1.本实用新型涉及刨花板技术领域,尤其是涉及一种超高强度可饰面华夫板。
背景技术:
2.华夫板和定向刨花板同属于一个类型板种,都是以小径材、间伐材、木芯、板皮、枝丫材等为原料,用长材刨片机或两工段削片刨片设备,将木材顺着纹理方向加工成大片状刨花,经过干燥、施胶和铺装、热压而成的一种人造板材。可饰面定向刨花板是在三层或多层定向刨花板坯的上、下表面增加细料层,不但扩大了定向刨花板的使用领域,而且和普通的刨花板相比,具有较高的力学强度和握螺钉力,从而被做为普通刨花板的升级产品,可广泛使用于室内装修及家居产品。然而,可饰面定向刨花板由于其特殊的内部三层超大刨花定向结构,在铺装过程中需要较多的细料去填充超大刨花的间隙,这样压制出的板材表面密度分布不均,高密度点较多,在贴面后容易透底而形成色差;而过多的细料使用会在一定程度上降低板材的强度;其次,可饰面定向刨花板其纵向的力学性能远远大于其横向,在其使用过程中会出现方向性,为后期的加工使用带来不便。
技术实现要素:
3.本实用新型的目的在于提供一种可饰面华夫板,以解决现有技术中存在的可饰面定向刨花板强度低、力学性能存在方向性的技术问题。
4.为实现上述目的,本实用新型提供了以下技术方案:
5.本实用新型提供的一种可饰面华夫板,包括芯层和设置在所述芯层两侧的上表层、下表层,所述芯层由多层施胶后的方形刨花经无定向粘合而成,所述上表层和所述下表层由表层细料粘合而成。
6.作为本实用新型的进一步改进,所述方形刨花和不合格刨花采用枝丫材或小径材经刨片机刨制而成。
7.作为本实用新型的进一步改进,所述表层细料由不合格刨花和/或木质纤维制成。
8.作为本实用新型的进一步改进,所述方形刨花规格为厚度0.2-0.4mm,长度和宽度30-50mm。
9.作为本实用新型的进一步改进,所述不合格刨花为规格不满足要求的刨花。
10.作为本实用新型的进一步改进,所述芯层质量与所述上表层和所述下表层的总质量之比为4-5:1。
11.作为本实用新型的进一步改进,所述小径材规格为小头直径8-14cm的杆状木材。
12.作为本实用新型的进一步改进,所述木质纤维包括锯末。
13.作为本实用新型的进一步改进,所述可饰面华夫板任意方向的静曲强度为 30-40mpa,弹性模量为3500-5500mpa。
14.本实用新型提供的所述可饰面华夫板的制备工艺,包括如下步骤:
15.步骤100、原料准备:采用枝丫材或小径材为原料,在含水率35%-55%时,采用鼓
式长材刨片机刨出芯层原料大片方形刨花,然后将方形刨花送入湿料仓存储;
16.步骤200、原料干燥:采用单通道滚筒干燥机进行连续干燥,干燥入口温度400-550℃,出口温度120℃,干燥后方形刨花绝对含水率为2%-5%,干燥后尾气经过除尘后和高温烟气混合后再次进入干燥机循环使用;
17.步骤300、筛选打磨:干燥后的方形刨花进入滚筒筛选机筛选出不合格刨花和合格的方形刨花,方形刨花输送至干料仓存储;不合格刨花进入气流式破碎机,通过气流的带动相互摩擦而被撕碎成丝状细料,进入细表层料仓;
18.步骤400、调施胶:干燥后的方形刨花与多种助剂单独计量后,被送入到滚筒式拌胶机进行施胶工艺,滚筒式拌胶机中具有多个高速旋转的雾化喷头,转速最高为15000转/min,助剂通过雾化喷头单独施加到方形刨花上,施胶后方形刨花含水率为8%-10%;细表层料仓内的表层细料通过环式拌胶机进行拌胶,施胶后表层细料的含水率9%-12%;施完胶后的方形刨花和表层细料分别输送至铺装线;
19.步骤500、刨花铺装:芯层所需的方形刨花通过鼠笼式铺装机进行铺装;表层细料通过气流式铺装机进行气流铺装;方形刨花和表层细料连续不断的无定向铺装至铺装皮带;芯层铺装质量/上表层、下表层总铺装质量=4~5:1;
20.步骤600、热压:铺装完成后的板材进入连续平压热压机进行热压成型;热压机工艺要求为:
[0021][0022]
步骤700、锯切:热压后板材依次经过齐边锯、横截锯锯切成为规格尺寸,经过翻板机冷却后下线打包。
[0023]
作为本实用新型的进一步改进,步骤400中所述助剂包括胶水、胶黏剂、缓冲剂、阻燃剂。
[0024]
作为本实用新型的进一步改进,调施胶中使用的胶水为三聚氰胺改性脲醛树脂,胶水中的胶黏剂指标为固体含量58%-62%,固化时间80-200秒,粘度22 秒-35秒,ph值7.8-8.8,施胶量80-100kg/m3。
[0025]
作为本实用新型的进一步改进,调施胶中使用的胶水为不含甲醛的异氰酸酯,加量为13-30kg/m3;胶水中的胶黏剂采用热固性酚醛树脂,固体含量为 45-50%,粘度30秒-35秒,ph值8.5-10,施胶量90-130kg/m3。
[0026]
作为本实用新型的进一步改进,当调施胶为三聚氰胺改性脲醛树脂时,所述助剂还包括固化剂,所述固化剂为氯化铵和磷酸铵的混合液,氯化铵的加量为固体胶液的1-3%,磷酸加量为固体氯化铵的5-20%,所述固化剂的ph值为 5.5-7.5。
[0027]
作为本实用新型的进一步改进,步骤400中,所述铺装线由四个铺装机组成,其中两个芯层鼠笼式铺装机、两个上下表层气流式铺装机;每个所述铺装机内均设有减重式计量装置,且所述铺装机的高度、倾角、铺装速度均可调。
[0028]
作为本实用新型的进一步改进,当采用异氰酸酯胶水时,所述热压机中的热压钢
带喷涂脱模剂进行脱膜,脱膜采用辊涂方式进行,脱模剂为外用脱模剂,原液用水稀释至固含量为20-25%,添加量为10-25kg/h。
[0029]
本实用新型与现有技术相比具有如下有益效果:
[0030]
本实用新型提供的一种超高强度可饰面华夫板,其表面更加细腻饰面性能更强,力学强度沿着板材各个方向趋于一致可随意切割,因其芯层方形超大刨花的形态及不定向铺装使其表面更加平整,所以不需要更多的细料做为填充;相同密度情况下,大刨花的用量要多于可饰面定向刨花板,并且其厚度较薄铺装层数多,因此其物理力学性能及防水性能也将大大提高。而且,本实用新型使用到的鼓式长材刨片机,能够使用小径材切削出更加完美方形刨花,其厚度可完美控制在0.2mm-0.4mm,这样不但节省了高额的原木采购费用,保证了完美的刨花形态,而且提高了木材的利用率。
附图说明
[0031]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0032]
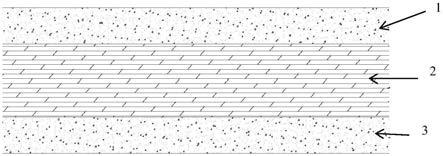
图1是本实用新型可饰面华夫板的截面图。
[0033]
图中1、上表层;2、芯层;3、下表层。
具体实施方式
[0034]
为使本实用新型的目的、技术方案和优点更加清楚,下面将对本实用新型的技术方案进行详细的描述。显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本实用新型所保护的范围。
[0035]
如图1所示,本实用新型提供了一种可饰面华夫板,包括芯层2和设置在芯层2两侧的上表层1、下表层3,芯层2由多层施胶后的方形刨花经无定向粘合而成,上表层1和下表层3由表层细料粘合而成。
[0036]
进一步的,方形刨花和不合格刨花采用枝丫材或小径材经刨片机刨制而成。
[0037]
更进一步的,枝丫材或小径材取自于速生杨。
[0038]
进一步的,表层细料由不合格刨花和/或木质纤维经气流式破碎机撕碎而成的原料。在此需要说明的是,表层细料可以由全部的不合格刨花组成,可以由全部的木质纤维组成,也可以由部分不合格刨花,部分木质纤维组成,当采用两种物料混合时没有混合比例要求。
[0039]
在本实用新型中,方形刨花规格为厚度0.2-0.4mm,长度和宽度30-50mm。进一步需要说明的是,方形刨花为方形薄片状。
[0040]
进一步说明的是,不合格刨花为规格不满足要求的刨花,也就是说厚度、长度和/或宽度不满足上述规格的方形刨花即为不合格刨花。是枝丫材或小径材经过刨制后筛选出的不合格品。将不合格品用于加工板材表层。
[0041]
进一步的,芯层2质量与上表层1和下表层3的总质量之比为4-5:1。
[0042]
进一步的,小径材规格为小头直径8-14cm的杆状木材。
[0043]
进一步的,木质纤维包括锯末,当然还可以采用其他木质的纤维制成。
[0044]
作为本实用新型的一种可选实施方式,超高强度可饰面华夫板其任意方向锯切后其强度基本趋于一致(刨花由于为无方向性,任意方向切割都能保证强度),可饰面华夫板任意方向的静曲强度为30-40mpa,弹性模量为 3500-5500mpa。
[0045]
本实用新型提供的可饰面华夫板的制备工艺,包括如下步骤:
[0046]
步骤100、原料准备:采用枝丫材或小径材为原料,在含水率35%-55%时,采用德国帕尔曼最新的鼓式长材刨片机刨出芯层原料大片方形刨花,厚度 0.2-0.4毫米,长宽30-50毫米,然后将方形刨花送入湿料仓存储;
[0047]
步骤200、原料干燥:采用美国tsi单通道滚筒干燥机进行连续干燥,干燥入口温度400-550℃,出口温度120℃,干燥后方形刨花绝对含水率为2%-5%,干燥后尾气经过除尘后和高温烟气混合后再次进入干燥机循环使用;
[0048]
步骤300、筛选打磨:干燥后的方形刨花进入滚筒筛选机筛选出不合格刨花和合格的方形刨花,方形刨花输送至干料仓存储;不合格刨花进入气流式破碎机,通过气流的带动相互摩擦而被撕碎成丝状细料,进入细表层料仓;
[0049]
步骤400、调施胶:干燥后的方形刨花与多种助剂单独计量后,被送入到滚筒式拌胶机进行施胶工艺,滚筒式拌胶机中具有多个高速旋转的雾化喷头,转速最高为15000转/min,助剂通过雾化喷头单独施加到方形刨花上,施胶后方形刨花含水率为8%-10%;细表层料仓内的表层细料通过环式拌胶机进行拌胶,施胶后表层细料的含水率9%-12%,最优的是10%-12%;施完胶后的方形刨花和表层细料分别输送至铺装线;
[0050]
步骤500、刨花铺装:芯层所需的方形刨花通过鼠笼式铺装机进行铺装;表层细料通过气流式铺装机进行气流铺装;方形刨花和表层细料连续不断的无定向铺装至铺装皮带;芯层铺装质量/上表层、下表层总铺装质量=4-5:1;
[0051]
步骤600、热压:铺装完成后的板材进入连续平压热压机进行热压成型;热压机工艺要求为:
[0052][0053]
步骤700、锯切:热压后板材依次经过齐边锯、横截锯锯切成为规格尺寸,经过翻板机冷却后下线打包。
[0054]
需要说明的是,本实用新型中所使用的设备均为现有技术产品,并实用新型并未对生产设备进行改进,对此不做过多赘述。
[0055]
其中,原料制备中使用的是德国帕尔曼科技有限公司最新一代鼓式长材刨片机,专门针对枝丫材及小径材等原料刨片,小径材刨切大的刨片从而不需要更多的能耗,从而节省了能源;其切削刀具与刀环成30-40
°
夹角安装,刻痕刀间距40
±
10mm可调,可生产出一定长度的刨花,背刀伸缩量决定了刨花的宽度,切削刀刀刃与刀环的夹角决定了其刨花的厚度。
[0056]
干燥工艺采用美国tsi公司干燥方案,干燥尾气的循环使用,使得干燥滚筒中烟气
含氧量降低并≤3%,大大降低了危险系数,提高了热能的利用率。
[0057]
步骤400中助剂包括胶水、胶黏剂、缓冲剂、阻燃剂。
[0058]
作为本实用新型的一种可选实施方式,调施胶中使用的胶水为三聚氰胺改性脲醛树脂(muf),其要求的胶水中的胶黏剂指标也就是muf指标为固体含量 58%-62%,固化时间80-200秒,粘度22秒-35秒,ph值7.8-8.8,施胶量 80-100kg/m3。当调施胶为三聚氰胺改性脲醛树脂时,助剂还包括固化剂,固化剂为氯化铵和磷酸铵的混合液,氯化铵的加量为固体胶液的1-3%,磷酸加量为固体氯化铵的5-20%,固化剂的ph值为5.5-7.5,最优的是5.5-6.5。用于生产上表层或下表层的胶水也就是胶黏剂组分:施胶量为90-100kg/m3,氯化铵 1.5kg/m3,磷酸为0.2kg/m3,熔融石蜡做为防水剂4-6kg/m3;用于生产芯层的胶水也就是胶黏剂组分:施胶量为80-90kg/m3,氯化铵1.2kg/m3,磷酸为0.18kg/m3,熔融石蜡做为防水剂3-5kg/m3。
[0059]
作为本实用新型的另一种可选实施方式,调施胶中使用的胶水为不含甲醛的异氰酸酯,加量为13-30kg/m3;胶水中的胶黏剂采用热固性酚醛树脂,固体含量为45-50%,粘度30秒-35秒,ph值8.5-10,施胶量90-160kg/m3。调施胶中使用的固化剂为氯化铵和磷酸铵的混合液,氯化铵的加量为固体胶液的 1-3%,磷酸加量为固体氯化铵的5-20%,固化剂的ph值为6.0-7.5。
[0060]
胶水也就是胶黏剂为异氰酸酯时,用于生产上表层、下表层的胶水也就是胶黏剂组分:施胶量为16-18kg/m3,熔融石蜡4-6kg/m3;用于生产芯层的胶水也就是胶黏剂组分:施胶量为14-16kg/m3,熔融石蜡做为防水剂3-5kg/m3[0061]
调施胶中使用的胶水为酚醛树脂(pf)时,其pf指标应为固体含量 45%-50%,其固体含量为45-50%,粘度30秒-35秒,ph值8.5-10。用于生产上表层、下表层的胶水也就是胶黏剂组分:施胶量为120-150kg/m3,熔融石蜡 4-6kg/m3;用于生产芯层的胶水也就是胶黏剂组分:施胶量为100-120kg/m3, 熔融石蜡做为防水剂3-5kg/m3。
[0062]
以上胶黏剂的添加量及表芯层的胶黏剂种类、组分,可根据生产工艺及板材的等级进行调整。
[0063]
步骤400中,铺装线由四个铺装机组成,其中两个芯层鼠笼式铺装机、两个上下表层气流式铺装机;每个铺装机内均设有减重式计量装置,且铺装机的高度、倾角、铺装速度均可根据生产工艺要求调节。
[0064]
当采用异氰酸酯胶水时,热压机中的热压钢带喷涂脱模剂进行脱膜,脱膜采用辊涂方式进行,脱模剂为外用脱模剂,原液用水稀释至固含量为20-25%,添加量为10-25kg/h。更进一步的,脱模剂为德国活仕pat-xp-2001外用脱模剂。
[0065]
本实用新型提供的一种超高强度可饰面华夫板及其连续线的制备工艺,本实用新型中的超高强度可饰面华夫板,其表面更加细腻饰面性能更强,力学强度沿着板材各个方向趋于一致可随意切割,因其芯层方形超大刨花的形态及不定向铺装使其表面更加平整,所以不需要更多的细料做为填充;相同密度情况下,大刨花的用量要多于可饰面定向刨花板,并且其厚度较薄铺装层数多,因此其物理力学性能及防水性能也将大大提高。而且,本实用新型使用到的鼓式长材刨片机,能够使用小径材切削出更加完美方形刨花,其厚度可完美控制在 0.2mm-0.4mm,这样不但节省了高额的原木采购费用,保证了完美的刨花形态,而且提高了木材的利用率。
[0066]
实施例1:
[0067]
原料:杨木小径材及锯末
[0068]
设备:鼓式刨片机、气流破碎机、滚筒干燥机、滚筒筛选机、滚筒拌胶机、鼠笼式铺装机、气流式铺装机、连续热压机;
[0069]
胶黏剂及助剂:异氰酸酯,三聚氰胺改性脲醛树脂,石蜡,其它工业级即可。
[0070]
经本实用新型中的制备工艺制备出的可饰面华夫板经检验:根据刨花板 gb/t 4897-2015进行检验,其指标如下:
[0071]
静曲强度:36.5mpa;弹性模量:5010.7mpa;内结合强度:0.84mpa; 24小时吸水厚度:8.7%;甲醛释放量≤0.2mg/l。
[0072]
这里首先需要说明的是,“向内”是朝向容置空间中央的方向,“向外”是远离容置空间中央的方向。
[0073]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图1所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0074]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
[0075]
在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0076]
在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
[0077]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
[0078]
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限
于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。