1.本实用新型属于密度板制造设备技术领域,具体是涉及一种家具用表面压密板制造设备。
背景技术:
2.在木制品生产领域,利用木材制造的各种板材、家具越来越受到消费者的喜爱。但是,在木材的使用过程中,要用到切板、裁切等工序,切除掉多余的木材,导致木材的利用率不高,目前,为了提高木材的利用率,通常使用木材加工成密度板,然后使用密度板加工家具。加工密度板的具体过程为:将木材粉碎成一定尺寸的颗粒状木粉,然后,将木粉与粘接剂充分混合得到混合物,然后使用液压设备将混合物压缩制成密度板毛坯。最后按照预设尺寸将密度板毛坯裁切成预设尺寸的密度板。通常情况下,为了提高密度板的强度,会提高密度板制造过程中的压力,将木粉之间压得更紧,但是,现有的密度板压制设备是依靠液压设备提供压力,但是液压设备结构复杂,采购价格过高,进而导致密度板的制造成本过高。
3.中国专利cn108481513a一种密度板压制装置,包括:底座、承载立柱以及桁架,所述承载立柱竖直设置在所述底座上,所述桁架横向设置所述承载立柱的顶端;所述模具固定设置在所述底座上;与所述模具内腔配合的所述压制板设置在所述模具的上方;所述压制板通过活塞连杆与所述活塞连接;所述活塞设置在所述气缸的内部,且所述活塞的外径与所述气缸的内径相配合;所述气缸固定在所述桁架上。应用本实用新型实施例,可以降低密度板的制造成本。
4.但是在使用时,原材料被挤压后原材料会被挤压在模具的内部,但是当需要脱模的时候需要首先来对模具的边缘进行敲击使模具开始震动,使模具与内部挤压板之间产生松动,由脱模困难造成的脱模时间长,工作效率低下,工作效率低下。为此,我们提出一种家具用表面压密板制造设备。
技术实现要素:
5.本实用新型主要是解决上述现有技术所存在的技术问题,提供一种家具用表面压密板制造设备。
6.本实用新型采用了如下技术方案,一种家具用表面压密板制造设备,包括模板,模板为上端设置有开口的矩形块,模板的两侧均设置有支撑架,两组支撑架相互靠近的一侧均固定安装有连接杆,两组连接杆相互靠近的一侧设置有挤压启动装置,挤压启动装置的输出端设置有连接块,连接块的下端固定安装有挤压模具,所述模板的内部底侧开设有放置槽,放置槽的内部底侧固定安装有变形块,变形块为弧形块,模板的内部底面开设有与放置槽相连通的限位槽,模板的内部活动安装有适配板,适配板的下端固定安装有挡块,挡块的下端固定安装有连接板。
7.作为优选,所述放置槽开设在模板的内部底侧中心位置,连接板设置在变形块的正上方。
8.作为优选,所述适配板的横截面积大小与模板的内部中空区域横截面积大小相适配,挡块的横截面积大小与限位槽的内部横截面积大小相适配,连接板的横截面积大小与放置槽的横截面积大小相适配。
9.作为优选,所述放置槽的内部底侧固定安装有固定套筒,固定套筒13的开口向上,变形块的上方与固定套筒开口方向一致的位置开设有移动孔,固定套筒的内部底侧固定安装有压缩弹簧,压缩弹簧的上端固定安装有移动柱,移动柱向上延伸至移动孔的上方。
10.有益效果
11.本实用新型提供了一种家具用表面压密板制造设备。具备以下有益效果:
12.(1)、该家具用表面压密板制造设备,把适配板上堆满原材料,启动挤压启动装置,挤压启动装置带动连接块向下移动,连接块带动挤压模具向下移动,挤压模具开始挤压适配板上端的原材料,在挤压时适配板带动挡块向下,挡块带动连接板向下,连接板对变形块进行挤压,变形块受到上方的挤压力开始弯曲变形,变形块被连接板挤压至放置槽的内部,此时挡块与限位槽进行接触来阻挡适配板的继续向下移动,使适配板上的原材料同挤压模具进行挤压成型,当结束后,挤压模具向上移动,此时变形块未受到连接板的支撑架向下挤压,变形块开始变形恢复向上顶连接板,连接板向上顶挡块,挡块向上顶适配板,适配板顶着适配板上方的原材料向上移动,使挤压成型后的原材料进行脱模,避免了由脱模困难造成的脱模时间长,工作效率低下的情况发生。
13.(2)、该家具用表面压密板制造设备,当挡块挤压移动柱向下,移动柱在固定套筒的内部挤压压缩弹簧向下,压缩弹簧受力压缩,当移动柱上方无压力时压缩弹簧会顶着移动柱向上,移动社会顶着连接板向上,来增强了对连接板的顶力,使连接板向上带动适配板进行向上运动,来加快脱模的速度,增强了该装置的实用性。
附图说明
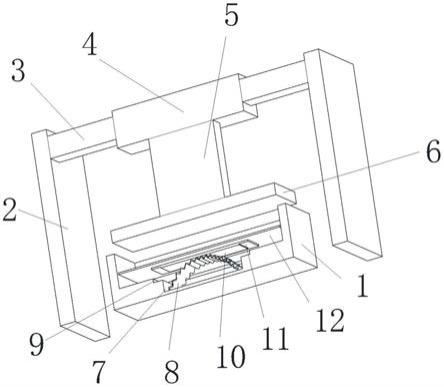
14.图1为本实用新型实施例一的整体结构示意图;
15.图2为本实用新型变形块的局部结构示意图;
16.图3为本实用新型实施例二的局部结构示意图;
17.图4为本实用新型图3中a出放大结构示意图。
18.图例说明:
19.1、模板;2、支撑架;3、连接杆;4、挤压启动装置;5、连接块;6、挤压模具;7、放置槽;8、变形块;9、限位槽;10、连接板;11、挡块;12、适配板;13、固定套筒;14、压缩弹簧;15、移动孔;16、移动柱。
具体实施方式
20.下面通过实施例,并结合附图,对本实用新型的技术方案做进一步具体的说明。
21.实施例一:
22.如图1-图2所示,一种家具用表面压密板制造设备,包括模板1,模板1为上端设置有开口的矩形块,模板1的两侧均设置有支撑架2,两组支撑架2相互靠近的一侧均固定安装有连接杆3,两组连接杆3相互靠近的一侧设置有挤压启动装置4,挤压启动装置4的输出端设置有连接块5,连接块5的下端固定安装有挤压模具6,模板1的内部底侧开设有放置槽7,
放置槽7为矩形槽,放置槽7开设在模板1的内部底侧中心位置,放置槽7的内部对应模板1的壁面上固定安装有变形块8,变形块8为弧形块,模板1的内部底侧开设有限位槽9,限位槽9为环状矩形槽,模板1的内部活动安装有适配板12,适配板12为矩形板状,适配板12的横截面积大小与模板1的内部中空区域横截面积大小相适配,适配板12的下端固定安装有挡块11,挡块11为矩形的板,挡块11的横截面积大小与限位槽9的内部横截面积大小相适配,挡块11的下端固定安装有连接板10,连接板10的横截面积大小与放置槽7的横截面积大小相适配,连接板10设置在变形块8的正上方。
23.在使用时,把适配板12上堆满原材料,启动挤压启动装置4,挤压启动装置4带动连接块5向下移动,连接块5带动挤压模具6向下移动,挤压模具6开始挤压适配板12上端的原材料,在挤压时适配板12带动挡块11向下,挡块11带动连接板10向下,连接板10对变形块8进行挤压,变形块8受到上方的挤压力开始弯曲变形,变形块8被连接板10挤压至放置槽7的内部,此时挡块11与限位槽9进行接触来阻挡适配板12的继续向下移动,使适配板12上的原材料同挤压模具6进行挤压成型,当结束后,挤压模具6向上移动,此时变形块8未受到连接板10的支撑架2向下挤压,变形块8开始变形恢复向上顶连接板10,连接板10向上顶挡块11,挡块11向上顶适配板12,适配板12顶着适配板12上方的原材料向上移动,使挤压成型后的原材料进行脱模,避免了由脱模困难造成的脱模时间长,工作效率低下的情况发生。
24.实施例二:
25.在实施例一的基础上,如图3-图4所示,所述放置槽7的内部底侧固定安装有固定套筒13,固定套筒13的开口向上,变形块8的上方与固定套筒13开口方向一致的位置开设有移动孔15,固定套筒13的内部底侧固定安装有压缩弹簧14,压缩弹簧14的上端固定安装有移动柱16,移动柱16向上延伸至移动孔15的上方。
26.在使用时,当挡块11挤压移动柱16向下,移动柱16在固定套筒13的内部挤压压缩弹簧14向下,压缩弹簧14受力压缩,当移动柱16上方无压力时压缩弹簧14会顶着移动柱16向上,移动柱16会顶着连接板10向上,来增强了对连接板10的顶力,使连接板10向上带动适配板12进行向上运动,来加快脱模的速度,增强了该装置的实用性。
27.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施条例的限制,上述实施条例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。