1.本实用新型涉及淋膜纸领域,尤其是涉及一种隔热防烫发泡淋膜纸。
背景技术:
2.淋膜纸是将塑料粒子例如聚乙烯粒子通过流延机涂覆在纸张表面的复合材料,主要特点是此复合材料可以防油、防水、热合。通过才淋膜纸表面形成发泡层后,还能使淋膜纸具有隔热防烫的功能。
3.如公告号为cn207259866u的中国实用新型专利文件公开了一种隔热发泡纸,包括纸基层和位于纸基层两侧的内淋膜层和外淋膜层,内淋膜层采用ldpe/hdpe/ldpe三层共挤淋膜层,纸基层采用加湿的口杯原纸;外淋膜层ldpe与poe塑料共混料淋膜层或者为ldpe淋膜层;外淋膜层经加热后形成发泡层。该隔热发泡纸具有优良的隔热效果、绒感强且粘连容易,适用于工业化生产。
4.但是上述隔热发泡纸中,外淋膜层采用ldpe,发泡厚度有限,且发泡后柔软性差,影响触感;采用ldpe与poe的混合材料,poe的使用量增加,由于ldpe材料昂贵,导致生产成本增加;而内淋膜层选用ldpe/hdpe/ldpe三层共挤淋膜层,不仅增加了原料用量,而且需要使用三层共挤设备才能完成纸张的生产,增加了能耗,复杂化了生产工艺,进一步导致生产成本增加;此外,该发泡淋膜纸的印刷层暴露在外,导致油墨容易与手、食品等接触,影响卫生,纸张运输过程中由于颠簸摩擦存在着掉色风险。
5.因此,有必要对现有技术中的隔热发泡纸进行改进。
技术实现要素:
6.本实用新型的目的在于克服现有技术中存在的缺陷,提供一种增加发泡厚度、提升发泡层的柔软度、卫生安全且降低生产成本的隔热防烫发泡淋膜纸。
7.为实现上述技术效果,本实用新型的技术方案为:一种隔热防烫发泡淋膜纸,包括纸基层、设置于所述纸基层一侧的发泡层和设置于所述纸基层另一侧的阻隔层,所述发泡层背对所述纸基层的一侧设置有软化表层。
8.优选的,为了减少软化表层的材料用量,降低生产成本,所述发泡层和所述软化表层共挤复合。
9.优选的,为了增加发泡厚度、保证纸张的隔热效果、良好的手感,所述软化表层为poe层。
10.优选的,为了方便纸基层与阻隔层之间的粘连,所述阻隔层背对所述纸基层的一侧设置有粘合层。
11.优选的,为了适应淋膜工艺的螺杆挤出生产,所述粘合层为ldpe层。
12.优选的,为了加强成型工艺的二次粘合效果,所述ldpe层的熔融指数为7~8。
13.优选的,为了防止水分渗透,保证阻隔效果,所述阻隔层为hdpe层。
14.优选的,为了进一步提高阻隔层的阻隔效果,所述hdpe层的密度为0.940~
0.976g/cm3。
15.优选的,为了便于纸张的标识,同时保证包装食品的安全卫生,防止掉色,所述纸基层和所述发泡层之间设置有印刷层。
16.综上所述,本实用新型隔热防烫发泡淋膜纸通过软化表层增加发泡层的发泡厚度,从而加强了产品的隔热性;此外,通过软化表层有利于提升纸张的柔软性,从而改善了触摸手感。
附图说明
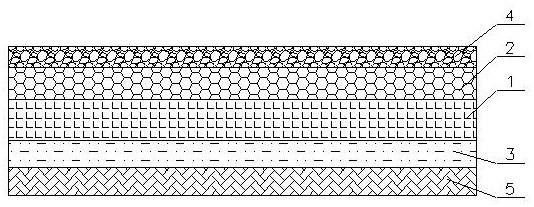
17.图1是本实用新型实施例1的结构示意图;
18.图2是本实用新型实施例2的结构示意图;
19.图中:1.纸基层,2.发泡层,3.阻隔层,4.软化表层,5.粘合层,6.印刷层。
具体实施方式
20.下面结合附图和实施例,对本实用新型的具体实施方式作进一步描述。以下实施例仅用于更加清楚地说明本实用新型的技术方案,而不能以此来限制本实用新型的保护范围。
21.纸基层
22.纸基层优选水分在6%-8%之间的纸张。含水量过高,会导致纸张的吸收性能、抗张强度、撕裂度、耐折度、表面强度及弹性等均会下降,而且容易产生褶皱;含水量过低,将增大纸张的表面电阻,一旦纸张受到摩擦,产生的电荷将难以导通而停留在纸面上,产生静电现象,导致纸面容易吸附粉尘、纸毛,产生脏版、糊板的故障,还会使纸张之间相互吸粘,给输纸带来困难;此外,还会加剧飞墨现象,严重时发生火灾。基于上述因素,纸基层优选水分在6%~8%之间的纸张。
23.发泡层
24.发泡层即隔热保温层,通过纸张的发泡,使其具有隔热防烫保温的效果,能够用于高温食品的盛装。发泡层优选为ldpe,即低密度聚乙烯,不仅保证了发泡层的防水性,而且纸张受热后形成的发泡层呈海绵状,手感细腻,隔热性良好。
25.软化表层
26.软化表层的作用是增加纸张的柔软度,并增加纸张的发泡厚度,从而进一步改善发泡以后的产品在隔热方面的功效,同时保证手感。由于poe(即聚乙烯辛烯共弹性体)密度相对于其他软化材料具有更低的密度和柔软性,因此软化表层优选poe,使淋膜纸发泡层具有更优良的触感。
27.阻隔层
28.阻隔层起到防止水分渗透的作用,提供自封性能,纸张受热后,纸基层中含有的水分蒸发,由于阻隔层的作用,水分只能向发泡层扩散,从而保证在纸张外表面形成均匀细腻的发泡层。为了保证阻隔效果,阻隔层优选密度在0.940~0.976g/cm3内的hdpe(高密度聚乙烯)。
29.粘合层
30.粘合层优选ldpe,使纸张成型更方便,提升粘合效果,为了方便淋膜工艺的螺杆挤
出生产,其熔融指数为7~8。
31.印刷层
32.印刷层优选采用环保的水性油墨卷筒柔印生产,保证纸张生产的环保性。
33.实施例1
34.如图1所示,实施例1的隔热防烫发泡淋膜纸,包括从外至内依次层叠连接的poe软化表层4、ldpe发泡层2、纸基层1、hdpe阻隔层3和ldpe粘合层5,poe软化表层4与ldpe发泡层2共挤复合。
35.由于普通ldpe发泡厚度为0.35~0.40mm,而poe软化表层4的发泡厚度为0.45~0.50mm,因此使用poe软化表层后,发泡厚度增加约0.1mm,从而加强了隔热性能;不仅如此,poe的粒子密度约为0.88g/cm3,低于hdpe的粒子密度0.940~0.976g/cm3,采用poe软化表层4,提升了该实施例中淋膜纸发泡层的柔软性;此外,poe粒子在低温下比ldpe更容易发泡,在140~145℃的生产环境下,poe粒子只需40秒即可完全发泡,而hdpe粒子需要50秒才能完全发泡,因此采用poe软化表层有利于提高生产效率。
36.综上所述,该实施例的隔热防烫发泡淋膜纸通过poe软化表层4不仅增加了纸张发泡层的柔软度,提升了触摸手感,而且增加了发泡厚度,进一步加强隔热性;此外,还有利于缩短生产时间,提高生产效率。
37.纸基层1的内侧,仅需阻隔层3和粘合层5的双层结构,从而简化了纸张的结构,使得纸张仅需通过双层共挤即能实现生产,从而减少了设备的投入,大大降低了能耗,并减少了原料的使用量。
38.poe软化表层4与ldpe发泡层2共挤复合,有利于减少poe的使用量,从而降低生产成本。
39.实施例2
40.如图2所示,实施例2基于实施例1,区别在于,纸基层1和发泡层2之间设置有印刷层6,印刷层6采用环保的水性油墨卷筒柔印生产。
41.印刷层6设置于纸基层1和ldpe发泡层2之间,从而避免了印刷层6暴露在外,保障了食品包装的安全性,确保油墨与手、食品等完全无接触,干净卫生;此外,还能防止运输过程中纸张之间由于颠簸摩擦而产生的掉色风险。
42.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。