方向倾斜-0.12
°
。经准直的激光束18的照射在偏转区33上的部分由于这种倾斜而偏转。此部分形成另一上游的部分射束。
[0079]
在楔形板21相对于经准直的激光束18的所示的相对位置(在其中经准直的激光束18以楔形板21的中心34为中心)中,两个上游的部分射束分别获得25%的功率比例,并且下游的部分射束获得总激光功率的50%的功率比例。
[0080]
为了改变这些功率比例,楔形板21可以从所示的中心位置至少沿着延伸方向er移动,该延伸方向沿着两个偏转区32、33的边界35延伸。延伸方向er平行于x方向延伸。通过在正x方向上(相对于激光束18)移动楔形板21可以增加下游的部分射束的功率比例,并且减少上游的部分射束的功率比例,反之亦然。
[0081]
优选地,楔形板21此外可以从所示的位置(并且独立于沿着延伸方向er的位移)在第二方向r2上移动,该第二方向沿着偏转区31与偏转区32、33之间的边界36延伸。第二方向r2平行于y方向延伸。通过在正y方向上(相对于激光束18)移动楔形板21可以增加偏转区32的上游的部分射束的功率比例,并且减少偏转区33的上游的部分射束的功率比例,反之亦然;在这种情况下,下游的部分射束的功率比例保持不变。
[0082]
楔形板21的偏转区31、32、33的不同偏转效果基于光折射,且相应地,楔形板21被视为折射光学元件37。
[0083]
替代性地,还可以构造具有衍射光学元件40的分束器装置19,对此参见图3中的示意性示例图示。衍射光学元件40由对于激光束18透明、但进行光折射的材料制成;衍射光学元件进而具有垂直于传播方向ar的以平面方式的下侧。衍射光学元件40同样形成偏转区31、32、33,这些偏转区由经准直的激光束18产生指向不同方向的部分射束。然而,偏转区31、32、33的不同偏转效果基本上基于经准直的激光束18的衍射,因此偏转区31、32、33也被称为衍射区41、42、43。
[0084]
在所示的实施方式中,激光束18不在衍射区41中被偏转,因为在那里衍射光学元件40在其上侧上以平面的方式(具有恒定的局部高度h,即没有锯齿光栅)构造。注意,根据本发明,衍射区41也可以被构造为没有材料,即经准直的激光束18的所属的部分延伸经过衍射光学元件40(“半元件”,未详细示出)。
[0085]
相比之下,在衍射区42中,在上侧上建立衍射光学元件40的具有局部可变高度(或衍射光学元件40在射束传播方向ar上的局部可变厚度)的锯齿光栅;参见下方的高度轮廓,在其中局部高度h(在z方向上)相对于沿截面方向a(参见虚线截面平面a)的位置绘制。在衍射光学元件40的情况下,在衍射区42中以线表示局部高度h分别是相等的和最大的。所述线相对于y方向稍微倾斜(在此大约+15
°
),因此引起激光束18在衍射区42的区域中相应的轻微偏转。这些线垂直于所描绘的截面方向a延伸,并且锯齿轮廓沿着该截面线一再下降并且一再突然上升。
[0086]
类似地,衍射区43同样具有锯齿轮廓。该锯齿轮廓以其线——该线指示分别相等的和最大的局部高度——相对于y方向与衍射区42反向地(gegengleich)倾斜,在此其线相对于y方向倾斜大约-15
°
,由此在那里产生激光束18的相应的反向的轻微偏转。
[0087]
至于其余部分,图3的分束器装置19的运行方式类似于图2的分束器装置。
[0088]
图4至图6示意性地示出了可以在本发明的范畴中采用的示例性聚焦图像。聚焦图像示出了部分射束20a-20c,这些部分射束在激光束焊接期间被引导到工件的上侧上,并且通过聚焦光学单元被聚焦到工件或其表面上、在对应于附图平面的表面的位置处。
[0089]
在所示的变型方案中,分别关于预给定的相对焊接方向(进给方向)sr使用两个上游的部分射束20b、20c和一个下游的部分射束20a。在此,上游的部分射束20b、20c关于横向方向qr以彼此成直线的方式进行布置;横向方向qr垂直于焊接方向sr延伸。
[0090]
所有的部分射束20a、20b、20c通常由同一输入激光束产生,该输入激光束由于穿过多包层光纤而已获得特定的射束轮廓;所有的部分射束20a、20b、20c于是相应地也具有该射束轮廓。在此,该射束轮廓分别包括芯区50和环区51,在该芯区内存在基本上恒定的功率密度ldk(“强度”)的激光辐射,在该环区内同样存在基本上恒定的功率密度ldr的激光辐射;在其他变型方案中也可以设置另外的环区。
[0091]
部分射束20a、20b、20c基本上穿过分束器装置下游的相同光学元件(特别是聚焦光学单元),使得部分射束20a、20b、20c在工件上具有相同的尺寸。芯区50的直径dk和环区51的直径dr可以在工件上(或在工件的上侧上)被测量。dk通常地在200μm到600μm之间,通常是300μm左右。此外,dr通常地在600μm到1800μm之间,通常是700μm左右。
[0092]
通过第一调节设备(参见图1)可以对于所有的部分射束20a-20c分别在芯区50与环区51之间重新分配激光功率;在芯区50的面上积分(integriert)的激光功率ilk(“积分强度”)在此大于在环区51的面上积分的激光功率ilr;通常适用ilk:ilr≥60:40、或者甚至ilk:ilr≥70:30。对于比率dr/dk,通常适用2≤dr/dk≤5,通常3≤dr/dk≤4。
[0093]
通过第二调节设备(参见图1)可以在一方面全部的上游的部分射束20b、20c与另一方面下游的部分射束20a之间重新分配激光功率;在所有的上游的部分射束20b、20c的面上积分的激光功率vt和在下游的部分射束20a的面上积分的激光功率nt通常大小大致相等;通常适用vt:nt≤60:40以及vt:nt≥40:60。
[0094]
借助上游的部分射束20b、20c使工件从上侧开始熔化,其中,通过上游的部分射束20b、20c产生的熔池区域(schmelzbadbereich)没有延伸至工件的下侧(“焊入”)。借助下游的部分射束产生熔池区域,该熔池区域延伸至工件的下侧(“焊透”)。上游的部分射束20b、20c与下游的部分射束20a的组合使得可以在焊接过程期间在工件的上侧和下侧上仅有少的飞溅物形成的情况下获得特别高质量的、特别是具有高机械强度、少波纹和少缺口的焊缝。在此,可以通过调节功率分配来优化焊接过程。
[0095]
图4示出了一种变型方案,在该变型方案中两个上游的部分射束20b、20c不彼此重叠,且此外上游的部分射束20b、20c也不与下游的部分射束20a重叠。然而,注意在此在焊接方向sr上,下游的部分射束20a的关于焊接方向sr的环区51延伸至上游的部分射束20b、20c的环区51之间。
[0096]
在这种变型方案的情况下,避免了不同部分射束的激光功率的增加。这样可以有助于使熔池动态保持得低,且特别是避免主要在工件的上侧上形成飞溅物。在工件厚度相对较小(例如,工件厚度在1mm到2.5mm之间)的情况下,这种变型方案通常是优选的。
[0097]
图5示出了一种变型方案,在该变型方案中上游的部分射束20b、20c同样不重叠。然而,在此在重叠区52中上游的部分射束20b、20c在环区51的区域中与下游的部分射束20a
重叠;然而,部分射束20a、20b和20a、20c的中心彼此相距如此远,使得不重叠的环区51的剩余区域55分别仍然保留在重叠区52与部分射束20a、20b和20a、20c的两个芯区50之间。
[0098]
在此变型方案中,由全部的部分射束形成由激光辐射照射的连续的面。这样可以有助于降低熔池中的温度梯度,并且减少获得的焊缝的波纹或减少缺口形成。在中等工件厚度(例如,工件厚度在2.5mm到3.2mm之间)的情况下,这种变型方案通常是优选的。
[0099]
图6示出了一种变型方案,在该变型方案中上游的部分射束20b、20c在环区51的区域中在横向方向qr中重叠,但是不关于芯区50重叠,参见重叠区53。然而,在所示的变型方案中,重叠区53分别进行接触地延伸至芯区50。此外,上游的部分射束20b、20c在环区51的区域中与下游的部分射束20a重叠。由此获得部分射束20a、20b和20a、20c的重叠区52,然而这些重叠区在此没有延伸至芯区51;此外,在重叠区54中在此存在所有三个部分射束20a、20b、20c的环区51的重叠。
[0100]
在此变型方案中,由于在相对较大的面上的两个部分射束的激光功率和甚至在重叠区54中的三个部分射束的激光功率增加,可以实现激光辐射的功率密度局部增加。由此可以实现更大地穿透到工件中,特别是在两个上游的部分射束的重叠区域中。结果,使借助下游的部分射束进行焊透变得容易,且尤其是即使在较高的焊接速度和/或较大的工件厚度的情况下也可实现。在工件厚度相对较大(例如工件厚度在3.2mm到4mm之间)的情况下,这种变型方案通常是优选的。
[0101]
图7示例性地阐述可以在根据本发明的方法的范畴下在工件上使用的上游的部分射束的强度分布60。通常也为工件上的下游的部分射束提供相应的强度分布。强度i(单位面积的激光功率)根据位置x被绘制在纵坐标轴上,其中,x轴穿过激光束的中心(在x=0处)。
[0102]
强度分布60在此是两级顶帽状辐射分布;强度分布可以通过使用双包层光纤来产生(在这方面,参见图8)。
[0103]
强度分布60具有芯区50,在该芯区内存在高的、基本上恒定的强度i1,该强度在此为大约2.1w/cm2;芯区50中的强度通常围绕芯区50的平均强度波动最大40%、优选最大20%。芯区50被环区51包围,在该环区内存在较低的、同样基本上恒定的强度i2,该强度在此为大约0.4w/cm2;环区51中的强度通常围绕环区51中的平均强度波动最大20%。强度在从芯区50到环区51的过渡区域61中急剧下降;在这种情况下,那里的强度甚至可以降到i2以下。在从环区51到外部环境的另一过渡区域62中强度同样急剧地下降,在此(在没有另一芯区的情况下)下降到零。与芯区50的直径dk或与环区51的宽度br相比,过渡区域61、62通常仅构成小宽度b1、b2,例如,其中b1≤0.3*dk或b1≤0.2*dk,或其中b2≤0.3*br或b2≤0.2*br。
[0104]
图8以示意图示例性地示出本发明的在芯光纤9和环光纤10的区域中的多包层光纤8(“双包层光纤”或2合1光纤)的结构;注意,也可以替代地使用具有甚至更多环光纤的多包层光纤。多包层光纤8的横截面中的位置x被绘制在横轴上,并且折射率n(针对激光器使用的波长)被绘制在纵轴上;多包层光纤8的中心位于x=0处。
[0105]
具有高的、在此是统一的折射率nkr的光波导材料布置在芯光纤9内和环光纤10内。由具有折射率nm1的第一包层材料构成的第一包层70布置在芯光纤9与环光纤10之间。这种情况下,nm1明显小于nkr;结果,在第一包层70处实现了耦合输入到芯光纤9和环光纤
10中的激光辐射的全反射。围绕环光纤10地布置有由具有折射率nm2的第二包层材料构成的第二包层71。在这种情况下,nm2进而明显小于nkr,以便也在第二包层71处产生激光辐射的全反射。此外,在所示的变型方案中,nm1略小于nm2。
[0106]
在所示的示例性实施例中,芯光纤9的(外)半径为大约50μm,以及环光纤10的外半径为大约300μm。
[0107]
附图标记列表
[0108]1ꢀꢀꢀꢀꢀꢀꢀ
光学设备
[0109]2ꢀꢀꢀꢀꢀꢀꢀ
工件
[0110]3ꢀꢀꢀꢀꢀꢀꢀ
激光束源
[0111]4ꢀꢀꢀꢀꢀꢀꢀ
激光束(由激光束源提供)
[0112]5ꢀꢀꢀꢀꢀꢀꢀ
激光器
[0113]6ꢀꢀꢀꢀꢀꢀꢀ
输入激光束(由激光器提供)
[0114]7ꢀꢀꢀꢀꢀꢀꢀ
第一光纤端部
[0115]8ꢀꢀꢀꢀꢀꢀꢀ
多包层光纤
[0116]9ꢀꢀꢀꢀꢀꢀꢀ
芯光纤
[0117]
10
ꢀꢀꢀꢀꢀꢀ
环光纤
[0118]
11
ꢀꢀꢀꢀꢀꢀ
楔形物
[0119]
12
ꢀꢀꢀꢀꢀꢀ
(输入激光束的)偏转部分
[0120]
13
ꢀꢀꢀꢀꢀꢀ
(输入激光束的)未偏转部分
[0121]
14
ꢀꢀꢀꢀꢀꢀ
聚焦透镜
[0122]
15
ꢀꢀꢀꢀꢀꢀ
第二光纤端部
[0123]
16
ꢀꢀꢀꢀꢀꢀ
准直光学单元
[0124]
17
ꢀꢀꢀꢀꢀꢀ
准直透镜
[0125]
18
ꢀꢀꢀꢀꢀꢀ
经准直的激光束
[0126]
19
ꢀꢀꢀꢀꢀꢀ
分束器装置
[0127]
20a
ꢀꢀꢀꢀꢀ
(下游的)部分射束
[0128]
20b
ꢀꢀꢀꢀꢀ
(上游的)部分射束
[0129]
20c
ꢀꢀꢀꢀꢀ
(上游的)部分射束
[0130]
21
ꢀꢀꢀꢀꢀꢀ
楔形板
[0131]
22a
ꢀꢀꢀꢀꢀ
偏转区
[0132]
22b
ꢀꢀꢀꢀꢀ
偏转区
[0133]
23
ꢀꢀꢀꢀꢀꢀ
聚焦光学单元
[0134]
24
ꢀꢀꢀꢀꢀꢀ
聚焦透镜
[0135]
25a
ꢀꢀꢀꢀꢀ
射束斑
[0136]
25b
ꢀꢀꢀꢀꢀ
射束斑
[0137]
26
ꢀꢀꢀꢀꢀꢀ
第一调节设备
[0138]
27
ꢀꢀꢀꢀꢀꢀ
第二调节设备
[0139]
31
ꢀꢀꢀꢀꢀꢀ
偏转区(下游的部分射束)
[0140]
32
ꢀꢀꢀꢀꢀꢀ
偏转区(上游的部分射束)
[0141]
33
ꢀꢀꢀꢀꢀꢀ
偏转区(上游的部分射束)
[0142]
34
ꢀꢀꢀꢀꢀꢀ
中心(分束器装置)
[0143]
35
ꢀꢀꢀꢀꢀꢀ
边界
[0144]
36
ꢀꢀꢀꢀꢀꢀ
边界
[0145]
37
ꢀꢀꢀꢀꢀꢀ
折射光学元件
[0146]
40
ꢀꢀꢀꢀꢀꢀ
衍射光学元件
[0147]
41
ꢀꢀꢀꢀꢀꢀ
衍射区(下游的部分射束)
[0148]
42
ꢀꢀꢀꢀꢀꢀ
衍射区(上游的部分射束)
[0149]
43
ꢀꢀꢀꢀꢀꢀ
衍射区(上游的部分射束)
[0150]
50
ꢀꢀꢀꢀꢀꢀ
芯区
[0151]
51
ꢀꢀꢀꢀꢀꢀ
环区
[0152]
52
ꢀꢀꢀꢀꢀꢀ
重叠区(上游/下游的部分射束)
[0153]
53
ꢀꢀꢀꢀꢀꢀ
重叠区(上游/上游的部分射束)
[0154]
54
ꢀꢀꢀꢀꢀꢀ
重叠区(三个部分射束)
[0155]
55
ꢀꢀꢀꢀꢀꢀ
(没有重叠的环区的)剩余区域
[0156]
60
ꢀꢀꢀꢀꢀꢀ
强度分布
[0157]
61
ꢀꢀꢀꢀꢀꢀ
过渡区域
[0158]
62
ꢀꢀꢀꢀꢀꢀ
过渡区域
[0159]
70
ꢀꢀꢀꢀꢀꢀ
第一包层
[0160]
71
ꢀꢀꢀꢀꢀꢀ
第二包层
[0161]aꢀꢀꢀꢀꢀꢀꢀ
截面平面
[0162]aꢀꢀꢀꢀꢀꢀꢀ
(衍射光学元件中的)截面方向
[0163]
ar
ꢀꢀꢀꢀꢀꢀ
传播方向/射束传播方向
[0164]
dk
ꢀꢀꢀꢀꢀꢀ
芯区的直径
[0165]
dr
ꢀꢀꢀꢀꢀꢀ
环区的直径
[0166]
er
ꢀꢀꢀꢀꢀꢀ
调节方向
[0167]hꢀꢀꢀꢀꢀꢀꢀ
局部高度
[0168]iꢀꢀꢀꢀꢀꢀꢀ
强度
[0169]
ilk
ꢀꢀꢀꢀꢀ
芯区的积分激光功率
[0170]
ilr
ꢀꢀꢀꢀꢀ
环区的积分激光功率
[0171]nꢀꢀꢀꢀꢀꢀꢀ
折射率
[0172]
qr
ꢀꢀꢀꢀꢀꢀ
横向方向
[0173]
r1
ꢀꢀꢀꢀꢀꢀ
第一方向
[0174]
r2
ꢀꢀꢀꢀꢀꢀ
第二方向
[0175]
sr
ꢀꢀꢀꢀꢀꢀ
焊接方向
[0176]
x、y、z 空间坐标