1.本发明涉及生成制备技术领域,尤其涉及一种耐高寒潮湿环境摩擦材料的制备系统。
背景技术:
2.火车运行制动时直接摩擦车轮使火车停车的制动零件就是闸瓦。用铸铁或其他材料制成的瓦状制动块,在制动时抱紧车轮踏面,通过摩擦使车轮停止转动。在这一过程中,制动装置要将巨大的动能转变为热能消散于大气之中。而这种制动效果的好坏,却主要取决于摩擦热能的消散能力。我国铁路铺设长度已成为世界第一,雨雪天气和潮湿环境是列车不可避免使用环境,在此环境下闸瓦的摩擦系数会产生一定的衰退,增大了雨雪天气和潮湿环境的危险系数,当前的摩擦材料制备设施生成的摩擦材料,性能不够稳定,危险系数大。
技术实现要素:
3.为此,本发明提供一种耐高寒潮湿环境摩擦材料的制备系统,用以克服现有技术中摩擦材料制备设施生成的摩擦材料,性能不够稳定,危险系数大的问题。
4.为实现上述目的,本发明提供一种耐高寒潮湿环境摩擦材料的制备系统,包括:摩擦材料制备单元、摩擦材料存储单元和闸瓦制备单元;
5.所述摩擦材料制备单元内设有高速混料机、第一料仓、第二料仓、第三料仓、第四料仓、第五料仓、中控模块和纯度检测器;所述高速混料机设有微控模块、出料口、喷淋头、加热装置、湿度检测器和所述温度检测器;所述第四料仓内设有第二湿度检测器;所述中控模块设有优选配比方案矩阵组a0,待生产闸瓦型号矩阵b0,第四原料湿度矩阵c0,第四原料主成分纯度矩阵d0;中控模块根据待生产闸瓦型号选取优选配比方案,当选取ai作为优选配比方案进行摩擦材料制备时,预设第四原料添加量为yi,纯度检测器检测第四原料主成分纯度d并将检测结果传递至中控模块,中控模块将d与d0内矩阵做对比并根据对比结果对yi 进行一次调节,调节后第四原料添加量为yi’;第二湿度检测器检测第四原料湿度c并将检测结果传递至中控模块,中控模块将c与c0内参数做对比并根据对比结果对yi’进行一次调节,调节后第四原料添加量为yi”;
6.中控模块对第四原料添加量调节完成后控制各所述料仓向高速混料机内投放摩擦材料制备原料;所述温度检测器检测高速混料机内温度并将检测结果传递至中控模块,中控模块根据检测温度选择下一搅拌周期内高速混料机工作状态;当高速混料机内温度适宜时,所述湿度检测器检测高速混料机内湿度并将检测结果传递至中控模块,中控模块根据检测湿度选择下一搅拌周期内高速混料机工作状态;当高速混料机内温度和湿度均适宜并经过一个搅拌周期时,对高速混料机内混合原料进行取样并检测所述摩擦材料完成度,根据完成度判定是否生成合格的摩擦材料并选取高速混料机工作状态;
7.所述摩擦材料存储单元设有存储室,所述存储室内设有货架、温度传感器、湿度传
感器、加热器、加湿器、冷风机、除湿机和环境调节模块;所述环境调节模块分别与所述温度传感器、湿度传感器、加热器、加湿器、冷风机和除湿机相连,用以调节各部件工作模式,以使摩擦材料存储环境达标;当所述存储室内存有摩擦材料并经过存储时长时,所述温度传感器检测器检测存储室内温度并将检测结果传递至环境调节模块,环境调节模块根据温度调节下一个存储时长内冷风机和加热器的工作状态;当所述存储室内存有摩擦材料并经过存储时长时,所述湿度传感器检测器检测存储室内湿度并将检测结果传递至环境调节模块,环境调节模块根据湿度调节下一个存储时长内加湿器和除湿机的工作状态。
8.进一步地,所述摩擦材料制备单元包括:
9.所述高速混料机,用以对所述摩擦材料的制备原料进行混合搅拌以生成摩擦材料,所述高速混料机底部设有排放摩擦材料的出料口,顶部设有喷淋头,混料机壁设有加热装置,混料机内壁设有湿度检测器、温度检测器和微控模块,所述微控模块与所述出料口、所述喷淋头、所述加热装置、所述湿度检测器和所述温度检测器分别相连;
10.所述第一料仓,其设置在所述高速混料机上方并通过第一出料口与高速混料机相连,所述第一出料口设有第一电磁阀,所述第一料仓用以存储放置第一原料并将第一原料投放至高速混料机中;
11.所述第二料仓,其设置在所述高速混料机上方并通过第二出料口与高速混料机相连,所述第二出料口设有第二电磁阀,所述第二料仓用以存储放置第二原料并将第二原料投放至高速混料机中;
12.所述第三料仓,其设置在所述高速混料机上方并通过第三出料口与高速混料机相连,所述第三出料口设有第三电磁阀,所述第三料仓用以存储放置第三原料并将第三原料投放至高速混料机中;
13.所述第四料仓,其设置在所述高速混料机上方并通过第四出料口与高速混料机相连,所述第四出料口设有第四电磁阀,所述第四料仓用以存储放置第四原料并将第四原料投放至高速混料机中;
14.所述第五料仓,其设置在所述高速混料机上方并通过第五出料口与高速混料机相连,所述第五出料口设有第五电磁阀,所述第五料仓用以存储放置第五原料并将第五原料投放至高速混料机中;
15.所述中控模块,其分别与所述微控模块和各所述料仓相连,用以控制各部件工作状态;
16.所述第二湿度检测器,其设置在所述第四料仓内部并与所述中控模块相连用以检测第四原料湿度;
17.所述纯度检测器,其与所述中控模块相连,用以检测第四原料主成分纯度;
18.进一步地,所述中控模块内设有优选配比方案矩阵组a0,待生产闸瓦型号矩阵b0,第四原料湿度矩阵c0,第四原料主成分纯度矩阵d0,纯度对第四原料添加量调节参数矩阵d0,湿度对第四原料添加量调节参数矩阵c0;
19.对于优选配比方案矩阵组a0,a0(a1,a2,a3),其中,a1为第一预设优选配比方案矩阵,a2为第二预设优选配比方案矩阵,a3为第三预设优选配比方案矩阵;
20.对于第i预设优选配比方案矩阵ai,i=1,2,3,ai(ui,vi,xi,yi,zi),其中,ui为第i预设优选配比方案第一原料添加量;vi为第i预设优选配比方案第二原料添加量;xi为第i
预设优选配比方案第三原料添加量;yi为第i预设优选配比方案第四原料添加量;zi为第i预设优选配比方案第五原料添加量;
21.对于待生产闸瓦型号矩阵b0,b0(b1,b2,b3),其中,b1为第一预设待生产闸瓦型号,b2为第二预设待生产闸瓦型号,b3为第三预设待生产闸瓦型号;
22.对于第四原料主成分纯度矩阵d0,d0(d1,d2,d3,d4),其中,d1为第一预设第四原料主成分纯度,d2为第二预设第四原料主成分纯度,d3为第三预设第四原料主成分纯度,d4为第四预设第四原料主成分纯度,所述各湿度参数按照顺序依次增大;
23.对于纯度对第四原料添加量调节参数矩阵d0,d0(d1,d2,d3,d4),其中,d1 为第一预设纯度对第四原料添加量调节参数,d2为第二预设纯度对第四原料添加量调节参数,d3为第三预设纯度对第四原料添加量调节参数,d4为第四预设纯度对第四原料添加量调节参数;
24.当制备所述摩擦材料时,中控模块根据待生产闸瓦型号选取优选配比方案:
25.当待生产闸瓦型号为b1时,中控模块从矩阵组a0选取a1作为优选配比方案;
26.当待生产闸瓦型号为b2时,中控模块从矩阵组a0选取a2作为优选配比方案;
27.当待生产闸瓦型号为b3时,中控模块从矩阵组a0选取a3作为优选配比方案;
28.当选取ai作为优选配比方案进行摩擦材料制备时,纯度检测器检测第四原料主成分纯度d并将检测结果传递至中控模块,中控模块将d与d0内矩阵做对比:
29.当d≤d1时,中控模块不对第四原料添加量yi进行调节;
30.当d1<d≤d2时,中控模块从d0矩阵中选取d1作为纯度对第四原料添加量调节参数;
31.当d2<d≤d3时,中控模块从d0矩阵中选取d2作为纯度对第四原料添加量调节参数;
32.当d3<d≤d4时,中控模块从d0矩阵中选取d3作为纯度对第四原料添加量调节参数;
33.当d>d4时,中控模块从d0矩阵中选取d4作为纯度对第四原料添加量调节参数;
34.当选取选取dj作为纯度对第四原料添加量调节参数时,中控模块将第四原料添加量调节为yi’,yi’=yi
×
dj;
35.进一步地,对于第四原料湿度矩阵c0,c0(c1,c2,c3,c4),其中,c1为第一预设第四原料湿度,c2为第二预设第四原料湿度,c3为第三预设第四原料湿度,c4为第四预设第四原料湿度,所述各湿度参数按照顺序依次增大;
36.对于湿度对第四原料添加量调节参数矩阵c0,c0(c1,c2,c3,c4),其中,c1 为第一预设湿度对第四原料添加量调节参数,c2为第二预设湿度对第四原料添加量调节参数,c3为第三预设湿度对第四原料添加量调节参数,c4为第四预设湿度对第四原料添加量调节参数;
37.当选取ai作为优选配比方案进行摩擦材料制备且根据纯度将第四原料添加量调节为yi’时,第二湿度检测器检测第四原料湿度c并将检测结果传递至中控模块,中控模块将c与c0内参数做对比:
38.当c≤c1时,中控模块不对第四原料添加量yi’进行调节;
39.当c1<c≤c2时,中控模块从c0矩阵中选取c1作为湿度对第四原料添加量调节参
数;
40.当c2<c≤c3时,中控模块从c0矩阵中选取c2作为湿度对第四原料添加量调节参数;
41.当c3<c≤c4时,中控模块从c0矩阵中选取c3作为湿度对第四原料添加量调节参数;
42.当c>c4时,中控模块从c0矩阵中选取c4作为湿度对第四原料添加量调节参数;
43.当选取选取cj作为湿度对第四原料添加量调节参数时,中控模块将第四原料添加量调节为yi”,yi”=yi
’×
cj;
44.进一步地,所述中控模块对第四原料添加量调节完成后控制第一料仓向高速混料机投放添加量为ui的第一原料,控制第二料仓向高速混料机投放添加量为 vi的第二原料,控制第三料仓向高速混料机投放添加量为xi的第三原料,控制第四料仓向高速混料机投放添加量为yi”的第四原料,控制第五料仓向高速混料机投放添加量为zi的第五原料;
45.所述中控模块中还设有高速混料机内温度矩阵f0、混合原料湿度矩阵e0和摩擦材料完成度标准g;
46.对于高速混料机内温度矩阵f0,f0(f1,f2),其中,f1为第一预设高速混料机内温度,f2为第二预设高速混料机内温度,f1<f2;
47.对于混合原料湿度矩阵e0,e0(e1,e2),其中,e1为第一预设混合原料湿度,e2为第二预设混合原料湿度,e1<e2;
48.当各所述料仓均完成向高速混料机原料投放时,所述温度检测器检测高速混料机内温度f并将检测结果传递至中控模块,中控模块将f与f0矩阵内参数做对比:
49.当f≤f1时,中控模块判定所述高速混料机内温度过低并控制加热装置对高速混料机内原料进行加热,同时,中控模块控制高速混料机对各原料进行搅拌,搅拌速度为w;
50.当f1≤f≤f2时,中控模块判定所述高速混料机内温度适宜并控制高速混料机对各原料进行搅拌,搅拌速度为w,所述湿度度检测器检测高速混料机内湿度 e并将检测结果传递至中控模块;
51.当f>f2时,中控模块判定所述高速混料机内温度过高并控制喷淋头对高速混料机内原料进行喷淋降温,同时,中控模块控制高速混料机对各原料进行搅拌,搅拌速度为w;
52.当中控模块控制高速混料机对各原料进行搅拌并经过一个搅拌周期t1时,所述温度检测器检测高速混料机内温度f’并将检测结果传递至中控模块,当f1 ≤f’≤f2时,所述湿度检测器检测混合原料湿度e并将检测结果传递至中控模块;当f’不在f1~f2范围内时,重复上述操作,直至f1≤f’≤f2;
53.进一步地,所述中控模块将e与e0矩阵内参数做对比:
54.当e≤e1时,中控模块判定混合原料湿度不足,中控模块控制所述喷淋头对混合原料进行喷淋,同时,中控模块控制加热装置转为恒温模式,恒温温度为 f2;
55.当e1<e≤e2时,中控模块判定混合原料湿度合格,中控模块控制加热装置转为恒温模式,恒温温度为此时喷淋头不对混合原料进行喷淋;
56.当e>e2时,中控模块判定湿度过高,中控模块控制加热装置转为恒温模式,恒温温度为f2,中控模块计算湿度差值δe,δe=e-e1,中控模块根据δe将搅拌速度调节为w’,
α为湿度差值对搅拌速度调节参数;
57.进一步地,当中控模块控制高速混料机对温度合格原料进行搅拌并经过一个搅拌周期t1时,湿度检测器检测混合原料湿度e’并将检测结果传递至中控模块,当e1≤e’≤e2时,中控模块判定混合原料湿度合格;当e’不在e1~e2范围内时,重复上述操作,直至e1≤e’≤e2;
58.当高速混料机内混合原料温度和湿度均适宜并经过一个搅拌周期时,中控模块控制所述出料口半开对混合后的原料进行取样;检测样品的完成度g并将检测结果传递至中控模块,中控模块将g与完成度标准g做对比:
59.当g≥g时,中控模块判定原料混合完成生成合格的摩擦材料,中控模块控制高速混料机停止搅拌并控制所述出料口全开以将生成的摩擦材料排出;
60.当g<g时,中控模块控制高速混料机继续对混合原料进行搅拌,当搅拌时长经过t1时,对原料进行再次取料并检测样品的完成度g’并将检测结果传递至中控模块,当g’≥g时,中控模块判定原料混合完成生成合格的摩擦材料;当g’<g时,重复上述操作,直至g’≥g。
61.进一步地,所述环境调节模块分别与所述温度传感器、湿度传感器、加热器、加湿器、冷风机和除湿机相连,用以调节各部件工作模式,以使摩擦材料存储环境达标;
62.所述环境调节模块设有存储环境温度矩阵h0、存储环境湿度矩阵j0、超差环境调节参数矩阵组k0;
63.对于存储环境温度矩阵h0,h0(h1,h2,h3,h4),其中,h1为第一预设存储环境温度,h2为第二预设存储环境温度,h3为第三预设存储环境温度,h4为第四预设存储环境温度,所述各温度数值依次增大;
64.对于存储环境湿度矩阵j0,j0(j1,j2,j3,j4),其中,j1为第一预设存储环境湿度,j2为第二预设存储环境湿度,j3为第三预设存储环境湿度,j4为第四预设存储环境湿度,所述各湿度数值依次增大;
65.对于超差环境调节参数矩阵组k0,k0(k1,k2),其中,k1为温度超差环境调节参数矩阵,k2为湿度超差环境调节参数矩阵;对于温度超差环境调节参数矩阵k1,k1(k11,k12,k13,k14),其中,k11为第一预设温度超差环境调节参数,k12 为第一预设温度超差环境调节参数,k13为第一预设温度超差环境调节参数,k14 为第一预设温度超差环境调节参数;对于湿度超差环境调节参数矩阵k2, k2(k21,k22,k23,k24),其中,k21为第一预设湿度超差环境调节参数,k22为第一预设湿度超差环境调节参数,k23为第一预设湿度超差环境调节参数,k24为第一预设湿度超差环境调节参数;
66.当所述存储室内存有摩擦材料并经过存储时长t2时,所述温度传感器检测器检测存储室内温度h并将检测结果传递至环境调节模块,环境调节模块将h 与h0内参数做对比:
67.当h≤h1时,环境调节模块判定存储环境温度过低、启动加热器对存储室进行加热并选取k11作为温度超差环境调节参数;
68.当h1<h≤h2时,环境调节模块判定存储环境温度过低、启动加热器对存储室进行加热并选取k12作为温度超差环境调节参数;
69.当h2<h≤h3时,环境调节模块判定存储环境温度合格;
70.当h3<h≤h4时,环境调节模块判定存储环境温度过高、启动冷风机对存储室进行降温并选取k13作为温度超差环境调节参数;
71.当h>h4时,环境调节模块判定存储环境温度过高、启动冷风机对存储室进行降温并选取k14作为温度超差环境调节参数;
72.当存储环境温度过低启动加热器对存储室进行加热时,环境调节模块计算温度差值δha,δha=h3-h,加热器加热温度为m,其中,m为加热器预设初始温度,p=1,2;
73.当存储环境温度过高启动冷风机对存储室进行降温时,环境调节模块计算温度差值δhb,δhb=h-h2,冷风机风速为n,其中,n为冷风机预设初始风速,q=3,4;
74.当对温度环境进行调节并经过存储时长t2时,所述温度传感器检测器检测存储室内温度h’并将检测结果传递至环境调节模块,环境调节模块将h’与h0 内参数做对比,当h2<h’≤h3时,环境调节模块判定存储环境温度合格并控制冷风机/加热器停止工作;当h’仍不在h2~h3范围时,重复上述操作,直至h2< h’≤h3;
75.进一步地,当所述存储室内存有摩擦材料并经过存储时长t2时,所述湿度传感器检测器检测存储室内湿度j并将检测结果传递至环境调节模块,环境调节模块将j与j0内参数做对比:
76.当j≤j1时,环境调节模块判定存储环境湿度过低、启动加湿器对存储室进行加湿并选取k21作为湿度超差环境调节参数;
77.当j1<j≤j2时,环境调节模块判定存储环境湿度过低、启动加湿器对存储室进行加湿并选取k22作为湿度超差环境调节参数;
78.当j2<j≤j3时,环境调节模块判定存储环境湿度合格;
79.当j3<j≤j4时,环境调节模块判定存储环境湿度过高、启动除湿机对存储室进行除湿并选取k23作为湿度超差环境调节参数;
80.当j>j4时,环境调节模块判定存储环境湿度过高、启动除湿机对存储室进行除湿并选取k24作为湿度超差环境调节参数;
81.当存储环境湿度过低启动加湿器对存储室进行加湿时,环境调节模块计算湿度差值δja,δja=j3-j,加湿器加湿速度为r,其中,r为加湿器预设初始加湿速度,p=1,2;
82.当存储环境湿度过高启动除湿机对存储室进行除湿时,环境调节模块计算湿度差值δjb,δjb=j-j2,除湿机除湿风速为s,其中,s为除湿机预设初始除湿风速,q=3,4;
83.当对湿度环境进行调节并经过存储时长t2时,所述湿度传感器检测器检测存储室内湿度j’并将检测结果传递至环境调节模块,环境调节模块将j’与j0 内参数做对比,当j2<j’≤j3时,环境调节模块判定存储环境湿度合格并控制加湿器/除湿机停止工作;当j’仍不在j2~j3范围时,重复上述操作,直至j2< j’≤j3。
84.一种应用上述的耐高寒潮湿环境摩擦材料的制备系统的摩擦材料制备工艺,其特征在于,包括,
85.s01,根据应用,选取优选配比方案,以确定各原料的初始投放量;
86.s02,检测原料纯度、湿度,根据纯度、湿度对原料的初始投放量进行调节,并将调节后的原料投放至所述高速混料机中;
87.s03,启动高速混料机,并根据混料机中的湿度、温度对混料机转速进行调节;
88.s04,检测混料机内各原料的混合完成度,对混合完成度符合要求的摩擦材料进行转移存储;
89.一种耐高寒潮湿条件下的摩擦材料,应用上述的耐高寒潮湿环境摩擦材料的制备系统制备而成,所述摩擦材料能够在潮湿环境下保持稳定的摩擦系数,使列车的制动性能在潮湿环境下保持稳定,该摩擦材料用以制备闸瓦。
90.进一步地,一种应用上述制备设备生成的摩擦材料制备的闸瓦,制备步骤包括:
91.s1,利用辊炼机对丁腈橡胶分两段开炼;
92.s2,将s1得到的胶、摩擦剂和其余组分都加入密炼机中进行加压混合,温度控制在≤90℃,强力混合完成后,对混合物进行停放降温直至室温,得到混合料;
93.s3,将s2制得的混合料用模具压制到特定钢背上,热压机压力为 2500n/cm2,加温160-180℃热压成型,得到成型半成品;
94.s4,将s3压制完成后的半成品闸瓦放到专用夹具夹紧,施加大约10kn/m2 的压力,对半成品闸瓦进行压紧整形;
95.s5,将s4处理后的闸瓦在烘箱中采用热风循环电加热热处理34h,前22h 温度逐渐升高,直至最高热处理温度达到250℃,后12h保持热处理温度250℃, 让所有原材料充分反应,保证彻底熟透,制得合成闸瓦。
96.与现有技术相比,本发明的有益效果在于,本发明所述耐高寒潮湿环境摩擦材料的制备系统,包括摩擦材料制备单元、摩擦材料存储单元;所述摩擦材料制备单元能够根据待生产闸瓦型号选取优选配比方案并根据第四原料主成分纯度与湿度对原料添加量进行调节,智能调节原料添加量使摩擦材料性能更加稳定,从而使闸瓦在潮湿工况制动性能稳定,进一步降低了列车在雨雪天气和潮湿环境行驶的危险系数。
97.进一步地,在所述摩擦材料制备单元中,所述温度检测器检测高速混料机内温度并将检测结果传递至中控模块,中控模块根据检测温度选择下一搅拌周期内高速混料机工作状态;当高速混料机内温度适宜时,所述湿度检测器检测高速混料机内湿度并将检测结果传递至中控模块,中控模块根据检测湿度选择下一搅拌周期内高速混料机工作状态;当高速混料机内温度和湿度均适宜并经过一个搅拌周期时,对高速混料机内混合原料进行取样并检测所述摩擦材料完成度,根据完成度判定是否生成合格的摩擦材料并选取高速混料机工作状态;使摩擦材料性能更加稳定,从而使闸瓦在潮湿工况制动性能稳定,进一步降低了列车在雨雪天气和潮湿环境行驶的危险系数。
98.进一步地,所述摩擦材料存储单元设有存储室,所述存储室内设有货架、温度传感器、湿度传感器、加热器、加湿器、冷风机、除湿机和环境调节模块;所述环境调节模块分别与所述温度传感器、湿度传感器、加热器、加湿器、冷风机和除湿机相连,用以调节各部件工作模式,以使摩擦材料存储环境达标;当所述存储室内存有摩擦材料并经过存储时长时,所
述温度传感器检测器检测存储室内温度并将检测结果传递至环境调节模块,环境调节模块根据温度调节下一个存储时长内冷风机和加热器的工作状态;当所述存储室内存有摩擦材料并经过存储时长时,所述湿度传感器检测器检测存储室内湿度并将检测结果传递至环境调节模块,环境调节模块根据湿度调节下一个存储时长内加湿器和除湿机的工作状态;使摩擦材料处于理想存储条件,延长了摩擦材料储存的时间。
99.进一步地,本发明所述闸瓦主要由高分子材料构成,具有产品比重轻,潮湿工况制动性能稳定、不影响摩擦制品使用寿命等特点,所述闸瓦制备中添加一种潮湿工况下摩擦系数的摩擦材料,该摩擦材料能够稳定潮湿环境下的摩擦材料摩擦系数,使列车的制动性能在潮湿环境下保持稳定,降低了列车在雨雪天气和潮湿环境行驶的危险系数。
附图说明
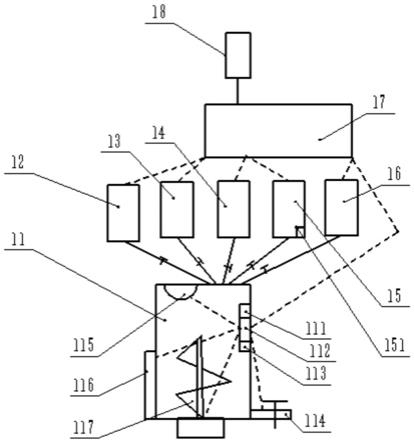
100.图1为本发明摩擦材料制备单元的结构示意图;
101.图2为本发明存储室的结构示意图。
具体实施方式
102.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
103.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
104.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
105.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
106.请参阅图1所示,其为本发明摩擦材料制备单元的结构示意图,本发明所述摩擦材料制备单元内设有高速混料机11、第一料仓12、第二料仓13、第三料仓 14、第四料仓15、第五料仓16、中控模块17和纯度检测器18;高速混料机11 设有微控模块112、出料口114、喷淋头115、加热装置116、湿度检测器111、所述温度检测器113和搅拌装置117;所述第四料仓15内设有第二湿度检测器 151;
107.所述高速混料机11,用以对所述摩擦材料的制备原料进行混合搅拌以生成摩擦材料,所述高速混料机11底部设有排放摩擦材料的出料口114,顶部设有喷淋头115,混料机壁设有加热装置116,所述混料机内壁设有湿度检测器111、温度检测器113和微控模块112,所述微控模块112与所述出料口114、所述喷淋头115、所述加热装置116、所述湿度检测器111和所述温度检测器113分别相连,所述混料机内还设有与微控模块112相连的搅拌装置117;
108.所述第一料仓12,其设置在所述高速混料机11上方并通过第一出料口114 与高速
混料机11相连,所述第一出料口114设有第一电磁阀,所述第一料仓12 用以存储放置第一原料并将第一原料投放至高速混料机11中;所述第二料仓 13,其设置在所述高速混料机11上方并通过第二出料口114与高速混料机11相连,所述第二出料口114设有第二电磁阀,所述第二料仓13用以存储放置第二原料并将第二原料投放至高速混料机11中;所述第三料仓14,其设置在所述高速混料机11上方并通过第三出料口114与高速混料机11相连,所述第三出料口 114设有第三电磁阀,所述第三料仓14用以存储放置第三原料并将第三原料投放至高速混料机11中;所述第四料仓15,其设置在所述高速混料机11上方并通过第四出料口114与高速混料机11相连,所述第四出料口114设有第四电磁阀,所述第四料仓15用以存储放置第四原料并将第四原料投放至高速混料机11 中;所述第五料仓16,其设置在所述高速混料机11上方并通过第五出料口114 与高速混料机11相连,所述第五出料口114设有第五电磁阀,所述第五料仓16 用以存储放置第五原料并将第五原料投放至高速混料机11中;所述中控模块 17,其分别与所述微控模块112和各所述料仓相连,用以控制各部件工作状态;所述第二湿度检测器151,其设置在所述第四料仓15内部并与所述中控模块17 相连用以检测第四原料湿度;所述纯度检测器18,其与所述中控模块17相连,用以检测第四原料主成分纯度;
109.具体而言,所述中控模块17内设有优选配比方案矩阵组a0,待生产闸瓦型号矩阵b0,第四原料湿度矩阵c0,第四原料主成分纯度矩阵d0,纯度对第四原料添加量调节参数矩阵d0,湿度对第四原料添加量调节参数矩阵c0;
110.对于优选配比方案矩阵组a0,a0(a1,a2,a3),其中,a1为第一预设优选配比方案矩阵,a2为第二预设优选配比方案矩阵,a3为第三预设优选配比方案矩阵;
111.对于第i预设优选配比方案矩阵ai,i=1,2,3,ai(ui,vi,xi,yi,zi),其中,ui为第i预设优选配比方案第一原料添加量;vi为第i预设优选配比方案第二原料添加量;xi为第i预设优选配比方案第三原料添加量;yi为第i预设优选配比方案第四原料添加量;zi为第i预设优选配比方案第五原料添加量;
112.对于待生产闸瓦型号矩阵b0,b0(b1,b2,b3),其中,b1为第一预设待生产闸瓦型号,b2为第二预设待生产闸瓦型号,b3为第三预设待生产闸瓦型号;
113.对于第四原料主成分纯度矩阵d0,d0(d1,d2,d3,d4),其中,d1为第一预设第四原料主成分纯度,d2为第二预设第四原料主成分纯度,d3为第三预设第四原料主成分纯度,d4为第四预设第四原料主成分纯度,所述各湿度参数按照顺序依次增大;
114.对于纯度对第四原料添加量调节参数矩阵d0,d0(d1,d2,d3,d4),其中,d1 为第一预设纯度对第四原料添加量调节参数,d2为第二预设纯度对第四原料添加量调节参数,d3为第三预设纯度对第四原料添加量调节参数,d4为第四预设纯度对第四原料添加量调节参数;
115.当制备所述摩擦材料时,中控模块17根据待生产闸瓦型号选取优选配比方案:
116.当待生产闸瓦型号为b1时,中控模块17从矩阵组a0选取a1作为优选配比方案;
117.当待生产闸瓦型号为b2时,中控模块17从矩阵组a0选取a2作为优选配比方案;
118.当待生产闸瓦型号为b3时,中控模块17从矩阵组a0选取a3作为优选配比方案;
119.当选取ai作为优选配比方案进行摩擦材料制备时,纯度检测器18检测第四原料主成分纯度d并将检测结果传递至中控模块17,中控模块17将d与d0内矩阵做对比:
120.当d≤d1时,中控模块17不对第四原料添加量yi进行调节;
121.当d1<d≤d2时,中控模块17从d0矩阵中选取d1作为纯度对第四原料添加量调节参数;
122.当d2<d≤d3时,中控模块17从d0矩阵中选取d2作为纯度对第四原料添加量调节参数;
123.当d3<d≤d4时,中控模块17从d0矩阵中选取d3作为纯度对第四原料添加量调节参数;
124.当d>d4时,中控模块17从d0矩阵中选取d4作为纯度对第四原料添加量调节参数;
125.当选取选取dj作为纯度对第四原料添加量调节参数时,中控模块17将第四原料添加量调节为yi’,yi’=yi
×
dj;
126.具体而言,对于第四原料湿度矩阵c0,c0(c1,c2,c3,c4),其中,c1为第一预设第四原料湿度,c2为第二预设第四原料湿度,c3为第三预设第四原料湿度,c4为第四预设第四原料湿度,所述各湿度参数按照顺序依次增大;
127.对于湿度对第四原料添加量调节参数矩阵c0,c0(c1,c2,c3,c4),其中,c1 为第一预设湿度对第四原料添加量调节参数,c2为第二预设湿度对第四原料添加量调节参数,c3为第三预设湿度对第四原料添加量调节参数,c4为第四预设湿度对第四原料添加量调节参数;
128.当选取ai作为优选配比方案进行摩擦材料制备且根据纯度将第四原料添加量调节为yi’时,第二湿度检测器151检测第四原料湿度c并将检测结果传递至中控模块17,中控模块17将c与c0内参数做对比:
129.当c≤c1时,中控模块17不对第四原料添加量yi’进行调节;
130.当c1<c≤c2时,中控模块17从c0矩阵中选取c1作为湿度对第四原料添加量调节参数;
131.当c2<c≤c3时,中控模块17从c0矩阵中选取c2作为湿度对第四原料添加量调节参数;
132.当c3<c≤c4时,中控模块17从c0矩阵中选取c3作为湿度对第四原料添加量调节参数;
133.当c>c4时,中控模块17从c0矩阵中选取c4作为湿度对第四原料添加量调节参数;
134.当选取选取cj作为湿度对第四原料添加量调节参数时,中控模块17将第四原料添加量调节为yi”,yi”=yi
’×
cj;
135.具体而言,所述中控模块17对第四原料添加量调节完成后控制第一料仓12 向高速混料机11投放添加量为ui的第一原料,控制第二料仓13向高速混料机11 投放添加量为vi的第二原料,控制第三料仓14向高速混料机11投放添加量为xi 的第三原料,控制第四料仓15向高速混料机11投放添加量为yi”的第四原料,控制第五料仓16向高速混料机11投放添加量为zi的第五原料;
136.所述中控模块17中还设有高速混料机11内温度矩阵f0、混合原料湿度矩阵e0和摩擦材料完成度标准g;
137.对于高速混料机11内温度矩阵f0,f0(f1,f2),其中,f1为第一预设高速混料机11内温度,f2为第二预设高速混料机11内温度,f1<f2;
138.对于混合原料湿度矩阵e0,e0(e1,e2),其中,e1为第一预设混合原料湿度,e2为第二预设混合原料湿度,e1<e2;
139.当各所述料仓均完成向高速混料机11原料投放时,所述温度检测器113检测高速混料机11内温度f并将检测结果传递至中控模块17,中控模块17将f 与f0矩阵内参数做对比:
140.当f≤f1时,中控模块17判定所述高速混料机11内温度过低并控制加热装置116对高速混料机11内原料进行加热,同时,中控模块17控制高速混料机11 对各原料进行搅拌,搅拌速度为w;
141.当f1≤f≤f2时,中控模块17判定所述高速混料机11内温度适宜并控制高速混料机11对各原料进行搅拌,搅拌速度为w,所述湿度度检测器检测高速混料机11内湿度e并将检测结果传递至中控模块17;
142.当f>f2时,中控模块17判定所述高速混料机11内温度过高并控制喷淋头 115对高速混料机11内原料进行喷淋降温,同时,中控模块17控制高速混料机 11对各原料进行搅拌,搅拌速度为w;
143.当中控模块17控制高速混料机11对各原料进行搅拌并经过一个搅拌周期t1时,所述温度检测器113检测高速混料机11内温度f’并将检测结果传递至中控模块17,当f1≤f’≤f2时,所述湿度检测器111检测混合原料湿度e并将检测结果传递至中控模块17;当f’不在f1~f2范围内时,重复上述操作,直至f1≤f’≤f2;
144.具体而言,所述中控模块17将e与e0矩阵内参数做对比:
145.当e≤e1时,中控模块17判定混合原料湿度不足,中控模块17控制所述喷淋头115对混合原料进行喷淋,同时,中控模块17控制加热装置116转为恒温模式,恒温温度为f2;
146.当e1<e≤e2时,中控模块17判定混合原料湿度合格,中控模块17控制加热装置116转为恒温模式,恒温温度为此时喷淋头115不对混合原料进行喷淋;
147.当e>e2时,中控模块17判定湿度过高,中控模块17控制加热装置116转为恒温模式,恒温温度为f2,中控模块17计算湿度差值δe,δe=e-e1,中控模块17根据δe将搅拌速度调节为w’,α为湿度差值对搅拌速度调节参数;
148.具体而言,当中控模块17控制高速混料机11对温度合格原料进行搅拌并经过一个搅拌周期t1时,湿度检测器111检测混合原料湿度e’并将检测结果传递至中控模块17,当e1≤e’≤e2时,中控模块17判定混合原料湿度合格;当 e’不在e1~e2范围内时,重复上述操作,直至e1≤e’≤e2;
149.当高速混料机11内混合原料温度和湿度均适宜并经过一个搅拌周期时,中控模块17控制所述出料口114半开对混合后的原料进行取样;检测样品的完成度g并将检测结果传递至中控模块17,中控模块17将g与完成度标准g做对比:
150.当g≥g时,中控模块17判定原料混合完成生成合格的摩擦材料,中控模块 17控制高速混料机11停止搅拌并控制所述出料口114全开以将生成的摩擦材料排出;
151.当g<g时,中控模块17控制高速混料机11继续对混合原料进行搅拌,当搅拌时长经过t1时,对原料进行再次取料并检测样品的完成度g’并将检测结果传递至中控模块17,当g’≥g时,中控模块17判定原料混合完成生成合格的摩擦材料;当g’<g时,重复上述操
作,直至g’≥g。
152.请参阅图2,其为本发明存储室的结构示意图;所述摩擦材料存储单元设有存储室20,所述存储室内设有货架28、温度传感器23、湿度传感器26、加热器 22、加湿器25、冷风机24、除湿机27和环境调节模块21;所述环境调节模块21 分别与所述温度传感器23、湿度传感器26、加热器22、加湿器25、冷风机24 和除湿机27相连,用以调节各部件工作模式,以使摩擦材料存储环境达标;
153.所述环境调节模块21设有存储环境温度矩阵h0、存储环境湿度矩阵j0、超差环境调节参数矩阵组k0;
154.对于存储环境温度矩阵h0,h0(h1,h2,h3,h4),其中,h1为第一预设存储环境温度,h2为第二预设存储环境温度,h3为第三预设存储环境温度,h4为第四预设存储环境温度,所述各温度数值依次增大;
155.对于存储环境湿度矩阵j0,j0(j1,j2,j3,j4),其中,j1为第一预设存储环境湿度,j2为第二预设存储环境湿度,j3为第三预设存储环境湿度,j4为第四预设存储环境湿度,所述各湿度数值依次增大;
156.对于超差环境调节参数矩阵组k0,k0(k1,k2),其中,k1为温度超差环境调节参数矩阵,k2为湿度超差环境调节参数矩阵;对于温度超差环境调节参数矩阵k1,k1(k11,k12,k13,k14),其中,k11为第一预设温度超差环境调节参数,k12 为第一预设温度超差环境调节参数,k13为第一预设温度超差环境调节参数,k14 为第一预设温度超差环境调节参数;对于湿度超差环境调节参数矩阵k2,k2(k21,k22,k23,k24),其中,k21为第一预设湿度超差环境调节参数,k22为第一预设湿度超差环境调节参数,k23为第一预设湿度超差环境调节参数,k24为第一预设湿度超差环境调节参数;
157.当所述存储室20内存有摩擦材料并经过存储时长t2时,所述温度传感器23 检测器检测存储室20内温度h并将检测结果传递至环境调节模块21,环境调节模块21将h与h0内参数做对比:
158.当h≤h1时,环境调节模块21判定存储环境温度过低、启动加热器22对存储室20进行加热并选取k11作为温度超差环境调节参数;
159.当h1<h≤h2时,环境调节模块21判定存储环境温度过低、启动加热器22 对存储室20进行加热并选取k12作为温度超差环境调节参数;
160.当h2<h≤h3时,环境调节模块21判定存储环境温度合格;
161.当h3<h≤h4时,环境调节模块21判定存储环境温度过高、启动冷风机24 对存储室20进行降温并选取k13作为温度超差环境调节参数;
162.当h>h4时,环境调节模块21判定存储环境温度过高、启动冷风机24对存储室20进行降温并选取k14作为温度超差环境调节参数;
163.当存储环境温度过低启动加热器22对存储室20进行加热时,环境调节模块 21计算温度差值δha,δha=h3-h,加热器22加热温度为m,其中, m为加热器22预设初始温度,p=1,2;
164.当存储环境温度过高启动冷风机24对存储室20进行降温时,环境调节模块 21计算温度差值δhb,δhb=h-h2,冷风机24风速为n,其中,n 为冷风机24预设初
始风速,q=3,4;
165.当对温度环境进行调节并经过存储时长t2时,所述温度传感器23检测器检测存储室20内温度h’并将检测结果传递至环境调节模块21,环境调节模块21 将h’与h0内参数做对比,当h2<h’≤h3时,环境调节模块21判定存储环境温度合格并控制冷风机24/加热器22停止工作;当h’仍不在h2~h3范围时,重复上述操作,直至h2<h’≤h3。
166.具体而言,当所述存储室20内存有摩擦材料并经过存储时长t2时,所述湿度传感器26检测器检测存储室20内湿度j并将检测结果传递至环境调节模块21,环境调节模块21将j与j0内参数做对比:
167.当j≤j1时,环境调节模块21判定存储环境湿度过低、启动加湿器25对存储室20进行加湿并选取k21作为湿度超差环境调节参数;
168.当j1<j≤j2时,环境调节模块21判定存储环境湿度过低、启动加湿器25 对存储室20进行加湿并选取k22作为湿度超差环境调节参数;
169.当j2<j≤j3时,环境调节模块21判定存储环境湿度合格;
170.当j3<j≤j4时,环境调节模块21判定存储环境湿度过高、启动除湿机27 对存储室20进行除湿并选取k23作为湿度超差环境调节参数;
171.当j>j4时,环境调节模块21判定存储环境湿度过高、启动除湿机27对存储室20进行除湿并选取k24作为湿度超差环境调节参数;
172.当存储环境湿度过低启动加湿器25对存储室20进行加湿时,环境调节模块 21计算湿度差值δja,δja=j3-j,加湿器25加湿速度为r,其中,r 为加湿器25预设初始加湿速度,p=1,2;
173.当存储环境湿度过高启动除湿机27对存储室20进行除湿时,环境调节模块 21计算湿度差值δjb,δjb=j-j2,除湿机27除湿风速为s,其中, s为除湿机27预设初始除湿风速,q=3,4;
174.当对湿度环境进行调节并经过存储时长t2时,所述湿度传感器26检测器检测存储室20内湿度j’并将检测结果传递至环境调节模块21,环境调节模块21 将j’与j0内参数做对比,当j2<j’≤j3时,环境调节模块21判定存储环境湿度合格并控制加湿器25/除湿机27停止工作;当j’仍不在j2~j3范围时,重复上述操作,直至j2<j’≤j3。
175.一种耐高寒潮湿条件下的摩擦材料,应用上述的耐高寒潮湿环境摩擦材料的制备系统制备而成,所述摩擦材料能够在潮湿环境下保持稳定的摩擦系数,使列车的制动性能在潮湿环境下保持稳定,该摩擦材料用以制备闸瓦。
176.具体而言,所述闸瓦制备步骤包括:
177.s1,利用辊炼机对丁腈橡胶分两段开炼;第一段辊温40℃-45℃,辊距2mm
‑ꢀ
3mm,先加生胶,再加入氧化锌、防老剂、炭黑,出片停放;第二段辊温35℃
‑ꢀ
40℃,辊距3mm-4mm,先加一段胶,割刀混均,加硫磺,待全部混入后割刀薄通;
178.s2,将s1得到的胶、摩擦剂和其余组分都加入密炼机中进行加压混合,温度控制在≤90℃,强力混合完成后,对混合物进行停放降温直至室温,得到混合料;
179.s3,将s2制得的混合料用模具压制到特定钢背上,热压机压力为 2500n/cm2,加温160-180℃热压成型,得到成型半成品;
180.s4,将s3压制完成后的半成品闸瓦放到专用夹具夹紧,施加大约10kn/m2 的压力,对半成品闸瓦进行压紧整形;
181.s5,将s4处理后的闸瓦在烘箱中采用热风循环电加热热处理34h,前22h 温度逐渐升高,直至最高热处理温度达到250℃,后12h保持热处理温度250℃, 让所有原材料充分反应,保证彻底熟透,制得合成闸瓦,具体加温过程参见表 1。
182.表1热处理过程中温度与时间
[0183][0184]
具体而言,所述第一原料为硫酸钙晶须、第二原料为白炭黑、第三原料为蛭石、第四原料为硅藻土、第五原料为陶土,各原料其具体配比为,硫酸钙晶须35%
‑ꢀ
38%、白炭黑12%-15%、蛭石17%-23%、硅藻土5%-10%、陶土18%-22%;
[0185]
具体而言,所述三种优选配比方案为:第一方案,硫酸钙晶须35%、白炭黑12%、蛭石17%、硅藻土10%、陶土21%;第二方案,:硫酸钙晶须38%、白炭黑 15%、蛭石23%、硅藻土5%、陶土19%;第三方案,硫酸钙晶须36%、白炭黑14%、蛭石20%、硅藻土8%、陶土22%。
[0186]
具体而言,所述闸瓦制备单元应用原料组分及重量百分比为:丁腈橡胶9%、耐潮湿摩擦材料10%、橡胶促进剂0.7%、橡胶硫化剂0.8%、防老剂0.5%、硼改性酚醛树脂6%、丁腈胶粉4%、泡沫铁粉6%、碳化硅2%、氧化铝2%、人造石墨 6%、炭黑5%、硫酸钡8%、鳞片石墨5%、棉纤维10%、聚乙烯醇纤维10%、陶瓷纤维5%、钢纤维5%、玻璃纤维5%。
[0187]
至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。