一种用于胶合板加工的锯边设备
【技术领域】
1.本实用新型属于板材切边技术领域,具体涉及一种用于胶合板加工的锯边设备。
背景技术:
2.对于胶合板材的等人造板,在经过各道工序之后,产品出厂之前,都需要对板材进行锯边,对板材的边角料锯除,以保证板材的质量以及尺寸。
3.目前采用的纵横锯边机,是采用两条辊道,然后将其拼成90
°
的锯边产线,通过人工放置板材在锯边产线上,对板材的纵横边进行锯边,但是目前的纵横锯边机,在使用的过程中存在一些不足:由于锯边机有锯切顺序,当板材切完横向的边角料时,因为要等夹紧机构复位,锯边机不能马上将板材持续传送锯切,这样就造成了生产工作的节拍被拖长,加工效率低;也有一些锯边机采用推板的形式,将板胚推送至锯切处,此时就会出现锯切板胚时,板胚出现震动,切出来的板材的纵横尺寸有倾斜的差错,对板材的质量也是一个影响;市面上的锯边机由于是量产,通常锯切的尺寸不能够调节,不能对不同尺寸的板材进行锯切,通用性较差,现有的纵横锯边机锯切完横向边直接锯切纵向边,在锯切过程中,常会出现一个传送位置出现偏差,板胚尺寸锯切不到位的问题,出现堆板情况,需要人工调节锯边机的转速,逐张对堆积的板材进行处理,处理不方便,效率低,同时也增加操作人员的工作强度。因此,有必要提供一种用于胶合板加工的锯边设备,以解决上述提到的问题。
4.以上背景技术内容的公开仅用于辅助理解本实用新型的实用新型构思及技术方案,其并不必然属于本专利申请的现有技术,在没有明确的证据表明上述内容在本专利申请的申请日已经公开的情况下,上述背景技术不应当用于评价本技术的新颖性和创造性。
技术实现要素:
5.本实用新型的目的在于提供一种用于胶合板加工的锯边设备,以解决现有锯边产线锯切边节拍长,加工效率低;通用性差;板材的纵横尺寸容易出现偏差,导致产品的外形尺寸出现偏差,影响产品质量;现有的锯边机没有经过中转停靠直接进行下一步锯切,传送位置出现偏差造成的堆板情况,堆板情况处理不便,返工增加操作人员的工作强度等问题。
6.为了解决以上技术问题,本实用新型采用以下技术方案:
7.一种用于胶合板加工的锯边设备,包括第一传送带,第二传送带,第一锯边机构,第二锯边机构和中转架,所述第一传送和第二传送带上均设有挡扣,所述第一传送带上方设有第一锯边机构,所述第一锯边机构由固定臂,双向丝杠,转动电机,锯边电机,刀片和辊压机构组成,所述固定臂由长梁和短梁组成,所述长梁上开设有横向的矩形贯通长孔,所述矩形贯通长孔的底部开设有横向的贯通槽,所述矩形贯通长孔内设有双向丝杆,所述双向丝杆的一端设有转动电机,所述双向丝杆上设有和矩形贯通长孔以及贯通槽的形状相匹配的滑块,所述滑块的底部设有锯边电机,所述锯边电机的转轴上设有刀片,所述固定臂的长梁的侧壁上设有辊压机构,所述辊压机构由反“7”字形的直角杆,滚轮,活动杆和弹簧组成,所述直角杆的短杆和长梁的侧壁连接,所述直角杆的短杆顶部开设有通孔,所述直角杆的
长杆尾端设有滚轮,所述直角杆长杆的侧壁上设有活动杆,所述活动杆的另一端穿过直角杆的短杆上的通孔,所述活动杆上设有弹簧,所述第一传送带的右侧设有中转架,所述中转架由万向滚珠,挡板和气缸组成,所述中转架的前方设有第二传送带和第二锯边机构,所述第二传送带的侧壁上设有延伸杆,所述延伸杆上设有传感器,所述第二锯边机构和第一锯边机构的结构相同。
8.进一步地,所述第一传送带和第二传送带均为宽链条式传送带,所述第一传送带和第二传送带的链条上设有多个挡扣。
9.进一步地,所述固定臂的长梁的后端底部设有短梁。
10.进一步地,还包括控制柜,所述第一锯边机构的固定臂的短梁的侧壁上设有控制柜。
11.进一步地,所述矩形贯通长孔和贯通槽的剖面形状呈倒“凸”字状。
12.进一步地,所述矩形贯通长孔的两端分别设有一块矩形塞块,所述矩形塞块侧壁开设有通孔,所述通孔内设有轴承,所述轴承内设有双向丝杆。
13.进一步地,所述直角杆的长杆由固定杆和摆动杆组成,所述长杆的固定杆和摆动杆通过活动铰接的方式进行连接,所述活动杆设于长杆的摆动杆的侧壁上,所述活动杆和摆动杆也是通过活动铰接方式进行连接。
14.进一步地,所述活动杆上设有限位螺母。
15.进一步地,所述万向滚珠为多个,多个所述万向滚珠之间均设有连接杆,使多个万向滚珠组成万向滚珠组,所述万向滚珠组的右侧设有挡板,所述万向滚珠组的后端设有矩形框,所述矩形框内设有气缸,所述矩形框面向万向滚珠组的框边的侧壁上开设有圆孔,所述气缸的推杆穿过万向滚珠组的框边的侧壁上的圆孔。
16.进一步地,所述第二传送带上方设有第二锯边机构。
17.本实用新型所达到的有益效果是:
18.(1)本锯边设备在传送带上增加了挡扣,能够持续的送板进行锯切,不用等待相应设备复位之后再进行下一块板的锯切工作,缩短了加工节拍,提高了加工效率;本锯边设备按顺序锯切板胚的纵向横向的边,在锯切的过程中,通过传送带上的挡扣带动板胚朝锯切处移动,经过锯切处时,辊压机构会按压板胚,增加固定力,使得板胚在锯切时不会发生大程度的晃动,避免板材外形尺寸出现大偏差,保证产品质量。
19.(2)本锯边机构上的锯边电机和刀片通过转动电机驱动双向丝杠,能针对不同的尺寸的板胚调节锯边电机之间的间距,通用性强;本锯边设备中增设一个中转架,能够先对待锯切的板胚做一个停留,配合控制柜中的控制系统控制,检测第二传送带上是否还有板材在加工,可以有序的将板胚通过气缸的推动传送带第二传送带上进行下一步锯切,这样可以避免直接进行下一步锯切带来的板胚停靠位置不准确,导致锯切不合格,出现堆板现象。
20.(3)本锯边设备加工出来的板材尺寸合格,板材质量好,无需操作人员进行返工,降低了操作人员的工作强度。
【附图说明】
21.附图用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与本实用
新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。在附图中:
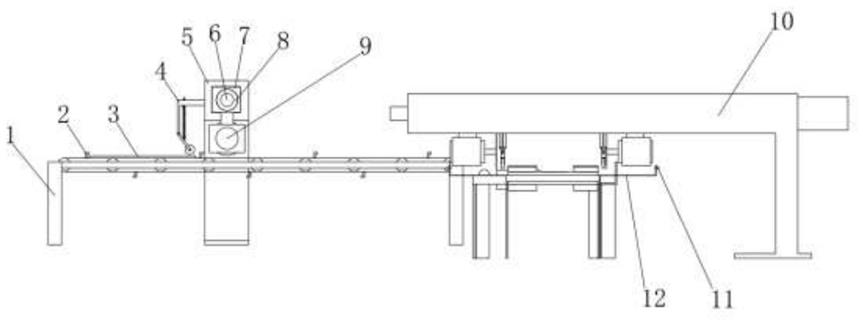
22.图1是本实用新型的主视图;
23.图2是本实用新型的立体示意图;
24.图3是本实用新型的第一锯边机构的右视图的剖视图;
25.图4是本实用新型的中转架的立体示意图;
26.图5是本实用新型的辊压机构的立体示意图。
27.附图标记:
28.1、第一传送带;2、挡扣;3、板胚;4、辊压机构;4
‑
1、短杆;4
‑
2、活动杆;4
‑
3、限位螺母;4
‑
4、固定杆;4
‑
5、摆动杆;4
‑
6、滚轮;4
‑
7、弹簧;5、固定臂;5
‑
1、长梁;5
‑
2、短梁;6、双向丝杠;7、矩形塞块;8、轴承;9、锯边电机;10、第二锯边机构;11、传感器;12、延伸杆;13、转动电机;14、控制柜;15、中转架;15
‑
1、万向滚珠;15
‑
2、连接杆;15
‑
3、矩形框;15
‑
4、气缸;15
‑
5、顶块;15
‑
6、挡板;16、刀片;17、第二传送带;18、滑块。
【具体实施方式】
29.下面结合具体实施例进行具体说明。
30.下面结合具体实施方式对本实用新型作进一步详细说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本实用新型的范围及其应用。
31.如图1
‑
5所示,一种用于胶合板加工的锯边设备,包括第一传送带1,第二传送带17,第一锯边机构,第二锯边机构10和中转架15,第一传送带1和第二传送带17均为宽链条式传送带,第一传送1和第二传送带17的链条上均设有多个挡扣2,用于保证传送板胚3到锯边位置时,板胚3不会向后退,挡扣2会推着板胚3前进,第一传送带1上方设有第一锯边机构,第一锯边机构由固定臂5,双向丝杠6,转动电机13,锯边电机9,刀片16和辊压机构4组成,固定臂5由长梁5
‑
1和短梁5
‑
2组成,结合图1和图2来看,固定臂5的长梁5
‑
1的后端底部设有短梁5
‑
2,第一锯边机构的固定臂5的短梁5
‑
2的侧壁上设有控制柜15。
32.如图3所示,长梁5
‑
1上开设有横向的矩形贯通长孔,矩形贯通长孔的底部开设有横向的贯通槽,矩形贯通长孔和贯通槽的剖面形状呈倒“凸”字状,矩形贯通长孔的两端分别设有一块矩形塞块7,矩形塞块7侧壁开设有通孔,通孔内设有轴承8,轴承8内设有双向丝杆6,双向丝杆6的结构为一根圆棒,圆棒中部设有一段直径大于圆棒的凸台,凸台的左右两侧的圆棒表面分别开设有相反的螺纹,凸台的作用是将相反的螺纹隔开,双向丝杆6的一端设有转动电机13,用于驱动双向丝杠6的转动,双向丝杆6上设有两块和矩形贯通长孔以及贯通槽的形状相匹配的滑块18,当双向丝杠6正转时,两个滑块18会相互靠近,当双向丝杠6反转时,两个滑块18会相互远离,滑块18的底部设有锯边电机夹持框,锯边电机夹持框内设有锯边电机9,锯边电机9的转轴上设有刀片16,固定臂5的长梁5
‑
1的侧壁上设有两个辊压机构4,如图1和图5所示,辊压机构4由反“7”字形的直角杆,滚轮4
‑
6,活动杆4
‑
2和弹簧4
‑
7组成,直角杆的短杆4
‑
1和长梁5
‑
1的侧壁连接,直角杆的短杆4
‑
1顶部开设有通孔,直角杆的长杆尾端设有滚轮4
‑
6,直角杆的长杆由固定杆4
‑
4和摆动杆4
‑
5组成,长杆的固定杆4
‑
4和摆动杆4
‑
5通过活动铰接的方式进行连接,活动杆4
‑
2设于长杆的摆动杆4
‑
5的侧壁上,活动杆4
‑
2和摆动杆4
‑
5也是通过活动铰接方式进行连接。活动杆4
‑
7的另一端穿过直角杆的短杆4
‑
1上的通孔,活动杆4
‑
2上设有限位螺母4
‑
3,限位螺母旋拧至短杆4
‑
1的顶面,活动杆
4
‑
2上设有弹簧4
‑
7。
33.第一传送带1的右侧设有中转架15,中转架15由万向滚珠15
‑
1,挡板15
‑
6和气缸15
‑
4组成,万向滚珠15
‑
1设置多个,多个万向滚珠15
‑
1之间均设有连接杆15
‑
2,使多个万向滚珠15
‑
1组成万向滚珠组,万向滚珠组用来支撑二次锯切的板胚3,同时让板胚3转变移动的方向,万向滚珠组的右侧设有挡板15
‑
6,万向滚珠组的后端设有矩形框15
‑
3,矩形框15
‑
3内设有两个气缸15
‑
4,矩形框15
‑
3里面有用来固定气缸15
‑
4的固定杆,用来推动万向滚珠组上的板胚3至第二传送带17上,矩形框15
‑
3面向万向滚珠组的框边的侧壁上开设有圆孔,气缸15
‑
4的推杆穿过万向滚珠组的框边的侧壁上的圆孔,气缸15
‑
4的推杆的末端设有顶块15
‑
5,顶块15
‑
5的作用是加大和板胚3边缘的接触面积,防止气缸15
‑
4的的推杆顶破板胚3的边缘。
34.中转架15的前方设有第二传送带17和第二锯边机构10,第二传送带17的侧壁上设有延伸杆12,延伸杆12上设有传感器11,第二锯边机构10和第一锯边机构1的结构相同,第二传送带17和第一传送带1的结构相同,两者唯一的区别就是第一传送带1用于传送板胚3锯切其短边,因板胚3短边尺寸较小,第一传送带1上的挡扣数量较多,第二传送带17用于传送板胚3锯切其长边,因板胚3长边尺寸较大,第二传送带17上的挡扣数量较少,第二传送带17上方设有第二锯边机构。
35.其中,中转架15的高度低于第一传送带1的高度,第二传送带17的高度低于中转架15的高度,第一传送带1和第二传动带17是由电机驱动的,电机驱动传送带属于常规的技术手段,故在说明书附图中未示出驱动第一传送带1和第二传动带17的部件,在此作出说明。
36.锯边过程:如图1和图2所示,通过现有的夹具机器将板胚3放在第一传送带1上,当板胚3移动到辊压机构4下方时,因辊压机构4上的滚轮4
‑
6和第一传送带1的链条的间隙要小于板胚3的厚度,故板胚3待通过辊压机构4时,没有挡扣2推动板胚3,板胚3不能通过辊压机构4,当挡扣2和板胚3的边缘接触时,挡扣2推动板胚3经过辊压机构4,板胚3经过辊压机构4时,滚轮4
‑
6被板胚3的厚度抬起,由于辊压机构4的摆动杆4
‑
5上的活动杆4
‑
2上安装有弹簧4
‑
7,弹簧4
‑
7会施加一个回弹力给滚轮4
‑
6,滚轮4
‑
6会压着板胚3,板胚3受压移动到第一锯边机构的下方,第一锯边机构上的锯边电机9经过双向丝杠6转动调节好位置,板胚3经过时,两个锯边电机9上的刀片16对板胚3的短边进行锯切,锯切的过程中,由于板胚3受到挡扣2的横向限位以及辊压机构4的纵向限位,板胚3不会出现大幅度的晃动,保证了板胚3裁切之后的尺寸能达到合格的范围内,板胚3经过第一锯边机构之后,通过挡扣2的推动,板胚3会掉落至中转架15上,板胚3掉落到万向滚珠组上时,会因挡扣2推动的惯性,板胚3会向前移动一定距离,当碰到挡板15
‑
6,停止位移,这时,第二传送带17上的传感器11感应是否有挡扣2经过,假设挡扣2经过传感器11感应区域的感应时间是0.5秒,这时候控制柜14的控制系统会收到传感器11反馈的数字信号,认定该0.5秒的感应时间属于挡扣2的经过时间,这时控制柜15中的控制系统驱动气缸15
‑
4将中转架15上的板胚3推送至第二传送带17上,然后第二传送带17也是通过挡扣2推动板胚3移动,通过第二锯边机构10上的辊压结构4压住板胚3,板胚3即可经过第二锯边机构10进行长边的锯切。其中,第二传送带17的转速是快于第一传送带1的,由于第一传送带1上锯切的的是板胚3的短边,第二传送带17上锯切的是板胚3的长边,故第一传送带1上的板胚3的数量要多于第二传送带17上板胚3的数量,为了使板胚3不在中转架15上堆积,故第二传送带17的转速快于第一传送带1的转速,这样第一
传送带1和第二传送带17在转速存在差别的情况下,传送也存在时间差,因此,当中转架15上的板胚3被送至第二传送带17上并且间隔5
‑
7秒后,第一传送带1上的板胚3才会传送至中转架15上,这样存在时间差,就能保证锯边设备正常锯切板胚3了。
37.本实用新型在传送带上增加了挡扣,能够持续的送板进行锯切,不用等待相应设备复位之后再进行下一块板的锯切工作,缩短了加工节拍,提高了加工效率;本实用新型按顺序锯切板胚的纵向横向的边,在锯切的过程中,通过传送带上的挡扣带动板胚朝锯切处移动,经过锯切处时,辊压机构会按压板胚,增加固定力,使得板胚在锯切时不会发生大程度的晃动,避免板材外形尺寸出现大偏差,保证铲平质量;本锯边机构上的锯边电机和刀片通过转动电机驱动双向丝杠,能针对不同的尺寸的板胚调节锯边电机之间的间距,通用性强;本实用新型中增设一个中转架,能够先对待锯切的板胚做一个停留,配合控制柜中的控制系统控制,检测第二传送带上是否还有板材在加工,之后再进行传送,这样可以有序的将板胚通过气缸的推动传送带第二传送带上进行下一步锯切,这样可以避免直接进行下一步锯切带来的板胚停靠位置不准确,导致锯切不合格,出现堆板现象;本实用新型加工出来的板材尺寸合格,板材质量好,无需操作人员进行返工,降低了操作人员的工作强度。