1.本发明属于涂料制造领域,尤其涉及超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料。
背景技术:
2.目前国内外大型建筑物、房屋等下水及工业用排水管普遍使用铁质铸管,其应用遍及到全国各地,直接关系到工业生产及民用设施。由于裸露的铸管在露天存放和运输过程中很快就会生锈、腐蚀,因此在铸管生产后普遍采用喷涂涂料的方法进行保护,防止铸管生锈、腐蚀,延长钢铁铸管的使用寿命。
3.国内通常采用流水线涂装钢铁铸管,大部分方法是按照将铸管预处理后加温预热、喷涂防腐涂料、烘干、冷却、码垛、包装的程序进行。通常所使用的防腐涂料在流水线涂装后容易出现漆膜脆、不耐磕碰,再经一定时间露天放置、海洋运输过程中漆膜出现老化、铸管生锈等问题。目前现有产品可在常温下喷涂30min后码垛包装不粘连,适合流水线作业;同时可以单道厚涂干膜120μm,80℃烘烤20min漆膜不起泡,下线码垛不粘连,相互磕碰漆膜不脱落,适合用于深度抛丸的铸铁管外壁的产品是一个空白。
技术实现要素:
4.本发明针对上述技术问题,提供了一种常温干燥、相互磕碰漆膜不脱落、防腐耐候性优异的超级速干可迅速包装的单组份水性铸管防腐涂料;同时也可以单道厚涂干膜120μm,80℃烘烤20min漆膜不起泡,下线码垛不粘连,相互磕碰漆膜不脱落,适合用于深度抛丸的铸铁管外壁,满足厚涂低温烘烤不起泡,下线直接码垛不粘连。
5.本发明所采用的技术方案为:超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料,其特征在于,包括特种丙烯酸改性乳液30
‑
40份、膨润土0.1
‑
0.5份、消泡剂0.1
‑
0.3份、分散剂0.3
‑
0.8份、基材润湿剂0.2
‑
0.4份、防锈颜料5
‑
15份、高效无机缓蚀剂1
‑
2份、水性碳黑1
‑
3份、沉淀硫酸钡10
‑
20份、滑石粉10
‑
20份、二甲基乙醇胺0.1
‑
1份、防闪锈剂0.2
‑
1份、附着力促进剂0.2
‑
0.5、流变助剂0.1
‑
0.5、成膜助剂0.5
‑
1.5份、去离子水10
‑
20份。
6.各组分按照较优质量份数组成为:特种丙烯酸改性乳液30份、膨润土0.4份、消泡剂0.1份、分散剂0.7份、基材润湿剂0.2份、防锈颜料12份、高效无机缓蚀剂1.5份、水性碳黑2份、沉淀硫酸钡17份、滑石粉17份、二甲基乙醇胺0.5份、防闪锈剂0.5份、附着力促进剂0.3、流变助剂0.2、成膜助剂0.6份、去离子水17份。
7.所述特种丙烯酸改性乳液的型号为b6040,所述膨润土的型号为ht
‑
w605、所述消泡剂的型号为lc
‑
x8810、所述分散剂的型号为dic
‑
4190、所述基材润湿剂的型号为tego270、所述防锈颜料为水性改性磷酸锌、所述高效无机缓蚀剂型号为cs,所述水性碳黑为大港碳黑、所述沉淀硫酸钡为1250目,所述滑石粉为1250目,所述防闪锈剂的型号为ca
‑
50、所述附着力促进剂的型号为lc
‑
f
‑
5,所述流变助剂的型号为wt
‑
102,所述成膜助剂的型号为texanol。
8.本发明进一步公开了超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料的加工工艺,其特征在于,包括如下步骤:a.将30份特种丙烯酸改性乳液加入配料罐中,开动搅拌,慢慢加入二甲基乙醇胺0.5份,低速分散搅匀;依次加入分散剂0.7份,消泡剂0.1份,低速分散搅匀;依次加入水性碳黑2份,沉淀硫酸钡17份,滑石粉17份,防锈颜料12份,高效无机缓蚀剂1.5份,膨润土0.4份,去离子水13份,高速分散20分钟,进砂磨机,直至细度小于50微米,浆料备用;b. 低速搅拌条件下,将成膜助剂0.6份缓慢加入到浆料中,依次加入基材润湿剂0.2份,防闪锈剂0.5份,附着力促进剂0.3份,流变助剂0.2份,去离子水4份,低速搅拌混和均匀,充分搅拌均匀后过滤包装。
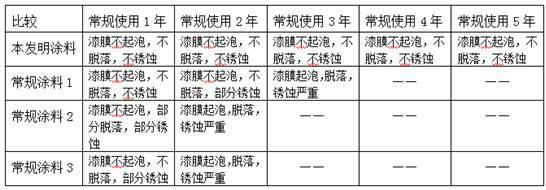
9.本发明同时也公开了超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料在用于码垛包装不粘连水性铸管防腐涂料,同时延长铸管使用寿命,实验结果显示:上述实验表明:1、 产品可在常温下喷涂30min后码垛包装不粘连,适合流水线作业。
10.2、可以单道厚涂干膜120μm,80℃烘烤20min漆膜不起泡,下线码垛不粘连,相互磕碰漆膜不脱落,适合用于深度抛丸的铸铁管外壁。
11.3、使用寿命大大优于其他水性铸管类产品。
12.4、此发明在填补现有水性铸管涂料常温干燥慢,厚涂低温烘烤容易起泡的基础上,同时在对管材的防腐性能上,铸管使用寿命大大延长。
13.本发明的组分中特种丙烯酸改性乳液b6040是关键组成,与不同类型的四支树脂进行了对比考察,具体如下:
试验1组分水性丙烯酸树脂hg
‑
100(陶氏)试验2组分单组份水性环氧树脂h
‑
502(dic)试验3组分水性醇酸树脂2501(同德)试验4组分水性环氧改性丙烯酸醇酸树脂3ea41y(同德)结论:特种丙烯酸改性乳液b6040在干燥速率、硬度、附着力、耐酸、耐碱、耐盐雾、满足厚涂低温烘烤工艺,性能都极为优异,满足超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料的性能要求。
14.本发明公开的超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料与现有防腐涂料相比:本发明主要解决了水性铸管防腐涂料常温下喷涂30分钟后码垛包装不粘连,适合流水线作业,重点考察了厚涂干膜120μm, 80℃20min漆膜是否起泡,下线是否可以码垛,不粘连,主要的难点在于适合超快干抗粘连水性铸管防腐涂料基料的选取及配方的优化;此外因为铸管管材大部分深度抛丸,深度超过80μm,干膜超过100μm才能将底材覆盖,从而很好的保护底材,现有铸管水漆还没有能做到的此工艺涂装的。
15.本发明公开的超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料所具有的积极效果在于: 1、相对于使用的传统涂料涂装具有常温干燥、超快干等特点,节能降耗等优点,满足快速涂装工艺的要求,同时voc低,水可稀释,对空气环境污染极低,易于施工,绿色环
保。
16.2、产品可在常温下喷涂30min后码垛包装,适合流水线作业,码垛不粘连,相互磕碰漆膜不脱落。
17.3、同时也可以单道厚涂干膜120μm,80℃烘烤20min漆膜不起泡,下线码垛不粘连,相互磕碰漆膜不脱落,适合用于深度抛丸的铸铁管外壁,满足厚涂低温烘烤不起泡,下线直接码垛不粘连工艺的水性漆几乎没有。
18.4、产品不含有重金属铅、铬等有害物质。
19.5、产品的耐酸、碱性能优异,耐盐雾性、耐候性突出,产品达到了优异的防腐性和耐候性的统一,解决了管道露天储存、海上运输及正常使用的铸管腐蚀和耐候问题,极大程度的延长了铸管的使用寿命。
具体实施方式
20.下面通过具体的实施方案叙述本发明。除非特别说明,本发明中所用的技术手段均为本领域技术人员所公知的方法。另外,实施方案应理解为说明性的,而非限制本发明的范围,本发明的实质和范围仅由权利要求书所限定。对于本领域技术人员而言,在不背离本发明实质和范围的前提下,对这些实施方案中的物料成分和用量进行的各种改变或改动也属于本发明的保护范围。本发明所用原料及试剂均有市售。
21.实施例1超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料的加工工艺包括如下步骤:a.将40份特种丙烯酸改性乳液加入配料罐中,开动搅拌,慢慢加入二甲基乙醇胺0.6份,低速分散搅匀;依次加入分散剂0.8份,消泡剂0.3份,低速分散搅匀;依次加入水性碳黑3份,沉淀硫酸钡20份,滑石粉20份,防锈颜料6份,高效无机缓蚀剂1份,膨润土0.3份,去离子水3份,高速分散20分钟,进砂磨机,直至细度小于50微米,浆料备用;b. 低速搅拌条件下,将成膜助剂1份缓慢加入到浆料中,依次加入基材润湿剂0.4份,防闪锈剂0.8份,附着力促进剂0.5份,流变助剂0.1份,去离子水4份,低速搅拌混和均匀,充分搅拌均匀后过滤包装。
22.实施例2超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料的加工工艺,包括如下步骤:a.将35份特种丙烯酸改性乳液加入配料罐中,开动搅拌,慢慢加入二甲基乙醇胺0.5份,低速分散搅匀;依次加入分散剂0.8份,消泡剂0.2份,低速分散搅匀;依次加入水性碳黑2份,沉淀硫酸钡20份,滑石粉14份,防锈颜料12份,高效无机缓蚀剂1.5份,膨润土0.4份,去离子水8份,高速分散20分钟,进砂磨机,直至细度小于50微米,浆料备用;b. 低速搅拌条件下,将成膜助剂0.8份缓慢加入到浆料中,依次加入基材润湿剂0.2份,防闪锈剂0.5份,附着力促进剂0.3份,流变助剂0.2份,去离子水4份,低速搅拌混和均匀,充分搅拌均匀后过滤包装。
23.实施例3超级速干可迅速包装的厚涂型单组份水性铸管防腐涂料的加工工艺,包括如下步
骤:a.将30份特种丙烯酸改性乳液加入配料罐中,开动搅拌,慢慢加入二甲基乙醇胺0.5份,低速分散搅匀;依次加入分散剂0.7份,消泡剂0.1份,低速分散搅匀;依次加入水性碳黑2份,沉淀硫酸钡17份,滑石粉17份,防锈颜料12份,高效无机缓蚀剂1.5份,膨润土0.4份,去离子水13份,高速分散20分钟,进砂磨机,直至细度小于50微米,浆料备用;b. 低速搅拌条件下,将成膜助剂0.6份缓慢加入到浆料中,依次加入基材润湿剂0.2份,防闪锈剂0.5份,附着力促进剂0.3份,流变助剂0.2份,去离子水4份,低速搅拌混和均匀,充分搅拌均匀后过滤包装。
24.本发明产品应用于大型建筑物、房屋等下水(地上)及工业用排水管外壁的防腐蚀,延长铸管的使用寿命;本发明产品通过特种丙烯酸改性乳液使用,突出快干、防腐和耐候效果,适应常温快干流水线涂装工艺要求;同时也可以单道厚涂干膜120μm,80℃烘烤20min漆膜不起泡,下线码垛不粘连,相互磕碰漆膜不脱落,适合用于深度抛丸的铸铁管外壁,满足厚涂低温烘烤不起泡,下线直接码垛不粘连工艺。通过使用防锈颜料加强产品的防腐性;本专利通过树脂、颜填料、助剂、溶剂等的综合研究及合理搭配,使产品在常温下固化、快速干燥的条件下,流水线涂装后铸管码垛时漆膜不产生粘连、相互碰撞漆膜不脱落的特性,铸管露天存放或海上运输不产生锈蚀和漆膜粉化。
25.对喷涂了本发明的钢铁铸管进行测试,具体测试结果如下:以上对本发明的3个实施例进行了详细说明,但内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。