1.本实用新型属于铝型材挤压模具技术领域,具体涉及一种具有改进型液氮冷却结构的铝型材挤压模具。
背景技术:
2.铝元素在地壳中的含量仅次于氧和硅,居第三位,也是地壳中含量最丰富的金属元素,主要以铝硅酸盐矿石存在。在金属品种中,铝制金属仅次于钢铁,为第二大类金属。
3.金属型材是指金属经过塑性加工成形、具有一定断面形状和尺寸的实心或空心直条,型材的品种规格繁多,用途广泛,在轧制生产中占有非常重要的地位。同时,铝合金是工业中应用最广泛的一类有色金属结构材料,在航空、航天、汽车、机械制造、船舶及化学工业中都有大量应用,目前铝合金是应用最多的合金材料。
4.铝合金型材一般通过专用的模具挤压出料成型,挤压成型工艺中需要在各个阶段对温度进行严格的控制,以提高型材质量。目前,在铝型材挤压成型技术中会使用到液氮冷却,一般采用“液氮垫+模具”的结构形式,液氮垫设置有液氮入口、液氮传送槽、液氮出口,但由于模具具有一定的厚度(80mm~150mm)而液氮垫在模具工作带的背面,这样,从液氮垫出来的液氮,不能直接冷却到模具工作带,而是直接作用到挤出型材上面,仅仅对型材起到保护作用。
5.此外,液氮垫与模具贴合,液氮通过模具的传导作用,也只有很少一部分冷量作用到工作带上面,作用有限,对挤压过程中的热平衡起不到作用,模具工作带温度随着挤压过程进行持续走高,产品表面质量越来越差。
6.因此,针对以上还存在的一些缺陷,本技术对液氮冷却铝型材挤压模具进行了进一步的改进和研究。
技术实现要素:
7.针对以上现有技术中的不足,本实用新型提供了一种具有改进型液氮冷却结构的铝型材挤压模具,通过对其中液氮冷却结构的改进,能够使液氮直接冷却到工作带,大大增强工作带的抗热疲劳小,挤压过程中工作带不粘铝,产品表面质量大幅提升;同时提高了生产效率,产品质量更稳定。
8.为了解决上述技术问题,本实用新型通过下述技术方案得以解决。
9.一种具有改进型液氮冷却结构的铝型材挤压模具,包括配合的液氮垫和模具,其中:所述液氮垫上设有液氮进口和液氮出口,所述液氮进口和液氮出口之间设有第一液氮传送槽,所述第一液氮传送槽通过传送支槽连通至第二液氮传送槽;所述第二液氮传送槽的内侧的第二围板上不具有传送液氮的通槽;所述模具上设有挤压成型口,该挤压成型口中设有工作带;所述挤压成型口的内侧壁中设有管道放置孔,该管道放置孔中设有用于输送液氮的管道;所述管道朝向液氮垫的一端用于液氮进入,所述管道朝向工作带的一端与管道放置孔的底部之间留有间隙,且该位置处的管道设有氮气出口,用于供氮气流出并冷
却工作带。
10.本技术中的铝型材挤压模具中,采用的独特设计的液氮垫和模具,使液氮能够通过管道直接到达工作带区域,对工作带的冷却效果最佳,工作带抗热疲劳性能加强,工作带不粘铝,挤出的铝型材产品表面质量大幅提升,杜绝了粘铝现象。此外,由于氮气在模具工作带出口位置附近形成了一个氮气高压环境,空气进不去,直接避免了氧气对型材表面的氧化作用,从而,铝型材表面更有光泽,表面色泽更加均匀,产品质量更好。
11.一种优选的实施方式中,所述管道朝向液氮垫的一端连接有弯折段,该弯折段置于液氮垫表面上的凹孔中,用于固定。
12.一种优选的实施方式中,所述弯折段由管道弯折形成,并焊接固定于凹孔中,固定牢靠,使用寿命长。
13.一种优选的实施方式中,所述管道放置孔的底部距离工作带的距离a为2mm~6mm,所述管道的出口端距离所述管道放置孔的底部的距离b为2mm~6mm。该尺寸结构能够保证氮气对工作带的冷却效果好,挤压成型的产品质量高。
14.一种优选的实施方式中,所述管道为铜管,其直径为0.8mm~1.5mm,输送液氮效果好,铜管成本低,安装方便。
15.与现有技术相比,本实用新型具有以下有益效果:提供了一种具有改进型液氮冷却结构的铝型材挤压模具,通过对其中液氮冷却结构的改进,能够使液氮直接冷却到工作带,大大增强工作带的抗热疲劳小,挤压过程中工作带不粘铝,产品表面质量大幅提升;同时提高了生产效率,产品质量更稳定。
附图说明
16.图1为现有技术中的液氮垫的示意图。
17.图2为本实用新型中的液氮垫的立体图一。
18.图3为本实用新型中的液氮垫的立体图二。
19.图4为本实用新型中的液氮垫的示意图。
20.图5为本实用新型中的模具的示意图。
21.图6为图5中b区域的放大图。
22.图7为图5中a-a方向的剖视图。
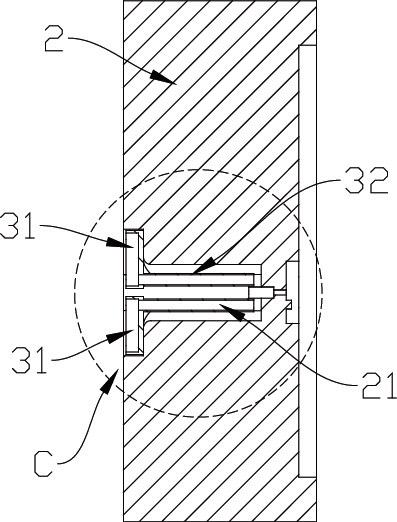
23.图8为图7中c区域的放大图。
24.图9为图8中省略铜管的示意图。
25.图10为图8中的铜管组件的示意图。
具体实施方式
26.下面结合附图与具体实施方式对本实用新型作进一步详细描述。
27.以下实施方式中,自始至终相同或类似的标号表示相同或类似的原件或具有相同或类似功能的原件,以下通过参考附图描述的实施方式是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
28.本实用新型的描述中,需要理解的是,术语:中心、纵向、横向、长度、宽度、厚度、上、下、前、后、左、右、竖直、水平、顶、底、内、外、顺时针、逆时针等指示方位或位置关系为基
于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,因此不能理解为对本实用新型的限制。此外,术语:第一、第二等仅用于描述目的,而不能理解为指示或暗示相对重要性或隐含指明所示技术特征的数量。本实用新型的描述中,除非另有明确的规定和限定,术语:安装、相连、连接等应做广义理解,本领域的普通技术人员可以根据具体情况理解上述术语在本实用性中的具体含义。
29.图1所示为现有技术中的液氮垫1的示意图,从图1中可以看出,在液氮垫1的左侧设有液氮进口11,右侧设有液氮出口12,所述液氮进口11和液氮出口12之间设有环形分布的第一液氮传送槽13,所述第一液氮传送槽13通过四个传送支槽14连通至内部的大致随着挤出口轮廓环形分布的第二液氮传送槽17,同时,在所述第二液氮传送槽17的内侧的第二围板171上设有若干个传送液氮的通槽15。
30.具体使用时,液氮通过液氮进口11进入到第一液氮传送槽13中,再通过传送支槽14进入到第二液氮传送槽17中,再通过通槽15进入到铝型材挤压区域中,进行冷却,多余的液氮通过液氮出口12流出。
31.该传统结构中,由于模具具有一定的厚度,一般为80mm~150mm,而液氮垫设置在模具工作带的背面,从液氮垫出来的液氮不能直接冷却到模具工作带,而是直接作用到挤出型材上面,仅仅对型材起到保护作用,起不到对工作带的保护作用。
32.此外,液氮垫与模具贴合,液氮通过模具的传导作用,也只有很少一部分冷量作用到工作带上面,对挤压过程中的热平衡起不到作用,模具工作带温度随着挤压过程进行持续走高,产品表面质量越来越差。
33.申请人在研发过程中,也尝试在模具上面进行斜钻孔,将氮气通到模具工作带附近,但由于模具上面钻斜孔难度极大,一般很难实现,其次,从成本角度考虑,钻斜孔不经济。所以,实际采用钻孔方案不能大规模推行。
34.本技术中的技术方案,参照图2至图10, 本技术中的具有改进型液氮冷却结构的铝型材挤压模具,包括配合的液氮垫1和模具2,其中,具体结构如下。
35.所述液氮垫1上设有液氮进口11和液氮出口12,所述液氮进口11和液氮出口12之间设有第一液氮传送槽13,所述第一液氮传送槽13通过传送支槽14连通至第二液氮传送槽17;所述第二液氮传送槽17的内侧的第二围板171上不具有传送液氮的通槽15。
36.所述模具2上设有挤压成型口21,该挤压成型口21中设有工作带261;所述挤压成型口21的内侧壁中设有管道放置孔23,该管道放置孔23中设有用于输送液氮的管道32;所述管道32朝向液氮垫1的一端用于液氮进入,所述管道32朝向工作带261的一端与管道放置孔23的底部之间留有间隙,且该位置处的管道设有氮气出口,用于供氮气流出并冷却工作带。
37.此外,进一步的,所述管道32朝向液氮垫1的一端连接有弯折段31,该弯折段31置于液氮垫1表面上的凹孔22中,用于固定。具体的,所述弯折段31由管道32弯折形成,并焊接固定于凹孔22中,固定牢靠,使用寿命长。所述管道32为铜管,其直径为0.8mm~1.5mm,输送液氮效果好,铜管成本低,安装方便。
38.本技术中,所述管道放置孔23的底部262距离工作带261的距离a为2mm~6mm,优选5mm;所述管道32的出口端距离所述管道放置孔23的底部262的距离b为2mm~6mm,优选5mm。该尺寸结构能够保证氮气对工作带的冷却效果好,挤压成型的产品质量高。
39.本技术中的铝型材挤压模具,使用时将液氮垫1与模具2贴合在一起,液氮通过液氮进口11进入到第一液氮传送槽13中,再通过传送支槽14进入到第二液氮传送槽17中,此时,第二液氮传送槽17中的液氮通过管道32上的入口进入到管道32中,并从管道32的另一端流出,达到冷却工作带261和型材的目的。
40.本技术中的结构特征为申请人长期研发,反复试验后的最优方案,通过将液氮用管道32引导到距离模具工作带10mm左右(含20mm以内),直接冷却工作带261,冷却效果最佳。进一步的,由于工作带261直接接收液氮冷却,工作带261抗热疲劳性能加强,工作带不粘铝,产品表面质量大幅提升,杜绝了粘铝现象。经过车间试验发现,模具挤压通过量寿命提升50%以上,挤压速度提高20%,并且模具一次上机合格率达到90%,超过国外同行平均水平的70%(此数据国内为40%-50%)。
41.此外,液氮直接作用到模具的工作带261之后,铝型材从模具工作带刚出来的瞬间就接收氮气的惰性保护,由于氮气在模具工作带出口位置,形成了一个氮气高压环境,空气进不去,直接避免了氧气对型材表面的氧化作用,从而,铝型材表面更有光泽,表面色泽更加均匀。液氮在工作带出口的最高温时刻开始对挤出铝型材进行冷却,达到了最好的淬火效果,因而材料的性能会更好。
42.以上描述可以看出,本实用新型提供了一种具有改进型液氮冷却结构的铝型材挤压模具,通过对其中液氮冷却结构的改进,能够使液氮直接冷却到工作带,大大增强工作带的抗热疲劳小,挤压过程中工作带不粘铝,产品表面质量大幅提升;同时提高了生产效率,产品质量更稳定。
43.本实用新型的保护范围包括但不限于以上实施方式,本实用新型的保护范围以权利要求书为准,任何对本技术做出的本领域的技术人员容易想到的替换、变形、改进均落入本实用新型的保护范围。