1.本发明涉及水基快干防腐涂料加工技术领域,尤其涉及一种水基快干防腐涂料及其加工方法。
背景技术:
2.目前连续在线生产的球磨铸管及铸件,其表面防腐涂层一般采用无气喷涂设备将涂料喷涂在铸管或铸件表面,喷涂后的物体表面需要在较短时间内表干、实干且达到一定硬度,使物体可移动进入下一道工序作业,业界一般采用溶剂型涂料达到快速成膜固化状态,在环保清洁生产大环境下,如何低成本、零污染的制取一种水基快干防腐涂料满足快节奏的在线喷涂需求是铸造业广泛追求的目标,因此,我们提出了一种水基快干防腐涂料及其加工方法来解决上述问题。
技术实现要素:
3.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种水基快干防腐涂料及其加工方法。
4.为了实现上述目的,本发明采用了如下技术方案:
5.一种水基快干防腐涂料,包括:去离子水130-160份、分散剂6-12份、颜料15-20份、填料(硫酸钡、磷钛粉)280-320份、凹土6-12份、乳液560-600份、醇酯十二30-50份、防闪锈剂3-6份、促进剂70-120份、增稠剂2-6份、二甲基乙醇胺0.2-2.2份、消泡剂10-22份。
6.优选地,所述填料采用硫酸钡和磷钛粉。
7.优选地,所述颜料采用炭黑。
8.一种水基快干防腐涂料的加工方法,包括以下步骤:
9.s1、将一半分散剂、一半二甲基乙醇胺、消泡剂倒入70%的去离子水中搅拌成水溶液;
10.s2、将配方量的颜料、填料、凹土依次加入步骤s1中配好的水溶液中搅拌,之后进行静置;
11.s3、向步骤s2中添加分散剂,之后进行搅拌,搅拌完毕后进行静置;
12.s4、研磨机多次研磨步骤s3配置好的浆料,浆料研磨完毕后转入干净缸体中;
13.s5、向步骤s4制备液体中加乳液,在搅拌状态下加入防闪锈剂、醇酯十二、促进剂,然后进行搅拌,搅拌完毕后在恒温条件下放置;
14.s6、在搅拌状态下添加增稠剂2-6份,使水基快干漆静止时呈果冻状态,机械搅拌时呈粘稠液态,根据水漆成形状态,有选择性的添加稳定悬浮剂,之后制成成品。
15.优选地,根据步骤s2所述,搅拌时间为10-15m,搅拌控制温度为25-30℃(常温常压),静置时间为0.4h。
16.优选地,根据步骤s3所述,分散剂的添加量为1/4份,搅拌时间为10-15m,静置时间为2h。
17.优选地,根据步骤s4所述,研磨的细度达到20-25μm,研磨次数为2-3次。
18.优选地,根据步骤s5所述,搅拌时间为10-15m,保持温度为25-30℃(常温常压),在恒温条件下放置时间为0.5h。
19.优选地,根据步骤s6所述,制取成品的粘度为50-80ku。
20.优选地,根据步骤s6所述,搅拌分散过程中分散转速小于800-900转/分钟。
21.本发明的有益效果:在加工时,物料均匀混合分散后,增加增稠剂,使水性涂料溶液粘度达到斯托默粘度计60ku,分散均匀,在溶液中各物质均处于相对平衡的状态,在静置的状态下能够较长时间的保持稳定的状态,不会发生完全沉积等情况,所以其不易发生沉积,由于涂料干燥较快,可以满足在线喷涂的高速生产节奏。
具体实施方式
22.下面将对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
23.实施例1,一种水基快干防腐涂料的加工方法,步骤1:取颜料15份,填料(硫酸钡、磷钛粉)280份,并在常温常压状态下将其加入到溶有8份分散剂、1份二甲基乙醇胺的120份去离子水中,进行搅拌20m;步骤2:直接向步骤1配好的胶体中添加凹土6份,进行搅拌20m;步骤3:研磨机研磨步骤2配置好的浆料,研磨细度达到25μm,浆料研磨完毕后转入干净缸体中;步骤4:向步骤4制备液体中加乳液600份,在搅拌状态下加入消泡剂14份、防闪锈剂3份、醇酯十二30份、促进剂80份,搅拌10-15m,保持温度为25-30℃(常温常压),在恒温条件下放置0.5h;步骤5:在搅拌状态下添加增稠剂3份,使水基快干漆静止时呈果冻状态,机械搅拌时呈粘稠液态。
24.实施例2,一种水基快干防腐涂料的加工方法,步骤1:取颜料18份,填料(硫酸钡、磷钛粉)285份,并在常温常压状态下将其加入到溶有9份分散剂、1份二甲基乙醇胺的130份去离子水中,进行搅拌20m;步骤2:直接向步骤1配好的胶体中添加凹土6份,进行搅拌20m;步骤3:向步骤2中添加3份分散剂,搅拌10-15m,步骤4:研磨机研磨步骤3配置好的浆料,研磨细度达到25μm,浆料研磨完毕后转入干净缸体中;步骤5:向步骤4制备液体中加乳液560份,在搅拌状态下加入消泡剂18份、防闪锈剂6份、醇酯十二35份、促进剂80份,搅拌10-15m,保持温度为25-30℃(常温常压),在恒温条件下放置0.5h;步骤6:在搅拌状态下添加增稠剂4份,使水基快干漆静止时呈果冻状态,机械搅拌时呈粘稠液态。
25.实施例3,一种水基快干防腐涂料的加工方法,步骤1:取颜料18份,填料(硫酸钡、磷钛粉)280份,并在常温常压状态下将其加入到溶有9份分散剂、1份二甲基乙醇胺的120份去离子水中,进行搅拌20m;步骤2:直接向步骤1配好的胶体中添加凹土6份,进行搅拌20m;步骤3:向步骤2中添加3份分散剂,搅拌10-15m;步骤4:研磨机研磨步骤3配置好的浆料,研磨细度达到25μm,浆料研磨完毕后转入干净缸体中;步骤5:向步骤4制备液体中加乳液580份,在搅拌状态下加入消泡剂18份、防闪锈剂6份、醇酯十二40份、促进剂100份,搅拌10-15m,保持温度为25-30℃(常温常压),在恒温条件下放置0.5h;步骤6:在搅拌状态下添加增稠剂4份,使水基快干漆静止时呈果冻状态,机械搅拌时呈粘稠液态。
26.实施例4,一种水基快干防腐涂料的加工方法,步骤1:取颜料20份,填料(硫酸钡、磷钛粉)285份,并在常温常压状态下将其加入到溶有10份分散剂、1份二甲基乙醇胺的130
份去离子水中,进行搅拌20m;步骤2:直接向步骤1配好的胶体中添加凹土6份,进行搅拌20m;步骤3:向步骤2中添加4份分散剂。搅拌10-15m;步骤4:研磨机研磨步骤3配置好的浆料,研磨细度达到25μm,浆料研磨完毕后转入干净缸体中;步骤5:向步骤4制备液体中加乳液570份,在搅拌状态下加入消泡剂122份、防闪锈剂6份、醇酯十二50份、促进剂120份,搅拌10-15m,保持温度为25-30℃(常温常压),在恒温条件下放置0.5h;步骤6:在搅拌状态下添加增稠剂6份,使水基快干漆静止时呈果冻状态,机械搅拌时呈粘稠液态。
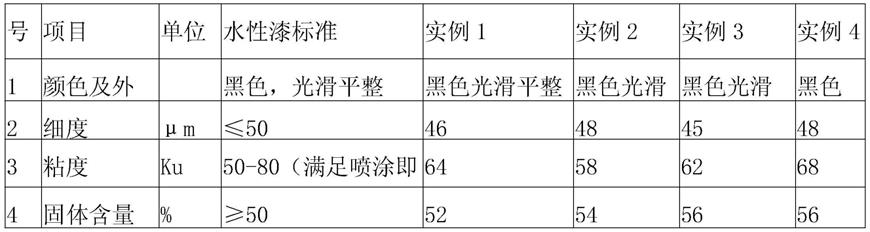
27.产品性能表征对各组实验进行计录,所得结果如下表:按照hg/t3792-2005测量实施例中涂料的硬度(h)并记录,实验前需要对实验样品进行充分搅拌,样板喷涂(刷涂)第一遍后需要干燥后,再喷涂(刷涂)第二遍,漆膜达到80μm后,样板保养7天后,封边后进行各项实验。
[0028][0029][0030]
总之,本发明能用简单的方法,较低的成本,无污染、大幅度地提高现有水性混合涂料或漆类的硬度和耐磨性,还具有抗老化性的优点。
[0031]
本发明的目的是提供一种满足快节奏生产的环保型涂料,用较低的成本制取零污染的水漆涂料且水基涂料的耐酸性、耐碱性、耐热水性高于市面管道、钢构用涂料的化学指标。
[0032]
水基快干防腐涂料通常由去离子水、乳液、颜料、填料、分散剂、防闪锈剂、促进剂、稳定悬浮剂及其他添加剂等组成,其中快干防腐涂料的耐酸碱性能极佳,耐热水性能超过同类丙烯酸水性涂料。水基涂料为触变性胶态分散体,具有良好的使用性能,水基快干防腐涂料为保持高固含分,水基快干防腐涂料常常在成品阶段调制黏度偏高,呈现假稠状态,静
止储存状态呈假稠(如同酸奶状),使用时用搅拌器进行均匀搅拌获得流动性好的液态,涂料的施凃采用无气喷涂为主、刷涂法为辅,涂料的用量取决于被涂物表面粗糙度及需涂覆的面积及所需漆膜厚度,一般情况下铸管及铸件表面漆膜干态厚度为80μm,无气喷涂一般一遍成形。由于溶剂为去离子水,涂料表面张力大,单位质量喷涂面积增大,吨管消耗漆降低了10%
[0033]
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。