1.本发明涉及金属板蚀刻领域,更具体地说,它涉及一种智能清洗涂布设备。
背景技术:
2.蚀刻是将材料使用化学反应或物理撞击作用而移除的技术。蚀刻技术可以分为湿蚀刻和干蚀刻两类。
3.最早可用来制造铜版、锌版等印刷凹凸版,也广泛地被使用于减轻重量仪器镶板,铭牌及传统加工法难以加工之薄形工件等的加工;经过不断改良和工艺设备发展,亦可以用于航空、机械、化学工业中电子薄片零件精密蚀刻产品的加工,特别在半导体制程上,蚀刻更是不可或缺的技术。
4.在蚀刻金属板之前需要对金属板进行前序处理,现在处理步骤较多,设备较多,加工效率较低,不能满足现在的使用要求。
技术实现要素:
5.本发明提供了一种智能清洗涂布设备,包括输送带、夹具和箱体,夹具沿着输送带的输送方向等距间隔分布,箱体内通过隔板分割为清洗室、烘干室和涂布室,输送带下带面穿过清洗室、烘干室和涂布室,夹具包括用于吸引固定金属板的吸板,吸板安装在被动机构上,被动机构包括立柱,立柱通过配合机构安装在输送带上,清洗室、烘干室和涂布室内装有触发机构,触发机构用于和配合机构配合,实现带动吸板围绕输送带的输送方向转动呈不同角度。
6.优选的:配合机构包括转轴,转轴沿着输送带的输送方向布置,转轴和立柱呈垂直状分布,转轴转动安装在输送带带面上,转轴一端和立柱固定连接,转轴另一端连接c传动组件,c传动组件用于和触发机构配合。
7.优选的:c传动组件包括c轴,c轴沿着输送带的带宽方向布置,c轴转动安装在输送带上,c轴靠近转轴的一端安装有蜗杆,蜗杆的轴线和c轴的轴线共线,转轴靠近c轴的一端安装有蜗轮,蜗轮和蜗杆啮合,c轴另一端装有被动件,被动件用于和触发机构配合。
8.优选的:被动件为c齿轮,触发机构包括触发齿轮,触发齿轮和c齿轮匹配且位置对应布置。
9.优选的:清洗室底部沿着输送带的输送方向依次布置有冲洗单元、刷洗单元和擦干单元,冲洗单元包括呈排状的冲洗喷头,冲洗喷头倾斜朝上布置。
10.优选的:刷洗单元包括刷辊,刷辊水平布置,刷辊沿着输送带的输送方向布置,刷辊两端通过弹性支架安装在清洗室底部,刷辊用于和金属板板面接触并转动。
11.优选的:清洗室内的触发机构布置在刷辊上方。
12.优选的:擦干单元包括擦干辊,擦干辊表面包裹有擦干套,擦干辊沿着输送带的宽度方向布置,擦干辊两端通过弹性支架安装在清洗室底部,擦干辊用于和金属板接触并转动。
13.优选的:烘干室内侧面装有烘干机构,烘干机构用于向呈立状布置的金属板板面喷洒热风。
14.优选的:涂布室内顶部装有涂布机构,涂布机构用于向面朝上水平布置的金属板板面上涂布物料。
15.本发明的有益效果在于:本发明提出的智能清洗涂布设备,能够实现对金属板进行连续化自动化的冲洗、刷洗、擦干、烘干和涂布处理,自动化程度高,加工效率高,能够配合不同机构调节金属板的姿态,满足了现在的使用要求。
附图说明
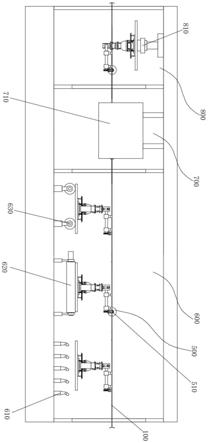
16.图1是本发明中提出的一种智能清洗涂布设备的结构示意图;
17.图2是本发明中提出的一种智能清洗涂布设备内被动机构的结构示意图。
18.图3是本发明实施例3内提出的一种平板蚀刻装置的结构示意图;
19.图4是本发明实施例3内提出的一种平板蚀刻装置的侧面结构示意图;
20.图5是本发明实施例3内提出的一种平板蚀刻装置内夹具和输送带的结构示意图;
21.图6是本发明实施例3内提出的一种平板蚀刻装置内升降单元的结构示意图;
22.图7是本发明实施例3内提出的一种平板蚀刻装置内夹具另一视角的结构示意图;
23.图8是本发明实施例3内提出的一种平板蚀刻装置中a传动组件的结构示意图;
24.图中:100、输送带;200、蚀刻箱;210、喷淋系统;220、动力机构;221、b驱动齿轮;222、a驱动齿轮;300、夹具;310、球轴承;320、限位单元;321、a限位件;322、b限位件;330、转动单元;331、b齿盘;332、b轴;333、b1齿轮;334、b2齿轮;340、升降单元;341、配合件;342、丝杆;343、滑座;344、主动齿带轮;345、从动齿齿轮;346、齿带;350、圆环盘;360、吸板;370、立柱;371、a齿盘;372、a1轴;372a、a1齿轮;372b、a1锥齿轮;373、a2轴;373a、a2锥齿轮;373b、a3锥齿轮;374、a3轴;374a、a4锥齿轮;374b、a2齿轮;380、支撑架;400、配合机构;410、转轴;411、蜗轮;420、c轴;421、蜗杆;422、c齿轮;500、触发机构;510、触发齿轮;600、清洗室;610、冲洗喷头;620、刷辊;630、擦干辊;700、烘干室;710、烘干机构;800、涂布室;810、涂布机构。
具体实施方式
25.现在将参考示例实施方式讨论本文描述的主题。应该理解,讨论这些实施方式只是为了使得本领域技术人员能够更好地理解从而实现本文描述的主题,并非是对权利要求书中所阐述的保护范围、适用性或者示例的限制。可以在不脱离本说明书内容的保护范围的情况下,对所讨论的元素的功能和排列进行改变。各个示例可以根据需要,省略、替代或者添加各种过程或组件。另外,相对一些示例所描述的特征在其他例子中也可以进行组合。
26.实施例1
27.参考图1-图2,在本实施例中提出了在本实施例中提出了一种智能清洗涂布设备,该智能清洗涂布设备布置在蚀刻箱200前方,该智能清洗涂布设备包括输送带100、夹具300和箱体,夹具300沿着输送带100的输送方向等距间隔分布,箱体内通过隔板分割为清洗室600、烘干室700和涂布室800,输送带100下带面穿过清洗室600、烘干室700和涂布室800,夹具300包括用于吸引固定金属板的吸板360,吸板360安装在被动机构上,被动机构包括立柱370,立柱370通过配合机构400安装在输送带100上,清洗室600、烘干室700和涂布室800内
装有触发机构500,触发机构500用于和配合机构400配合,实现带动吸板360围绕输送带100的输送方向转动呈不同角度。
28.配合机构400包括转轴410,转轴410沿着输送带100的输送方向布置,转轴410和立柱370呈垂直状分布,转轴410转动安装在输送带100带面上,转轴410一端和立柱370固定连接,转轴410另一端连接c传动组件,c传动组件用于和触发机构500配合。
29.c传动组件包括c轴420,c轴420沿着输送带100的带宽方向布置,c轴420转动安装在输送带100上,c轴420靠近转轴的一端安装有蜗杆421,蜗杆421的轴线和c轴420的轴线共线,转轴410靠近c轴420的一端安装有蜗轮411,蜗轮411和蜗杆421啮合,c轴420另一端装有被动件,被动件用于和触发机构500配合。
30.被动件为c齿轮422,触发机构包括触发齿轮510,触发齿轮510和c齿轮422匹配且位置对应布置。
31.清洗室600底部沿着输送带100的输送方向依次布置有冲洗单元、刷洗单元和擦干单元,冲洗单元包括呈排状的冲洗喷头610,冲洗喷头610倾斜朝上布置。
32.刷洗单元包括刷辊620,刷辊620水平布置,刷辊620沿着输送带100的输送方向布置,刷辊620两端通过弹性支架安装在清洗室600底部,刷辊620用于和金属板板面接触并转动。
33.清洗室600内的触发机构500布置在刷辊620上方。
34.擦干单元包括擦干辊630,擦干辊630表面包裹有擦干套,擦干辊630沿着输送带100的宽度方向布置,擦干辊630两端通过弹性支架安装在清洗室600底部,擦干辊630用于和金属板接触并转动。
35.烘干室700内侧面装有烘干机构710,烘干机构710用于向呈立状布置的金属板板面喷洒热风。
36.涂布室800内顶部装有涂布机构810,涂布机构810用于向面朝上水平布置的金属板板面上涂布物料。
37.本实施例提出的智能清洗涂布设备在工作时,首先输送带100将夹具300输送到清洗室600内,此时夹具300装夹的金属板呈面朝下的状态,首先冲洗喷头610箱金属板带蚀刻表面进行冲洗处理,然后输送带100再将夹具300输送到刷辊620上方,刷辊620位于金属板郑重,刷辊620的长度大于金属板的长度,此时触发齿轮510和c齿轮422啮合,金属板待蚀刻表面和刷辊620贴合,触发齿轮510带动c齿轮422往复转动,c齿轮422通过c轴420带动蜗杆421转动,蜗杆421和蜗轮411啮合,实现带动转轴410往复转动,实现带动金属板往复摆动,金属板摆动的过程中,刷辊620转动,金属板边缘部位和刷辊620挤压抵靠,驱使弹性支架不断升降,实现对金属板各处进行彻底有效的刷洗处理;完毕之后,输送带100再将金属板输送通过擦干辊630,擦干辊630转动,将金属板擦干;
38.然后输送带100再将金属板输送到烘干室700中,烘干室700内的触发齿轮510和c齿轮422啮合,输送带100暂停,调节金属板转动呈立状,金属板待蚀刻表面正对烘干机构710,烘干机构710对金属板进行快速烘干;
39.完毕之后,输送带100再将金属板输送到涂布室800中,涂布室800内的触发齿轮510和c齿轮422啮合,输送带100暂停,调节金属板转动呈待蚀刻面朝上正对涂布机构810的状态,然后涂布机构810对金属板待蚀刻表面进行涂布处理,完毕之后,输送带100将金属板
输送到下一机构中。
40.实施例2
41.在本实施例中提出了一种平板蚀刻用工艺,包括如下步骤:
42.s1:首先对金属板待蚀刻面进行清洗和干燥处理;
43.s2:将s1中处理后的金属板进行贴膜或涂布处理;
44.s3:将s2中贴膜或涂布之后的金属板进行烘干处理;
45.s4:将s3中经过烘干处理之后的金属板按照进行曝光、显影处理,曝光、显影的图纹与预设图纹一致,曝光、显影的图纹中任意一条纹路的截面宽度小于预设图纹对应纹路的截面宽度;
46.s5:再将金属板进行烘干;
47.s6:对金属板进行蚀刻;
48.s7:最后进行脱膜即可。
49.实施例3
50.参考附图3-8,在本实施例中提出了一种平板蚀刻装置,包括输送带100、夹具300和蚀刻箱200,夹具300沿着输送带100的输送方向等距间隔分布,输送带100用于带动夹具300通过蚀刻箱200,夹具300包括用于吸引固定金属板的吸板360,吸板360安装在被动机构上,蚀刻箱200内装有用于对金属板进行蚀刻的喷淋系统210以及和动力机构220,动力机构220和被动机构对应布置,动力机构220能够和被动机构结合或分离,动力机构220用于向被动机构传递动力,被动机构用于带动吸板360配合喷淋系统摇动。
51.被动机构包括球铰链310、圆环盘350和配合件341,球铰链310的活动端固定安装在吸板360上,球铰链310的固定端安装在立柱370上,圆环盘350的盘面和吸板360的板面平行,圆环盘350固定安装在吸板360上,球铰链310位于圆环盘350的圆心位置,配合件341和圆环盘350沿着其圆周走向构成滑动导向配合,配合件341沿着垂直于圆环盘350盘面的方向上和圆环盘面350构成抵靠限位配合,配合件341连接调节单元,调节单元用于调节配合件341围绕立柱370转动且调节配合件371沿着立柱370高度方向移动。
52.配合件341下端具有两配合部,两配合部之间的间距和圆环盘350厚度一致,两配合部和圆环盘350盘面点接触。
53.被动机构还包括限位单元320,限位单元320用于在配合件341围绕立柱370转动的过程中,约束球轴承310的活动端不会围绕立柱370转动,限位单元320包括a限位件321和b限位件322,a限位件321布置在球轴承310的固定端上,b限位件322安装在球轴承310的活动端上,a限位件321和b限位件322围绕立柱370的轴向构成限位配合,a限位件321和b限位件322沿着立柱370的高度方向构成弹性配合。
54.a限位件321为环形板状构件,a限位件321的板面和立柱370的高度方向相垂直,球轴承310的固定端位于a限位件321的圆心位置,a限位件321靠近吸板360的一侧板面上设置有限位齿,限位齿围绕a限位件321的轴向等距间隔分布,b限位件322为弹性片状构件,b限位件322一端抵靠在a限位件321相邻的限位齿之间,b限位件322另一端和球轴承310的活动端固定连接。
55.b限位件322为弧形弹性片状构件,b限位件322设置有两组,两b限位件322呈八字状分布。
56.将两组呈八字状分布的b限位件322记为限位组件,限位组件围绕立柱370呈圆周阵列分布。
57.调节单元包括支撑架380、升降单元340和转动单元330,升降单元340沿着立柱370的高度方向布置,升降单元340的固定端安装在支撑架380上,升降单元340的活动端和配合件341连接,支撑架380连接转动单元330,转动单元330用于带动支撑架380围绕立柱370转动。
58.升降单元340包括滑座343,滑座343沿着立柱370长度方向布置,滑座343内布置有丝杠342,丝杆342杆长方向和滑座343长度方向一致,丝杆342上装配有移动螺母,移动螺母和配合件341固定连接,丝杆342连接a传动组件,动力机构包括a动力单元和b动力单元,a传动组件用于和a动力单元结合带动丝杆341转动。
59.a传动组件包括从动齿带轮344、主动齿带轮345和齿轮传动组件,从动齿带轮344安装在丝杆341上端,主动齿轮带轮345转动安装在立柱370上,主动齿带轮345的中轴线与立柱370的中轴线共线,主动齿带轮345通过齿带346和从动齿带轮344连接,主动齿带轮345连接齿轮传动组件。
60.齿轮传动组件包括a齿盘371,a齿盘371和从动齿带轮345平行分布且固定连接,a立柱370内部中空,a立柱370内装有a1轴372、a2轴373和a3轴734,a1轴372和a2轴373呈垂直状分布,a2轴373的轴线和立柱370轴线共线,a1轴372一端穿出立柱370,a1轴372的穿出端装有a1齿轮372a,a1齿轮372a和a齿盘371啮合,a1轴372另一端装有a1锥齿轮372b,a2轴373靠近a1轴372的一端装有a2锥齿轮373a,a1锥齿轮372b和a2锥齿轮373a啮合,a2轴373另一端装有a3锥齿轮373b,a3轴374和a1轴372平行,a3轴374一端伸出立柱370,a3轴374位于立柱370内的一端装有a4锥齿轮374a,a4锥齿轮374a和a3锥齿轮373b啮合,a4轴374的穿出端装有和a动力单元配合的a2齿轮374b。
61.转动单元330包括b齿盘331和b轴332,b齿盘331转动安装在立柱370上,b齿盘331的中轴线和立柱370的中轴线共线,b齿盘331布置在支撑架380上方,b齿盘331和支撑架380固定连接,b齿盘331的齿朝着远离支撑架380的方向布置,b轴332和a3轴374的轴向一致,b轴332转动安装在轴承座上,轴承座和立柱370固定连接,b轴332一端装有和b齿盘331啮合的b1齿轮333,b轴332另一端装有和b动力单元配合的b2齿轮334。
62.a动力单元包括和a2齿轮匹配的a驱动齿轮222,b动力单元包括和b2齿轮匹配的b驱动齿轮221。
63.本实施例提出的蚀刻装置,在工作时,首先输送带100将夹具300输送带蚀刻箱200内,在喷淋系统210上方暂停,此时a2齿轮374b和a驱动齿轮222啮合,b2齿轮334和b驱动齿轮221啮合,此时金属板待蚀刻的表面朝下正对喷淋系统210;
64.本实施例提出的蚀刻装置能够根据不同的蚀刻要求,调节金属板不同的摇动方式,能够调节金属板左右、前后以及圆周摇动等动作;
65.需要调节金属板左右摇动时,b驱动齿轮221带动b2齿轮334转动,b2齿轮334通过b轴332带动b1齿轮333转动,b1齿轮333带动b齿盘331围绕立柱370转动,b齿盘331带动支撑架380转动到左侧或右侧暂停,然后a驱动齿轮222带动a2齿轮374b转动,a2齿轮374通过a3轴374带动a4骓驰轮374a转动,a4锥齿轮374a带动a3锥齿轮373b转动,a3锥齿轮373b通过a2轴带动a2锥齿轮373a转动,a2锥齿轮373a带动a1锥齿轮372b转动,a1锥齿轮372b通过a1轴
372带动a1齿轮372a转动,a1齿轮372a和a齿盘371啮合,实现带动a齿盘371围绕立柱370转动,a齿盘371带动主动齿带轮345同步转动,主动齿带轮345通过齿带346带动从动齿带轮344转动,从动齿带轮344带动丝杆341转动,丝杆341带动配合件341不断升降,配合件341不断带动圆环盘350上下摆动,通过球轴承310的布置,实现带动吸板360上下不断摆动,实现带动金属板左右摇动的功能,还能够调节配合件341升降的间距,实现调节金属板摇动的幅度,通过调节配合件341升降的频率能够实现调节金属板摇动的幅度,实现配合喷淋系统喷射的蚀刻液,对金属板进行均匀有效的蚀刻处理;
66.对调节金属板前后摇动时,远离与上述相同,只需要将配合件341调节到前方或后方的位置即可;
67.调节金属板沿着圆周方向摇动时,b齿轮221不断转动,b2齿轮334通过b轴332带动b1齿轮333转动,b1齿轮333带动b齿盘331围绕立柱370不断转动,需要注意的时,通过主动齿带轮345、齿带346和从动齿带轮344的设置,实现丝杆341围绕立柱370的转动不会对丝杆341传动造成影响,使得丝杆341能够被齿轮传动组件传输的动力稳定驱动,控制精确,在丝杆341不断围绕立柱370转动的过程中,丝杆341也在不断的运动,带动配合件341不断的升降,实现调节金属板围绕立柱371周向进行摇动的目的;
68.上述过程中,需要注意的是,配合件341和圆环盘350配合动作时,会对圆环盘350施加扭矩,圆环盘350会带着球轴承310的活动端围绕立柱370转动,而通过限位单元320的设置,能够有效的避免此种情况的发生,b限位件322能够和a限位件321构成卡和,实现限位功能,另外,吸板360在摇动时,球轴承310的活动端会同步运动,由于b限位件322为弧形弹性片,b限位件322能够被压缩,不会阻碍摇动。
69.上面结合附图对本实施例的实施例进行了描述,但是本实施例并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本实施例的启示下,在不脱离本实施例宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本实施例的保护之内。