1.本发明属于模具垫技术领域,具体为一种耐磨防污型模具垫及其制备方法。
背景技术:
2.模具,工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具,简而言之,模具是用来制作成型物品的工具,这种工具由各种零件构成,不同的模具由不同的零件构成,它主要通过所成型材料物理状态的改变来实现物品外形的加工,素有"工业之母"的称号,在外力作用下使坯料成为有特定形状和尺寸的制件的工具,广泛用于冲裁、模锻、冷镦、挤压、粉末冶金件压制、压力铸造,以及工程塑料、橡胶、陶瓷等制品的压塑或注塑的成形加工中。
3.现有模具在加工过程前需要进行放置、移动与固定,但直接将,欧菊放置于工作台上,经过长时间使用会使其固定件产生松动的问题,同时工作台靠近模具的部位很容易产生污渍等,后期清理也较为不便,为此,我们提出一种耐磨防污型模具垫及其制备方法。
技术实现要素:
4.针对上述情况,为克服现有技术的缺陷,本发明提供一种耐磨防污型模具垫及其制备方法,有效的解决了现有模具在加工过程前需要进行放置、移动与固定,但直接将,欧菊放置于工作台上,经过长时间使用会使其固定件产生松动的问题,同时工作台靠近模具的部位很容易产生污渍等,后期清理也较为不便的问题。
5.为实现上述目的,本发明提供如下技术方案:一种耐磨防污型模具垫,包括防污耐磨层、耐压层、防热层、抗菌层、除臭层与粘贴层,所述耐压层位于防污耐磨层的下侧,所述防热层位于耐压层的上下两端,所述抗菌层位于耐压层的内部,所述除臭层位于耐压层的下侧,所述粘贴层位于除臭层的下侧。
6.优选的,所述防污耐磨层包括防污层与耐磨层,所述防污层位于耐磨层的上侧,所述防污层的材质为pet聚酯薄膜,所述耐磨层的材质为牛皮油浸革。
7.优选的,所述耐压层包括保形层、定型层与弹性层,所述保形层位于定型层的上侧,所述弹性层位于定型层的下侧,所述保形层的材质为聚酯纤维,所述定型层的材质为无纺布,所述弹性层的材质为针织面料层。
8.优选的,所述防热层包括第一隔热层与第二隔热层,所述第一隔热层位于耐压层的上侧,所述第二隔热层位于耐压层的下侧,所述第一隔热层的材质为气凝胶毡,所述第二隔热层的材质为高硅氧棉层。
9.优选的,所述抗菌层的材质为含活性炭pu海绵层,所述抗菌层位于保形层与定型层的相视侧,所述所述除臭层的材质为碳纤维网布层。
10.优选的,所述粘贴层包括强力粘胶层与离型纸,所述强力粘胶层位于离型纸的上侧。
11.优选的,所述粘贴层的上侧设置有辅助连接层,所述辅助连接层的材质为环氧树
脂。
12.一种耐磨防污型模具垫及其制备方法,
13.s1:本发明在生产过程中先将保形层、定型层与弹性层从下至上依次放置,放置过程中将抗菌层放置于保形层与定型层的相视侧,放置之前需要将保形层、定型层、弹性层与抗菌层通过清水进行清洗,清洗完毕后通过风机将其风干后,通过烫熨装置将其熨平,放置完毕后,将耐压层与抗菌层通过按压机进行按压挤压,挤压过程中需要控制力度,只需将保形层、定型层与弹性层紧密连接即可,将第一隔热层与第二隔热层分别放置于耐压层的上下两侧,将耐磨层放置于第一隔热层的上侧,将除臭层放置于第二隔热层的下侧,通过缝纫技术将耐磨层、耐压层、防热层、抗菌层与除臭层相连接,连接完毕后通过按压机,将耐磨层、耐压层、防热层、抗菌层与除臭层按压平整即可;
14.s2,通过贴膜机将预先准备好的防污层贴附于耐磨层的上侧,防污层的厚度为0.12-0.15mm为最佳,将辅助连接层的原料进行加热成液体,通过贴模机将本发明进行移动,同时在将离型纸贴于除臭层的下侧前,通过喷头将辅助连接层原料以及粘贴层原料依次喷涂至除臭层的下侧,辅助连接层原料喷涂至除臭层下侧后微干后再进行喷涂粘贴层原料,此操作只需要在贴膜机上加装料箱以及喷头即可,辅助连接层原料喷涂完毕后使用冷风机辅助辅助连接层原料进行成型工作;
15.s3,本发明生产过程中进行大批量生产,生产完毕后通过切割装置将原料分割成需要使用的形状,分割完毕后对分割出的原料进行包边处理。
16.与现有技术相比,本发明的有益效果是:
17.1、通过设置防污层可以使本装置的表皮具有优良的机械性能,刚性、硬度及韧性高,耐穿刺,耐摩擦,耐高温和低温,耐化学药品性、耐油性、气密性和良好保香性性能,便于对后期掉落于其上的原料进行清理;
18.2、通过设置耐压层使本装置在使用时具有一定的弹性,使本装置使用时可以使模具具有轻微的可调节空间,使用过程中可以对模具进行减震,避免模具因长时间使用从而使其固定件产生松懈;
19.3、通过设置抗菌层可以使本发明效具有良好的安全性,可以高效完全去除本发明本体上产生的细菌、真菌和霉菌,保持织物清洁,并能防止细菌再生和繁殖;
20.4、通过设置强力粘胶层与离型纸相配合可以使本装置进行快速安装与连接,仅需要将强力粘胶层与离型纸进行分离,本发明通过强力粘胶层进行快速安装。
附图说明
21.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
22.在附图中:
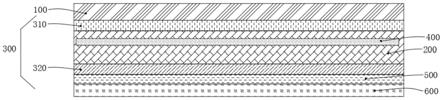
23.图1为本发明结构示意图;
24.图2为本发明耐压层结构示意图;
25.图3为本发明粘贴层结构示意图;
26.图4为本发明防污耐磨层结构示意图。
27.图中:100、防污耐磨层;110、防污层;120、耐磨层;200、耐压层;210、保形层;220、
定型层;230、弹性层;300、防热层;310、第一隔热层;320、第二隔热层;400、抗菌层;500、除臭层;600、粘贴层;610、强力粘胶层;620、离型纸;700、辅助连接层。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例;基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.请参阅图1,一种耐磨防污型模具垫,包括防污耐磨层100、耐压层200、防热层300、抗菌层400、除臭层500与粘贴层600,耐压层200位于防污耐磨层100的下侧,防热层300位于耐压层200的上下两端,抗菌层400位于耐压层200的内部,除臭层500位于耐压层200的下侧,粘贴层600位于除臭层500的下侧。
30.请参阅图1、2、3与4,防污耐磨层100包括防污层110与耐磨层120,防污层110位于耐磨层120的上侧,防污层110的材质为pet聚酯薄膜,耐磨层120的材质为牛皮油浸革,通过设置防污层110可以使本装置的表皮具有优良的机械性能,刚性、硬度及韧性高,耐穿刺、耐摩擦、耐高温和低温、耐化学药品性、耐油性、气密性和良好保香性性能,耐磨层120经过特殊加工后油性强、使用耐久性好、表面油性足、一般革身柔软,耐压层200包括保形层210、定型层220与弹性层230,保形层210位于定型层220的上侧,弹性层230位于定型层220的下侧,保形层210的材质为聚酯纤维,定型层220的材质为无纺布,弹性层230的材质为针织面料层,通过设置保形层210的材质为聚酯纤维,使其具有抗皱性和保形性,具有较高的强度与弹性恢复能力,其坚牢耐用、抗皱免烫、不粘毛的特性,通过设置定型层220的材质为无纺布,使其具有防潮、透气、柔韧、质轻、不助燃、容易分解、无毒无刺激性、色彩丰富、价格低廉、可循环的特性,通过设置弹性层230的材质为针织面料层,使其具有良好的弹性和延伸性,织物柔软,坚牢耐皱,毛型感较强,且易洗快干,不过它的吸湿性差,织物不够挺括,且易于脱散、卷边,防热层300包括第一隔热层310与第二隔热层320,第一隔热层310位于耐压层200的上侧,第二隔热层320位于耐压层200的下侧,第一隔热层310的材质为气凝胶毡,第二隔热层320的材质为高硅氧棉层,通过设置防热层300可以对本发明内部的耐压层200以及本发明的安装部位进行隔热,防止模具使用或者运输过程中产热导致其产生损坏,抗菌层400的材质为含活性炭pu海绵层,抗菌层400位于保形层210与定型层220的相视侧,除臭层500的材质为碳纤维网布层,通过设置抗菌层400可以使本发明效具有良好的安全性,可以高效完全去除本发明本体上产生的细菌、真菌和霉菌,保持织物清洁,并能防止细菌再生和繁殖,粘贴层600包括强力粘胶层610与离型纸620,强力粘胶层610位于离型纸620的上侧,通过设置强力粘胶层610与离型纸620相配合可以使本装置进行快速安装与连接,仅需要将强力粘胶层610与离型纸620进行分离,本发明通过强力粘胶层610进行快速安装,粘贴层600的上侧设置有辅助连接层700,辅助连接层700的材质为环氧树脂,通过设置辅助连接层700,使其与强力粘胶层610相配合可以提高安装连接紧密性,同时避免强力粘胶层610影响除臭层500的质量。
31.工作原理:本发明方案在具体实施时,本发明在生产过程中先将保形层210、定型层220与弹性层230从下至上依次放置,放置过程中将抗菌层400放置于保形层210与定型层
220的相视侧,放置之前需要将保形层210、定型层220、弹性层230与抗菌层400通过清水进行清洗,清洗完毕后通过风机将其风干后,通过烫熨装置将其熨平,放置完毕后,将耐压层200与抗菌层400通过按压机进行按压挤压,挤压过程中需要控制力度,只需将保形层210、定型层220与弹性层230紧密连接即可,将第一隔热层310与第二隔热层320分别放置于耐压层200的上下两侧,将耐磨层120放置于第一隔热层310的上侧,将除臭层500放置于第二隔热层320的下侧,通过缝纫技术将耐磨层120、耐压层200、防热层300、抗菌层400与除臭层500相连接,连接完毕后通过按压机,将耐磨层120、耐压层200、防热层300、抗菌层400与除臭层500按压平整即可,通过贴膜机将预先准备好的防污层110贴附于耐磨层120的上侧,防污层110的厚度为0.12-0.15mm为最佳,将辅助连接层700的原料进行加热成液体,通过贴模机将本发明进行移动,同时在将离型纸620贴于除臭层500的下侧前,通过喷头将辅助连接层700原料以及粘贴层600原料依次喷涂至除臭层500的下侧,辅助连接层700原料喷涂至除臭层500下侧后微干后再进行喷涂粘贴层600原料,此操作只需要在贴膜机上加装料箱以及喷头即可,辅助连接层700原料喷涂完毕后使用冷风机辅助辅助连接层700原料进行成型工作,本发明生产过程中进行大批量生产,生产完毕后通过切割装置将原料分割成需要使用的形状,分割完毕后对分割出的原料进行包边处理,本发明使用时通过强力粘胶层610与离型纸620相配合固定于工作台上,将模具与工作台相连接,同时将本装置与工作台隔开,使模具使用过程中具有一定的可调节性,可以有效减少以及避免模具固定件的松懈,同时通过设置防污层110使本装置便于清理,同时清理较为困难时也可以进行更换。
32.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序,而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通,对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
33.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。