1.本技术涉及木材加工技术领域,尤其涉及一种家具生产用自动除尘推台锯。
背景技术:
2.推台锯广泛应用于土木建筑加工领域,主要作用是使锯切木料变得快捷而精准,在木材加工行业,普通推台锯在加工作业的时候,由于自身的加工特点,会使工作区域出现大量的木屑粉尘。粉尘的出现不仅会造成区域内粉尘污染,还会在很大程度上影响工人的身体健康和工作效率。粉尘扬入空气,会被工人吸入肺中,长此以往必定会有损操作人员的呼吸系统健康。另一方面,粉尘飞扬,降低了空气能见度,由此造成操作工人在作业时视线不佳。
技术实现要素:
3.本技术实施例提供一种家具生产用自动除尘推台锯。
4.本技术实施例采用下述技术方案:一种家具生产用自动除尘推台锯,包括定位座、限位组件、切割组件、按压组件和收集组件,所述定位座水平设置,且定位座上开设有滑槽,所述限位组件设置在定位座的上方,且限位组件与定位座滑动配合,所述按压组件设置在限位组件的上方,且按压组件与限位组件固定连接,所述切割组件和收集组件均设置在定位座的旁侧,且切割组件与收集组件固定连接。
5.优选的,所述限位组件包括滑动板、限位座、限位板和螺杆,所述滑动板设置在定位座的上方,且滑动板与定位座滑动连接,所述限位座设有两个,两个限位座间隔安装在滑动板上,所述螺杆水平设置在两个限位座内,且螺杆的两端均延伸至限位座外,所述限位板与螺杆的一端转动连接,且限位板的底部与滑动板的顶部相贴合,所述螺杆的另一端设有转动把手。
6.优选的,所述按压组件包括l型板、抵触板、导向辊、定位板、弹簧、定位杆、转动轴和按压杆,所述l型板设置在滑动板的上方,且l型板的一端与滑动板固定连接,所述导向辊设有两个,两个导向辊间隔设置在l型板上,且两个导向辊与l型板滑动连接,所述抵触板设置在l型板的下方,所述定位板设置在l型板的上方,且两个导向辊的两端分别与抵触板和定位板固定连接,所述定位杆设置在定位板的顶部,且定位杆与定位板固定连接,所述按压杆倾斜套设在定位杆上,且按压杆与定位板通过转动轴转动连接,所述两个导向辊的下段均套设有弹簧,所述弹簧的两端分别与l型板和抵触板固定连接。
7.优选的,所述收集组件包括收集箱和吸尘器,所述收集箱设置在定位座的旁侧,且收集箱的一侧设有弧形的导向槽,所述吸尘器设置在收集箱内,且吸尘器的管道贯穿收集箱的另一侧,延伸至切割组件的上方,所述切割组件设置在收集箱的顶部。
8.优选的,所述切割组件包括驱动电机、圆锯、安装座和滑板,所述安装座安装在收集箱的顶部,所述驱动电机设置在安装座内,且驱动电机的输出端与圆锯固定连接,所述滑板倾斜设置在安装座的一侧,且滑板与安装座固定连接。
9.优选的,两个所述导向辊与定位杆上均套设有多个紧固螺母。
10.本技术实施例采用的上述至少一个技术方案能够达到以下有益效果:
11.首先,将待切割的板材放至滑动板上,转动转动把手,使螺杆旋转,螺杆旋转带动限位板往前移动,使限位板与待切割板材的一侧相贴合,然后握住按压杆的一端下压,带动按压杆下降,按压杆下降带动导向辊下降,导向辊下降带动抵触板下降,对带切割的板材进行按压限位,使带切割的板材不会因为圆锯而产生偏移,影响切割的效果,同时驱动电机带动圆锯转动,滑动滑动板,转动的圆锯对滑动过来的板材进行切割,保证了切割的平整,同时收集箱内的吸尘器运作,将伴随着圆锯转动而四散的木屑进行吸尘,然后残留的木屑会落至收集箱一侧的弧形导向槽中,然后滑落至收集箱内,最后切割掉的废料会随着滑板滑落,完成切割。
附图说明
12.此处所说明的附图用来提供对本技术的进一步理解,构成本技术的一部分,本技术的示意性实施例及其说明用于解释本技术,并不构成对本技术的不当限定。在附图中:
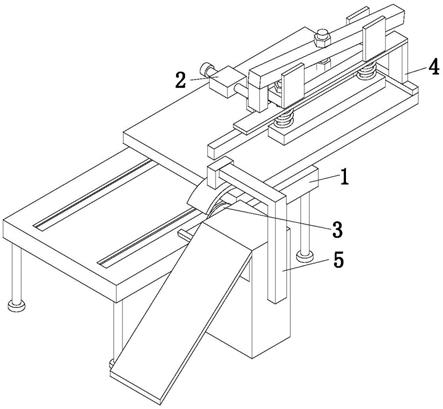
13.图1为本实用新型的立体结构图;
14.图2为本实用新型第二角度的立体结构图;
15.图3为图2中a处放大图;
16.图4为图2中沿b
‑
b线的剖视图。
17.图中:定位座1、限位组件2、滑动板21、限位座22、限位板23、螺杆24、转动把手25、切割组件3、驱动电机31、圆锯32、安装座33、滑板34、按压组件4、l型板41、抵触板42、导向辊43、定位板44、弹簧45、定位杆46、转动轴47、按压杆48、紧固螺母49、收集组件5、收集箱51、吸尘器52。
具体实施方式
18.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
19.以下结合附图,详细说明本技术各实施例提供的技术方案。
20.本实施例,如图1至图4所示,一种家具生产用自动除尘推台锯,它包括定位座1、限位组件2、切割组件3、按压组件4和收集组件5,所述定位座1水平设置,且定位座1上开设有滑槽,所述限位组件2设置在定位座1的上方,且限位组件2与定位座1滑动配合,所述按压组件4设置在限位组件2的上方,且按压组件4与限位组件2固定连接,所述切割组件3和收集组件5均设置在定位座1的旁侧,且切割组件3与收集组件5固定连接。
21.具体地,所述限位组件2包括滑动板21、限位座22、限位板23和螺杆24,所述滑动板21设置在定位座1的上方,且滑动板21与定位座1滑动连接,所述限位座22设有两个,两个限位座22间隔安装在滑动板21上,所述螺杆24水平设置在两个限位座22内,且螺杆24的两端均延伸至限位座22外,所述限位板23与螺杆24的一端转动连接,且限位板23的底部与滑动板21的顶部相贴合,所述螺杆24的另一端设有转动把手25,首先,将待切割的板材放至滑动
板21上,转动转动把手25,使螺杆24旋转,螺杆24旋转带动限位板23往前移动,使限位板23与待切割板材的一侧相贴合,然后握住按压杆48的一端下压,带动按压杆48下降,按压杆48下降带动导向辊43下降,导向辊43下降带动抵触板42下降,对带切割的板材进行按压限位,使带切割的板材不会因为圆锯32而产生偏移,影响切割的效果,同时驱动电机31带动圆锯32转动,滑动滑动板21,转动的圆锯32对滑动过来的板材进行切割,保证了切割的平整,同时收集箱51内的吸尘器52运作,将伴随着圆锯32转动而四散的木屑进行吸尘,然后残留的木屑会落至收集箱51一侧的弧形导向槽中,然后滑落至收集箱51内,最后切割掉的废料会随着滑板34滑落,完成切割。
22.具体地,所述按压组件4包括l型板41、抵触板42、导向辊43、定位板44、弹簧45、定位杆46、转动轴47和按压杆48,所述l型板41设置在滑动板21的上方,且l型板41的一端与滑动板21固定连接,所述导向辊43设有两个,两个导向辊43间隔设置在l型板41上,且两个导向辊43与l型板41滑动连接,所述抵触板42设置在l型板41的下方,所述定位板44设置在l型板41的上方,且两个导向辊43的两端分别与抵触板42和定位板44固定连接,所述定位杆46设置在定位板44的顶部,且定位杆46与定位板44固定连接,所述按压杆48倾斜套设在定位杆46上,且按压杆48与定位板44通过转动轴47转动连接,所述两个导向辊43的下段均套设有弹簧45,所述弹簧45的两端分别与l型板41和抵触板42固定连接,首先,将待切割的板材放至滑动板21上,转动转动把手25,使螺杆24旋转,螺杆24旋转带动限位板23往前移动,使限位板23与待切割板材的一侧相贴合,然后握住按压杆48的一端下压,带动按压杆48下降,按压杆48下降带动导向辊43下降,导向辊43下降带动抵触板42下降,对带切割的板材进行按压限位,使带切割的板材不会因为圆锯32而产生偏移,影响切割的效果,同时驱动电机31带动圆锯32转动,滑动滑动板21,转动的圆锯32对滑动过来的板材进行切割,保证了切割的平整,同时收集箱51内的吸尘器52运作,将伴随着圆锯32转动而四散的木屑进行吸尘,然后残留的木屑会落至收集箱51一侧的弧形导向槽中,然后滑落至收集箱51内,最后切割掉的废料会随着滑板34滑落,完成切割。
23.具体地,所述收集组件5包括收集箱51和吸尘器52,所述收集箱51设置在定位座1的旁侧,且收集箱51的一侧设有弧形的导向槽,所述吸尘器52设置在收集箱51内,且吸尘器52的管道贯穿收集箱51的另一侧,延伸至切割组件3的上方,所述切割组件3设置在收集箱51的顶部,首先,将待切割的板材放至滑动板21上,转动转动把手25,使螺杆24旋转,螺杆24旋转带动限位板23往前移动,使限位板23与待切割板材的一侧相贴合,然后握住按压杆48的一端下压,带动按压杆48下降,按压杆48下降带动导向辊43下降,导向辊43下降带动抵触板42下降,对带切割的板材进行按压限位,使带切割的板材不会因为圆锯32而产生偏移,影响切割的效果,同时驱动电机31带动圆锯32转动,滑动滑动板21,转动的圆锯32对滑动过来的板材进行切割,保证了切割的平整,同时收集箱51内的吸尘器52运作,将伴随着圆锯32转动而四散的木屑进行吸尘,然后残留的木屑会落至收集箱51一侧的弧形导向槽中,然后滑落至收集箱51内,最后切割掉的废料会随着滑板34滑落,完成切割。
24.具体地,所述切割组件3包括驱动电机31、圆锯32、安装座33和滑板34,所述安装座33安装在收集箱51的顶部,所述驱动电机31设置在安装座33内,且驱动电机31的输出端与圆锯32固定连接,所述滑板34倾斜设置在安装座33的一侧,且滑板34与安装座33固定连接,首先,将待切割的板材放至滑动板21上,转动转动把手25,使螺杆24旋转,螺杆24旋转带动
限位板23往前移动,使限位板23与待切割板材的一侧相贴合,然后握住按压杆48的一端下压,带动按压杆48下降,按压杆48下降带动导向辊43下降,导向辊43下降带动抵触板42下降,对带切割的板材进行按压限位,使带切割的板材不会因为圆锯32而产生偏移,影响切割的效果,同时驱动电机31带动圆锯32转动,滑动滑动板21,转动的圆锯32对滑动过来的板材进行切割,保证了切割的平整,同时收集箱51内的吸尘器52运作,将伴随着圆锯32转动而四散的木屑进行吸尘,然后残留的木屑会落至收集箱51一侧的弧形导向槽中,然后滑落至收集箱51内,最后切割掉的废料会随着滑板34滑落,完成切割。
25.具体地,两个所述导向辊43与定位杆46上均套设有多个紧固螺母49,首先,将待切割的板材放至滑动板21上,转动转动把手25,使螺杆24旋转,螺杆24旋转带动限位板23往前移动,使限位板23与待切割板材的一侧相贴合,然后握住按压杆48的一端下压,带动按压杆48下降,按压杆48下降带动导向辊43下降,导向辊43下降带动抵触板42下降,对带切割的板材进行按压限位,使带切割的板材不会因为圆锯32而产生偏移,影响切割的效果,同时驱动电机31带动圆锯32转动,滑动滑动板21,转动的圆锯32对滑动过来的板材进行切割,保证了切割的平整,同时收集箱51内的吸尘器52运作,将伴随着圆锯32转动而四散的木屑进行吸尘,然后残留的木屑会落至收集箱51一侧的弧形导向槽中,然后滑落至收集箱51内,最后切割掉的废料会随着滑板34滑落,完成切割。
26.本实用新型的工作过程如下:首先,将待切割的板材放至滑动板21上,转动转动把手25,使螺杆24旋转,螺杆24旋转带动限位板23往前移动,使限位板23与待切割板材的一侧相贴合,然后握住按压杆48的一端下压,带动按压杆48下降,按压杆48下降带动导向辊43下降,导向辊43下降带动抵触板42下降,对带切割的板材进行按压限位,使带切割的板材不会因为圆锯32而产生偏移,影响切割的效果,同时驱动电机31带动圆锯32转动,滑动滑动板21,转动的圆锯32对滑动过来的板材进行切割,保证了切割的平整,同时收集箱51内的吸尘器52运作,将伴随着圆锯32转动而四散的木屑进行吸尘,然后残留的木屑会落至收集箱51一侧的弧形导向槽中,然后滑落至收集箱51内,最后切割掉的废料会随着滑板34滑落,完成切割。
27.以上所述仅为本技术的实施例而已,并不用于限制本技术。对于本领域技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本技术的权利要求范围之内。