1.本实用新型主要涉及弯管的技术领域,具体涉及一种改善椭圆度的弯管模具。
背景技术:
2.对于弯管模具而言,为了留有间隙使弯管模具加紧力度够,现有弯管模具会在弯管部分的圆心到弯管模具边之间会预留有一定的尺寸,并且弯管部分的外径公差给的较小。
3.然而,由于弯管部分的圆心不在模具上,当与另一个模具配合时(另一个模具圆的中心也不在模具上)中间的间隙就会很大,当弯制钢管时挤压钢管,钢管变形容易往间隙大的地方,导致钢管椭圆度变大,椭圆度很大时,影响美观的同时也影响产品使用性能。
技术实现要素:
4.本实用新型主要提供了一种改善椭圆度的弯管模具,用以解决上述背景技术中提出的技术问题。
5.本实用新型解决上述技术问题采用的技术方案为:
6.一种改善椭圆度的弯管模具,包括:设有第一凹槽的前端部分;以及环绕有第二凹槽的主体部分;其中,所述第一凹槽和所述第二凹槽相连通;其特征在于,所述第一凹槽的圆心到所述前端部分的间距为0,使得所述第一凹槽的圆心落在所述前端部分上。
7.优选的,所述第二凹槽到所述主体部分的间距为0,使得所述第二凹槽的圆心落在所述主体部分上。
8.优选的,所述第一凹槽的外径公差为-0.15至-0.2。
9.优选的,所述第二凹槽的外径公差为0.05。
10.与现有技术相比,本实用新型的有益效果为:本实用新型与另一个模具配合时中间间隙减少,弯制钢管时,钢管不会向两侧间隙大的地方变形,而是均匀往内侧变形,这样钢管不会往两侧变形,弯制出来的钢管外形均匀,椭圆度大幅度改善。
11.以下将结合附图与具体的实施例对本实用新型进行详细的解释说明。
附图说明
12.图1为现有技术的正视图及前端部分剖面视图;
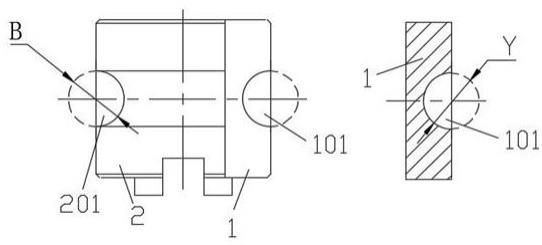
13.图2为本实用新型的正视图及前端部分剖面视图;
14.图3为本实用新型的弯管数据记录表格。
15.图中:
16.1前端部分;101第一凹槽;
17.2主体部分;201第二凹槽。
具体实施方式
18.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更加全面的描述,附图中给出了本实用新型的若干实施例,但是本实用新型可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本实用新型公开的内容更加透彻全面。
19.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
20.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常连接的含义相同,本文中在本实用新型的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本实用新型,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
21.请先参照附图1,现有技术中,弯管模具包括设有第一凹槽101的前端部分1以及环绕有第二凹槽201的主体部分2,一般为了留有间隙使弯管模具加紧力度够,弯管模具中,在第一凹槽101的圆心到前端部分1和第二凹槽201的圆心到主体部分2间均会预留有一定的尺寸,具体体现在图1所示的x尺寸与z尺寸,同时第一凹槽101的外径即图示y尺寸的一般设为正公差,第二凹槽102的外径公差为0.1毫米左右,当与另一个模具配合时(另一个模具圆的中心也不在模具上)中间的间隙就会很大,当弯制钢管时挤压钢管,钢管变形容易往间隙大的地方,导致钢管椭圆度变大,椭圆度很大时,影响美观的同时也影响产品性能。
22.请参照附图2,本实用新型提供了一种改善椭圆度的弯管模具,第一凹槽101的圆心到前端部分1的间距为0,使得第一凹槽101的圆心落在前端部分1上,即取消了原来的x尺寸,此时,弯管模具与另一个模具配合时中间间隙减少,弯制钢管时,钢管不会向两侧间隙大的地方变形,而是均匀往内侧变形,弯制出来的钢管外形均匀,椭圆度大幅度改善。
23.考虑到改善椭圆度的更优选择,在上述实施例的基础上,本实用新型再提供一个优选的技术方案,第二凹槽201的圆心到主体部分2的间距为0,使得第二凹槽201的圆心落在主体部分2上,即取消了原来的z尺寸,进一步减小了模具配合时之间的间隙。
24.考虑到改善椭圆度的更优选择,在上述实施例的基础上,本实用新型再提供一个优选的技术方案,第一凹槽101的外径公差为-0.15至-0.2毫米,即减小了原来的y尺寸,减小了钢管往两侧的变形,限制了钢管不会超出第一凹槽101的外径。
25.考虑到改善椭圆度的更优选择,在上述实施例的基础上,本实用新型再提供一个优选的技术方案,第二凹槽201的外径公差为0.05毫米,即减小了原来的b尺寸,减小了钢管往两侧的变形,限制了钢管不会超出第二凹槽201的外径。
26.本实用新型采用这样的结构设置,通过取消原来的x尺寸与z尺寸并减小y尺寸和b尺寸,大幅度改善了产品椭圆度,因此本实施例提供的一种改善椭圆度的弯管模具,能够解决现有技术中椭圆度偏大的技术问题。
27.请参照附图3,图3为本实用新型的弯管数据记录表格,表格中记录了采用新旧结构弯制同一产品时的相关数据,其中,表格中序号为1和14所在行记录的是利用本实用新型弯制的产品相关数据,序号2-12所在行记录的是利用旧结构弯制和序号1所在行相同产品
的相关数据,相比之下,序号1的椭圆度11%低于后续15%-20%浮动的椭圆度;序号15-17所记录的是行为利用旧结构弯制的和序号14所在行相同产品的相关数据,相比之下,序号14的椭圆度5.83%低于后续8.33%-10.83%浮动的椭圆度,所以,综上所述,利用本实用新型弯制的产品的椭圆度明显低于利用旧结构弯制的产品的椭圆度,即本实用新型可以大幅度改善弯制产品的椭圆度。
28.上述结合附图对实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的这种非实质改进,或未经改进将实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种改善椭圆度的弯管模具,包括:设有第一凹槽的前端部分;以及环绕有第二凹槽的主体部分;其中,所述第一凹槽和所述第二凹槽相连通;其特征在于,所述第一凹槽的圆心到所述前端部分的间距为0,使得所述第一凹槽的圆心落在所述前端部分上。2.根据权利要求1所述的一种改善椭圆度的弯管模具,其特征在于,所述第二凹槽的圆心到所述主体部分的间距为0,使得所述第二凹槽的圆心落在所述主体部分上。3.根据权利要求1或2所述的一种改善椭圆度的弯管模具,其特征在于,所述第一凹槽的外径公差为-0.15至-0.2毫米。4.根据权利要求1或2所述的一种改善椭圆度的弯管模具,其特征在于,所述第二凹槽的外径公差为0.05毫米。
技术总结
本实用新型主要涉及弯管的技术领域,具体提供了一种改善椭圆度的弯管模具,包括设有第一凹槽的前端部分以及环绕有第二凹槽的主体部分;其中,第一凹槽和第二凹槽相连通;第一凹槽的圆心到前端部分的间距为0,使得第一凹槽的圆心落在前端部分上,本实用新型与另一个模具配合时中间间隙减少,弯制钢管时,钢管不会向两侧间隙大的地方变形,而是均匀往内侧变形,弯制出来的钢管外形均匀,椭圆度大幅度改善。善。善。
技术研发人员:王奔 韩永松 韩菊花 聂建 张骏
受保护的技术使用者:芜湖双翼液压件有限公司
技术研发日:2021.08.25
技术公布日:2022/2/18