1.本发明属于木材加工技术领域,涉及刨花板的生产,特别涉及一种薄型刨花板的生产方法。
背景技术:
2.刨花板是定制家居用板材的主要品种之一,主要以木材或非木材植物纤维原料加工成刨花(或碎料),施加胶黏剂和其他添加剂,组坯成型并经热压而成的一类人造板材。近几年,刨花板行业发展迅速,在多个领域、行业正逐步取代纤维板,但9mm厚以下的纤维板市场刨花板鲜有涉及,主要因为市售刨花板产品的厚度绝大部分在9~25mm之间,未能满足客户对薄型板材的应用需求。
3.目前国内薄型刨花板生产对设备要求较高,在生产过程中有相应的技术难点,物理性能、外观质量方面有一定的缺陷。因此薄型刨花板生产技术急需优化改进。
技术实现要素:
4.本发明的目的是公开了一种薄型刨花板的生产方法,解决薄型刨花板生产过程出现的塌边、板面裂纹等外观质量问题,生产出质量达标的薄型刨花板。
5.技术方案
6.一种薄型刨花板的生产方法,包括木质材料
→
削片
→
刨片
→
刨花干燥
→
筛选
→
调施胶
→
铺装
→
预压
→
热压
→
裁边
→
冷却
→
调质
→
砂光
→
检验分等
→
包装入库,其中:
7.所述刨片步骤中:通过调整刨片工艺使芯层刨花中长10~30mm、宽5~10mm、厚0.5~1.5mm的刨花占比量达到60~80%,优选占比70%;
8.所述调施胶步骤中:采用表芯层分层施胶,表层胶黏剂为脲醛树脂,施加量为绝干木材质量的5~12%,优选8%,醋酸乙烯改性树脂,施加量为绝干木材质量的1~5%,优选3%;芯层胶黏剂为脲醛树脂,施加量为绝干木材质量的5~10%,优选7%,醋酸乙烯改性树脂,施加量为绝干木材质量的1~5%,优选3%,mdi,施加量为绝干木材质量的0~1%。
9.本发明较优公开例中,表层施胶后刨花含水率在10~15%,芯层施胶后刨花含水率在5~8%。
10.本发明较优公开例中,所述铺装步骤中,表层细刨花占比50~70%,芯层细刨花占比30~50%。
11.本发明较优公开例中,所述铺装步骤中,铺装密度设置为≥660kg/m3。
12.本发明所用的醋酸乙烯改性树脂,黏度350~500mpa.s,固含量15~40%,ph为4.5~6.5。
13.有益效果
14.本发明通过优化刨片工艺、施加添加醋酸乙烯改性树脂、调整表芯层刨花板比例等工艺参数,解决薄型刨花板生产过程出现问题,大幅提高产品的优等品率。
具体实施方式
15.下面结合实施例对本发明进行详细说明,以使本领域技术人员更好地理解本发明,但本发明并不局限于以下实施例,在不超出本发明的精神和范围下,可以对本发明作出更多的工艺调整。
16.实施例1
17.一种6mm高强度低醛刨花板的生产工艺,包括如下步骤:
18.1、木材
→
削片
→
刨片
→
刨花干燥(干燥完刨花含水率在2.0%左右)
→
筛选;
19.3、表层刨花和芯层刨花分别进行调拌胶处理:表层刨花通过施胶系统分别添加相对于表层绝干刨花的10%的普通脲醛树脂、5%的醋酸乙烯改性树脂;芯层刨花通过施胶系统分别添加相对于芯层绝干刨花的7%的普通脲醛树脂、2%的醋酸乙烯改性树脂、0.5%的mdi;
20.4、施胶后的表层刨花含水率约为12~14%左右,芯层刨花含水率约为6%左右;
21.5、通过铺装系统分别进行下表层+芯层+上表层分层铺装,表芯层刨花比例为50%/50%,铺装密度设为670kg/m3,经过铺装预压、热压后制得板材。
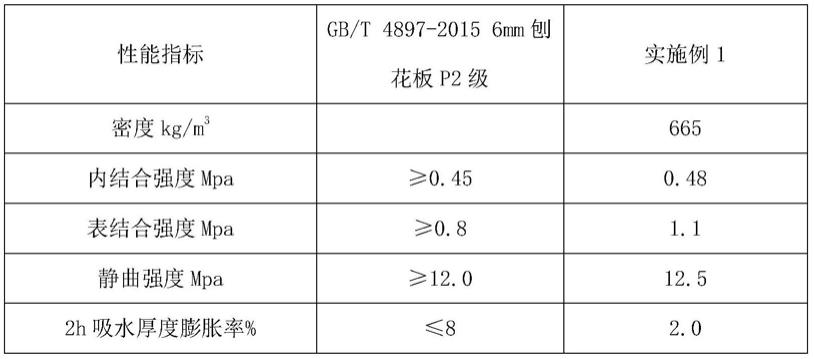
22.经过以上生产工艺制得的6mm刨花板,无缺料、空洞等表面质量问题,优等品率达99.1%,产品性能按gb/t 17657-2013《人造板及饰面人造板理化性能试验方法》对产品性能进行测试,检验结果如下:
[0023][0024]
实施例2
[0025]
一种5mm高强度低醛刨花板的生产工艺,包括如下步骤:
[0026]
1、木材
→
削片
→
刨片
→
刨花干燥(干燥完刨花含水率在2.0%左右)
→
筛选;
[0027]
3、表层刨花和芯层刨花分别进行调拌胶处理:表层刨花通过施胶系统分别添加相对于表层绝干刨花的12%的普通脲醛树脂、2%的醋酸乙烯改性树脂;芯层刨花通过施胶系统分别添加相对于芯层绝干刨花的10%的普通脲醛树脂、1%的醋酸乙烯改性树脂、1%的mdi;
[0028]
4、施胶后的表层刨花含水率约为12~14%左右,芯层刨花含水率约为7%左右;
[0029]
5、通过铺装系统分别进行下表层+芯层+上表层分层铺装,表芯层刨花比例为55%/45%,铺装密度设为670kg/m3,经过铺装预压、热压后制得板材。
[0030]
经过以上生产工艺制得的5mm刨花板,无缺料、空洞等表面质量问题,优等品率达99.0%,产品性能按gb/t 17657-2013《人造板及饰面人造板理化性能试验方法》对产品性
能进行测试,检验结果如下:
[0031][0032]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
技术特征:
1.一种薄型刨花板的生产方法,包括木质材料
→
削片
→
刨片
→
干燥
→
筛选
→
调施胶
→
铺装
→
预压
→
热压
→
裁边
→
冷却
→
调质
→
砂光
→
检验分等
→
包装入库,其特征在于,所述刨片步骤中:芯层刨花中长10~30mm、宽5~10mm、厚0.5~1.5mm的刨花占比量达到60~80%;所述调施胶步骤中:采用表芯层分层施胶,表层胶黏剂为脲醛树脂,施加量为绝干木材质量的5~12%,醋酸乙烯改性树脂,施加量为绝干木材质量的1~5%;芯层胶黏剂为脲醛树脂,施加量为绝干木材质量的5~10%,醋酸乙烯改性树脂,施加量为绝干木材质量的1~5%,mdi,施加量为绝干木材质量的0~1%。2.根据权利要求1所述薄型刨花板的生产方法,其特征在于:刨片步骤中,芯层刨花中长10~30mm、宽5~10mm、厚0.5~1.5mm的刨花占比量达到70%。3.根据权利要求1所述薄型刨花板的生产方法,其特征在于:调施胶步骤中,表层胶黏剂为脲醛树脂,施加量为绝干木材质量的8%,醋酸乙烯改性树脂,施加量为绝干木材质量的3%。4.根据权利要求1所述薄型刨花板的生产方法,其特征在于:调施胶步骤中,芯层胶黏剂为脲醛树脂,施加量为绝干木材质量的7%,醋酸乙烯改性树脂,施加量为绝干木材质量的3%,mdi,施加量为绝干木材质量的0~1%。5.根据权利要求1所述薄型刨花板的生产方法,其特征在于:表层施胶后刨花含水率在10~15%,芯层施胶后刨花含水率在5~8%。6.根据权利要求1所述薄型刨花板的生产方法,其特征在于:所述铺装步骤中,表层细刨花占比50~70%,芯层细刨花占比30~50%。7.根据权利要求1所述薄型刨花板的生产方法,其特征在于:所述铺装步骤中,铺装密度设置为≥660kg/m3。
技术总结
本发明属于木材加工技术领域,涉及一种薄型刨花板的生产方法,包括木质材料
技术研发人员:王俊伟 陈秀兰 王丽 范恩庆
受保护的技术使用者:大亚人造板集团有限公司
技术研发日:2021.09.23
技术公布日:2022/1/6