1.本实用新型属于木材加工机械,具体为木业生产中单板拼接技术领域,尤为涉及一种厚单板纵向胶拼机。
背景技术:
2.单板是由旋切、刨切或锯切方法生产的厚度均匀的木质薄型材料,一般小于6mm,主要用作生产胶合板和其他胶合层积材。一般优质单板用作为面板,低等级单板用作背板、芯板、长中板。单板可以分为厚单板(厚度一般在2.0~6mm)、薄单板/薄木(厚度一般在0.2~2.0mm)、微薄木(厚度为0.2~0.5mm)。
3.近两年,已经出现若干单板纵向/竖向拼接机,如cn110480765a、cn110480766a、cn110480767a、cn110480768a、cn110466011a、cn110466012a、cn107718189a,这些单板纵向胶拼机较好的解决了单板纵向齿接问题,但因为结构较为复杂、部件较多、生产成本较高,不利于向木业制造行业推广普及。
技术实现要素:
4.本实用新型的目的可以通过采取如下技术方案达到:一种单板纵向胶拼机,包括主架、第一夹板平台、第二夹板平台、第三夹板平台、齿切装置、打胶装置、齿接装置、出板输送装置、第一气缸、第二气缸、第三气缸,所述主架一侧设有所述第一夹板平台,所述第一夹板平台一侧设有齿切装置,所述齿切装置一侧设有所述第二夹板平台、所述第二夹板平台一侧设有打胶装置、所述打胶装置一侧设有所述齿接装置、所述齿接装置一侧设有所述第三夹板平台、所述第三夹板平台一侧设有出板输送装置,所述齿切装置包括上齿刀和下齿刀,所述下齿刀的齿尖朝向齿接装置,所述第一气缸一侧连接所述第一夹板平台,所述第一气缸另一侧连接所述主架,所述第二气缸一侧连接所述第二夹板平台,所述第二气缸另一侧连接所述主架,所述第三气缸一侧连接所述第三夹板平台,所述第三气缸另一侧连接所述主架。
5.具体的,所述齿接装置包括下压梁和支撑梁,所述支撑梁包括第一棱边和第二棱边,所述第一气缸和所述第二气缸的设定行程距离之和比所述第三气缸的设定行程距离长0
‑
5mm,所述下齿刀的齿尖至所述第二棱边的最短距离等于或者大于所述第三气缸的设定行程距离,所述下齿刀的齿根至所述支撑梁的第一棱边的最短距离等于或者小于所述第三气缸10ⅲ的设定行程距离。
6.具体的,所述齿接装置包括第一支撑冷水管和第二支撑冷水管,所述第一气缸和所述第二气缸的设定行程距离之和比所述第三气缸的设定行程距离长0
‑
5mm,所述下齿刀的齿尖至所述第二支撑冷水管最高部位的最短距离小于所述第三气缸的设定行程距离0
‑
5mm,所述下齿刀的齿根至所述第一支撑冷水管最高部位的最短距离大于所述第三气缸的设定行程距离0
‑
5mm。
7.优选的,所述第一气缸和所述第二气缸的设定行程距离之和为300
‑
600mm。
8.本实用新型的有益效果:结构简单,部件少,可以大幅节省制造成本,有利于向木业制造企业普及推广;设备占地面积更小,节省场地空间;单板齿接过程在各个气缸行程的控制下达到严丝密缝,齿接效果好。
附图说明
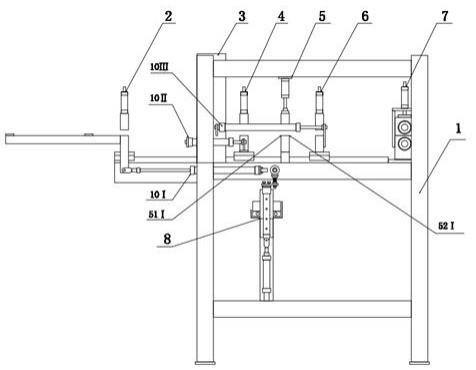
9.图1为实用新型实施例1的结构示意图。
10.图2为实用新型实施例2的结构示意图。
11.图3为实用新型的实施例1和2的齿切装置放大示意图。
12.其中,1-主架、2-第一夹板平台,3-齿切装置,4-第二夹板平台,5-齿接装置,6-第三夹板平台,7-出板输送装置,3-打胶装置,10ⅰ-第一气缸,10ⅱ-第二气缸,10ⅲ-第三气缸,31-下齿刀齿根,32-下齿刀齿尖,51ⅰ第一棱边,52ⅰ-第二棱边,51ⅱ第一冷水管,52ⅱ-第二冷水管。
具体实施方式
13.为了使实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对一种单板齿切装置,进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释实用新型,并不用于限定实用新型。
14.实施例1,如图1和3所示,一种单板纵向胶拼机,包括主架1、第一夹板平台2、第二夹板平台4、第三夹板平台6、齿切装置3、打胶装置8、齿接装置5、出板输送装置7、第一气缸10ⅰ、第二气缸10ⅱ、第三气缸10ⅲ,所述主架1一侧设有所述第一夹板平台2,所述第一夹板平台2一侧设有齿切装置3,所述齿切装置3一侧设有所述第二夹板平台4、所述第二夹板平台4一侧设有打胶装置8、所述打胶装置8一侧设有所述齿接装置5、所述齿接装置5一侧设有所述第三夹板平台6、所述第三夹板平台6一侧设有所述出板输送装置7,所述齿切装置3包括上齿刀和下齿刀,所述上齿刀和所述下齿刀相互啮合,所述下齿刀齿尖32朝向齿接装置5,第一气缸10ⅰ、第二气缸10ⅱ和第三气缸10ⅲ各两个,所述第一气缸10ⅰ一侧连接所述第一夹板平台2,所述第一气缸10ⅰ另一侧连接所述主架1,所述第二气缸10ⅱ一侧连接所述第二夹板平台4,所述第二气缸10ⅱ另一侧连接所述主架1,所述第三气缸10ⅲ一侧连接所述第三夹板平台6,所述第三气缸10ⅲ另一侧连接所述主架1;所述齿接装置包括下压梁和支撑梁,所述支撑梁包括第一棱边51ⅰ和第二棱边52ⅰ,所述第一气缸10ⅰ和所述第二气缸10ⅱ的设定行程距离之和比所述第三气缸10ⅲ的设定行程距离长0mm,即两者相等,所述下齿刀的齿尖31至所述第二棱边52ⅰ的最短距离等于所述第三气缸10ⅲ的设定行程距离,所述下齿刀齿根32至所述支撑梁的第一棱边51ⅰ的最短距离等于所述第三气缸10ⅲ的设定行程距离,所述第一气缸10ⅰ和所述第二气缸10ⅱ的设定行程距离之和为450mm。
15.实施例1中,鉴于单板较薄,在纵向上可以适当弯曲而不被折断,为适当增加单板挤压给进的力量,故所述第一气缸10ⅰ和所述第二气缸10ⅱ的设定行程距离之和可以比所述第三气缸10ⅲ的设定行程距离长0
‑
5mm中的任意之一。
16.实施例1中,鉴于所述支撑梁可以设置为大于下齿刀的齿长,所述下齿刀的齿尖31至所述第二棱边52ⅰ的最短距离可以大于所述第三气缸10ⅲ的设定行程距离,所述下齿刀的齿尖31至所述第二棱边52ⅰ的最短距离不能短于所述第三气缸10ⅲ的设定行程距离,否
则齿接过程中的两块单板梳齿部位的齿根与齿尖上的热熔胶无法被支撑梁和下压梁物理接触,影响冷却压合效果;同理所述下齿刀的齿根32至所述支撑梁的第一棱边51ⅰ的最短距离可以小于所述第三气缸10ⅲ的设定行程距离。
17.实施例2中,如图2和3所示,一种单板纵向胶拼机,包括主架1、第一夹板平台2、第二夹板平台4、第三夹板平台6、齿切装置3、打胶装置8、齿接装置5、出板输送装置7、第一气缸10ⅰ、第二气缸10ⅱ、第三气缸10ⅲ,所述主架1一侧设有所述第一夹板平台2,所述第一夹板平台2一侧设有齿切装置3,所述齿切装置3一侧设有所述第二夹板平台4、所述第二夹板平台4一侧设有打胶装置8、所述打胶装置8一侧设有所述齿接装置5、所述齿接装置5一侧设有所述第三夹板平台6、所述第三夹板平台6一侧设有出板输送装置7,所述齿切装置包括上齿刀和下齿刀,所述下齿刀齿尖32朝向齿接装置,第一气缸10ⅰ、第二气缸10ⅱ和第三气缸10ⅲ各两个,所述第一气缸10ⅰ一侧连接所述第一夹板平台2,所述第一气缸10ⅰ另一侧连接所述主架1,所述第二气缸10ⅱ一侧连接所述第二夹板平台4,所述第二气缸10ⅱ另一侧连接所述主架1,所述第三气缸10ⅲ一侧连接所述第三夹板平台6,所述第三气缸10ⅲ另一侧连接所述主架1;所述齿接装置包括第一支撑冷水管51ⅱ和第二支撑冷水管52ⅱ,所述第一气缸10ⅰ和所述第二气缸10ⅱ的设定行程距离之和比所述第三气缸10ⅲ的设定行程距离长0mm,即两者相等;所述下齿刀齿尖32至所述第二支撑冷水管52ⅱ最高部位的最短距离大于所述第三气缸10ⅲ的设定行程距离0mm,即两者相等;所述下齿刀齿根31至所述第一支撑冷水管51ⅱ最高部位的最短距离小于所述第三气缸10ⅲ的设定行程距离0mm,即两者相等;所述第一气缸10ⅰ和所述第二气缸10ⅱ的设定行程距离之和为450mm。
18.实施例2中,鉴于单板较薄,在纵向上可以适当弯曲而不被折断,为适当增加单板挤压给进的力量,所述第一气缸10ⅰ和所述第二气缸10ⅱ的设定行程距离之和可以比所述第三气缸10ⅲ的设定行程距离长0
‑
5mm范围内的任意之一。
19.实施例2中,鉴于齿尖和齿根可以设置为有一定的弧度即被倒圆,故所述下齿刀齿尖32至所述第二支撑冷水管52ⅱ最高部位的最短距离可以小于所述第三气缸10ⅲ的设定行程距离0
‑
5mm范围内的任意之一,以增加第二支撑冷水管52ⅱ与单板齿根和齿尖的接触面;反之,为增加第一支撑冷水管51ⅱ与单板齿根和齿尖的接触面,所述下齿刀齿根31至所述第一支撑冷水管51ⅱ最高部位的最短距离可以大于所述第三气缸10ⅲ的设定行程距离0
‑
5mm范围内的任意之一。
20.在实施例1和实施例2中,所述第一气缸10ⅰ和所述第二气缸10ⅱ的设定行程距离之和不限于450mm,可以为300
‑
600mm中任意之一。
21.一种单板纵向胶拼机,工作过程如下:
22.1、放置第一单板,第一单板板头通过第一夹板平台2、齿切装置3、第二夹板平台4、齿接装置5、第三夹板平台6,第一单板被第三夹板平台6夹持,第三气缸10ⅲ运行,直至第一单板板尾到达齿切装置3的下齿刀上方、上齿刀下方,第一单板板头一端进入出板输送装置7,第二夹板平台6运行夹持第一单板,齿切装置3对第一单板的板尾进行梳齿,三气缸10ⅲ和第三夹板平台6复位。
23.2、第三气缸10ⅲ提供动力带动第三夹板平台6夹持第一单板运动,直至第一单板板尾梳齿部位达到齿接装置5下压梁下方、支撑梁上方(实施例2中则为到达第一支撑冷水管51ⅱ和第二支撑冷水52ⅱ管的上方),第一单板板位梳齿部位位于第一棱边51ⅰ和第二棱
边51ⅱ之间,第一单板板头或中间部位被出板输送装置7夹住,第三夹板平台6解除对第一单板的夹持,第三气缸10ⅲ带动第三夹板平台6再次复位并朝齿接装置5运动,复位后第三夹板平台6再次运行夹持第一单板板尾非梳齿部位;
24.3、放置第二单板,板头到达齿切装置3的下齿刀上方、上齿刀下方,第一夹板平台2夹持第二单板,齿切装置3对第二单板的板头进行梳齿;
25.4、第一气缸10ⅰ运行带动第一夹板平台2运动,将第二单板输送通过第二夹板平台4,第二夹板平台4夹持第二单板板头非梳齿部位,第一夹板平台2松开第二单板,打胶装置8运行,第二气缸10ⅱ运行带动第二夹板平台4夹持第二单板板头非梳齿部位运动并完成打胶,第一气缸10ⅰ复位带动第一夹板平台2复位;
26.5、打胶装置8复位,第二气缸10ⅱ继续运行带动第二夹板平台4夹持第二单板板头非梳齿部位继续运动至下压梁下方、支撑梁上方(实施例2中则为到达第一支撑冷水管51ⅱ和第二支撑冷水管52ⅱ的上方),第一单板与第二单板的尚未完全啮合,齿接装置5的下压梁贴近第一单板和第二单板的梳齿部位,第二气缸10ⅱ继续运行带动第二夹板平台夹持第二单板继续运动,直至第一单板与第二单板的梳齿部位完全啮合,第一单板和第二单板完成齿接得到一块长单板;
27.6、第二夹持平台4、第三夹持平台6、齿接装置5、第二气缸10ⅱ和第三气缸10ⅲ复位,出板输送装置7运行,运送长单板离开主架,出板输送装置7复位。
28.循环步骤1
‑
6,可以反复拼接得到长单板。
29.本说明书所记载的纵向指木材纹理方向。气缸的设定行程距离的含义,对于气缸行程固定不可调节的气缸而言,该气缸的最大行程距离就是指气缸的设定行程距离;对于可调节行程的气缸而言,气缸的设定行程距离不一定是该气缸的最大行程距离,而是要根据具体单板纵向胶拼机上的气缸所设定的参数来判断该气缸的设定行程距离。
30.以上所述,仅为实用新型专利优选的实施例,但实用新型专利的保护范围并不局限于此,任何熟悉本技术领域的技术人员在实用新型专利所公开的范围内,根据实用新型专利的技术方案及其实用新型专利构思加以等同替换或改变,都属于实用新型专利的保护范围。